1.本实用新型属于组装设备技术领域,尤其涉及一种工序三合一的触摸板自动组装机。
背景技术:
2.随着国内外高端产业产品加工技术的飞速发展和市场竞争的愈发激烈,控制产品质量成为所有企业共同追求的目标。具体至笔记本的触摸板的生产当中,笔记本作为人们工作中至关重要的电子产品,其需求量日益增长,笔记本电脑的c面有一个手触的触摸板,方便人们外出时或没有外接鼠标时使用。
3.现有的触摸板的主要包括铝板、壳体、pcb板和绝缘片组成,壳体固定于铝板上,pcb板固定于壳体上,绝缘片对pcb和壳体进行固定和密封,铝板和壳体之间通过平衡杆进行限位和固定,现有的触摸板的组装大多是人工手动装配或者采用手动电批头进行组装,工作量大,组装效率低,且在组装过程中容易对触摸板造成损坏,影响产品质量。
技术实现要素:
4.本实用新型的目的在于提供一种工序三合一的触摸板自动组装机,旨在解决现有技术中的工序三合一的触摸板自动组装机的组装效率较低的技术问题。
5.为实现上述目的,本实用新型实施例提供的一种工序三合一的触摸板自动组装机,包括组装架,以及固定于所述组装架上的铝板上料机构、壳体上料机构、铝板压合机构、平衡杆压合机构、pcb板组装机构、绝缘片贴合机构和输出机构,所述铝板上料机构用于摆放铝板,并对铝板进行上料;所述壳体上料机构位于所述铝板上料机构的一侧并用于摆放壳体,并对壳体进行上料;所述铝板压合机构位于所述壳体上料机构的一侧并用于将上料的壳体扣压至上料的铝板上;所述平衡杆压合机构用于将平衡杆扣压至壳体和铝板上;所述pcb板组装机构位于所述平衡杆压合机构的一侧并用于将pcb板扣压至铝板的表面;所述绝缘片贴合机构用于将绝缘片贴合至pcb板的表面形成触摸板成品;所述输出机构用于对触摸板成品进行输出。
6.可选地,所述铝板上料机构包括上料组件,所述上料组件包括铝板定位架、y1滑动模组、y1气缸和z1模组气缸,所述组装架的表面转动连接有铝板组装转盘,所述铝板组装转盘上设置有铝板上料位,所述铝板定位架和所述y1滑动模组均固定于所述组装架上并位于所述铝板上料位的一侧,所述z1模组气缸固定于所述y1滑动模组上并位于所述铝板上料位的上方,所述z1模组气缸的驱动端设置有第一铝板吸嘴,所述y1气缸用于驱动所述z1模组气缸沿所述y1滑动模组的滑轨滑动。
7.可选地,所述铝板上料机构还包括定位组件,所述定位组件包括tray盘料盒、y2滑动模组、y2气缸和z2模组气缸,所述tray盘料盒和所述y2滑动模组均固定于所述组装架上并位于所述铝板定位架的一侧,所述z2模组气缸固定于所述y2滑动模组上并位于所述铝板定位架的上方,所述tray盘料盒用于放置铝板,所述z2模组气缸的驱动端设置有第二铝板
吸嘴,所述y2气缸用于驱动所述z2模组气缸沿所述y2滑动模组的滑轨滑动。
8.可选地,所述壳体上料机构包括壳体摆放架、x1滑动模组、z3模组气缸和x1气缸,所述铝板组装转盘沿所述铝板上料位的顺时针方向上还设置有壳体上料位,所述壳体摆放架和所述x1滑动模组位于所述壳体上料位的一侧,所述z3模组气缸固定于所述x1滑动模组上并位于所述壳体摆放架的上方,所述x1气缸用于驱动所述z3模组气缸沿所述x1滑动模组的表面滑动,所述z3模组气缸上设置有用于夹取所述壳体摆放架上的壳体的壳体夹爪。
9.可选地,所述壳体压合机构包括壳体压合柱和壳体压合气缸,所述铝板组装转盘沿所述壳体上料位的顺时针方向上还设置有壳体压合位,所述壳体压合柱位于所述壳体压合位的一侧,所述壳体压合气缸固定于所述壳体压合柱上并位于所述壳体压合位的上方,所述壳体压合气缸的驱动端固定有壳体压合板。
10.可选地,所述平衡杆压合机构包括平衡杆组装组件和平衡杆压合组件,所述平衡杆组装组件包括平衡杆安装夹和平衡杆组装气缸,所述铝板组装转盘沿所述壳体压合位的顺时针方向上还设置有平衡杆组装位,所述平衡杆安装夹位于所述平衡杆组装位的一侧,所述平衡杆安装夹的竖直方向上设置有平衡杆槽,所述平衡杆组装气缸固定于所述平衡杆安装夹上并位于所述平衡杆槽的下方,所述平衡杆压合组件包括气缸固定架、平衡杆导向气缸和平衡杆压合气缸,所述铝板组装转盘沿所述平衡杆组装位的顺时针方向上还设置有平衡杆压合位,所述气缸固定架固定于所述组装架并位于所述平衡杆压合位的一侧,所述平衡杆导向气缸与水平方向呈80
°
夹角固定于所述气缸固定架上,所述平衡杆压合气缸竖直固定于所述气缸固定架并位于所述平衡杆导向气缸的一侧。
11.可选地,所述自动组装机还包括传送机构和吹气除尘机构,所述组装架上还转动连接有pcb板组装转盘,所述pcb板组装转盘位于所述铝板组装转盘的一侧,所述pcb板组装转盘上设置有除尘位,所述吹气除尘机构包括吹气筒和吸气筒,所述吹气筒固定于pcb板组装转盘上并位于所述除尘位的上方,所述吸气筒固定于所述组装架上并位于所述除尘位的一侧,所述传送机构位于所述铝板组装转盘和所述pcb板组装转盘之间并用于将半组装的触摸板输送至所述除尘位上。
12.可选地,所述pcb板组装机构包括pcb板摆放架和pcb板夹取机器人,所述pcb板组装转盘沿所述除尘位的顺时针方向设置有pcb板组装位,所述pcb板摆放架固定于所述组装架上并位于所述pcb板组装位的一侧,所述pcb板夹取机器人位于所述pcb板组装位和所述pcb板摆放架之间并用于将所述pcb板摆放架的pcb板夹取至所述pcb板组装位上。
13.可选地,所述绝缘片贴合机构包括绝缘片组装组件和绝缘片压合组件,所述绝缘片组装组件包括绝缘片摆放架和绝缘片夹取机器人,所述pcb板组装转盘沿所述pcb板组装位的顺时针方向设置有绝缘片组装位,所述绝缘片摆放架固定于所述组装架上并位于所述绝缘片组装位的一侧,所述绝缘片夹取机器人位于所述绝缘片组装位和所述绝缘片摆放架之间并用于将所述绝缘片摆放架的绝缘片夹取至所述绝缘片组装位上,所述绝缘片压合组件包括绝缘片压合气缸,所述pcb板组装转盘沿所述绝缘片组装位的顺时针方向设置有绝缘片压合位,所述绝缘片压合气缸固定于所述绝缘片压合位的一侧并位于所述绝缘片压合位的上方,以对组装好的绝缘片进行压合形成触摸板成品。
14.可选地,所述输出机构包括y3滑动模组、下料气缸、下料坡道和输出带,所述pcb板组装转盘沿所述绝缘片组装位的顺时针方向设置有触摸板下料位,所述输出带位于所述触
摸板下料位的一侧,所述下料坡道的两端分别于与所述触摸板下料位和所述输出带连接,所述y3滑动模组固定于所述组装架上并位于所述下料坡道的一侧,所述y3滑动模组上固定有下料气缸,所述y3滑动模组上设置有y3气缸,所述y3气缸用于驱动所述下料气缸沿所述y3滑动模组的滑轨滑动。
15.本实用新型实施例提供的工序三合一的触摸板自动组装机中的上述一个或多个技术方案至少具有如下技术效果之一:该触摸板自动组装机,包括组装架,铝板上料机构、壳体上料机构、铝板压合机构、平衡杆压合机构、pcb板组装机构、绝缘片贴合机构和输出机构,工作时,铝板摆放于铝板上料机构,铝板上料机构对铝板进行上料;壳体于摆放壳体上料机构上,壳体上料机构对壳体进行上料;铝板压合机构将上料的壳体扣压至上料的铝板上;平衡杆压合机构将平衡杆扣压至壳体和铝板上形成半成品;pcb板组装机构将pcb板扣压至铝板的表面;绝缘片贴合机构将绝缘片贴合至pcb板的表面形成触摸板成品;完成对触摸板的组装,完成组装后由输出机构对触摸板成品进行输出,实现触摸板的自动化生产,有效提升触摸板的组装效率。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
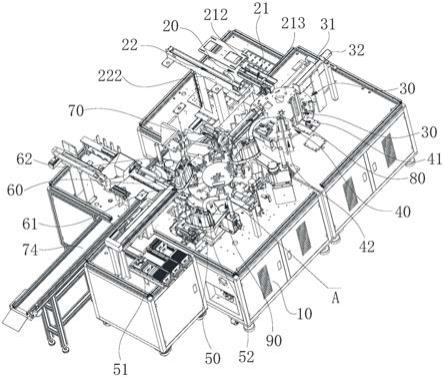
17.图1为本实用新型实施例提供的工序三合一的触摸板自动组装机的结构示意图。
18.图2为图1中a处的局部放大图。
19.图3为本实用新型实施例提供的工序三合一的触摸板自动组装机的另一结构示意图。
20.图4为图3中a处的局部放大图。
21.其中,图中各附图标记:
22.10—组装架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—铝板组装转盘
ꢀꢀꢀꢀ
12—pcb板组装转盘
23.20—铝板上料机构
ꢀꢀꢀ
21—上料组件
ꢀꢀꢀꢀꢀꢀꢀꢀ
22—定位组件
24.30—壳体上料机构
ꢀꢀꢀ
31—x1滑动模组
ꢀꢀꢀꢀꢀꢀ
40—平衡杆压合机构
25.41—平衡杆组装组件 42—平衡杆压合组件
ꢀꢀ
50—pcb板组装机构
26.51—pcb板摆放架
ꢀꢀꢀꢀ
52—pcb板夹取机器人 60—绝缘片贴合机构
27.61—绝缘片组装组件 62—绝缘片压合组件
ꢀꢀ
70—输出机构
28.71—y3滑动模组
ꢀꢀꢀꢀꢀ
72—下料气缸
ꢀꢀꢀꢀꢀꢀꢀꢀ
73—下料坡道
29.74—输出带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80—传送机构
ꢀꢀꢀꢀꢀꢀꢀꢀ
81—x2滑动模组
30.82—传送气缸
ꢀꢀꢀꢀꢀꢀꢀ
90—吹气除尘机构
ꢀꢀꢀꢀ
91—吹气筒
31.92—吸气筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111—铝板上料位
ꢀꢀꢀꢀꢀ
112—壳体上料位
32.113—壳体压合位
ꢀꢀꢀꢀ
114—平衡杆组装位
ꢀꢀꢀ
115—平衡杆压合位
33.121—除尘位
ꢀꢀꢀꢀꢀꢀꢀꢀ
122—pcb板组装位
ꢀꢀꢀꢀ
123—绝缘片组装位
34.124—绝缘片压合位
ꢀꢀ
125—触摸板下料位
ꢀꢀꢀ
211—铝板定位架
35.212—y1滑动模组
ꢀꢀꢀꢀ
221—tray盘料盒
ꢀꢀꢀꢀꢀ
222—y2滑动模组
36.32—x1气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411—平衡杆安装夹
ꢀꢀꢀꢀ
412—平衡杆组装气缸
37.413—平衡杆槽
ꢀꢀꢀꢀꢀꢀꢀ
421—气缸固定架
ꢀꢀꢀꢀꢀꢀ
422—平衡杆导向气缸
38.423—平衡杆压合气缸 611—绝缘片摆放架
ꢀꢀꢀꢀ
612—绝缘片夹取机器人
39.213—z1模组气缸。
具体实施方式
40.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型的实施例,而不能理解为对本实用新型的限制。
41.在本实用新型实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.在本实用新型实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
44.在本实用新型的一个实施例中,提供一种工序三合一的触摸板自动组装机,包括组装架10,以及固定于所述组装架10上的铝板上料机构20、壳体上料机构30、铝板压合机构、平衡杆压合机构40、pcb板组装机构50、绝缘片贴合机构60和输出机构70,所述铝板上料机构20用于摆放铝板,并对铝板进行上料;所述壳体上料机构30位于所述铝板上料机构20的一侧并用于摆放壳体,并对壳体进行上料;所述铝板压合机构(图中未标识)位于所述壳体上料机构30的一侧并用于将上料的壳体扣压至上料的铝板上;所述平衡杆压合机构40用于将平衡杆扣压至壳体和铝板上;所述pcb板组装机构50位于所述平衡杆压合机构40的一侧并用于将pcb板扣压至铝板的表面;所述绝缘片贴合机构60用于将绝缘片贴合至pcb板的表面形成触摸板成品;所述输出机构70用于对触摸板成品进行输出。
45.具体地,该触摸板自动组装机,包括组装架10,铝板上料机构20、壳体上料机构30、铝板压合机构、平衡杆压合机构40、pcb板组装机构50、绝缘片贴合机构60和输出机构70,工作时,铝板摆放于铝板上料机构20,铝板上料机构20对铝板进行上料;壳体于摆放壳体上料机构30上,壳体上料机构30对壳体进行上料;铝板压合机构将上料的壳体扣压至上料的铝板上;平衡杆压合机构40将平衡杆扣压至壳体和铝板上形成半成品;pcb板组装机构50将pcb板扣压至铝板的表面;绝缘片贴合机构60将绝缘片贴合至pcb板的表面形成触摸板成
品;完成对触摸板的组装,完成组装后由输出机构70对触摸板成品进行输出,实现触摸板的自动化生产,有效提升触摸板的组装效率。
46.在本实用新型的另一个实施例中,所述铝板上料机构20包括上料组件21,所述上料组件21包括铝板定位架211、y1滑动模组212、y1气缸(图中未标识)和z1模组气缸213,所述组装架10的表面转动连接有铝板组装转盘11,所述铝板组装转盘11上设置有铝板上料位111,所述铝板定位架211和所述y1滑动模组212均固定于所述组装架10上并位于所述铝板上料位111的一侧,所述z1模组气缸213固定于所述y1滑动模组212上并位于所述铝板上料位111的上方,所述z1模组气缸213的驱动端设置有第一铝板吸嘴,所述y1气缸用于驱动所述z1模组气缸213沿所述y1滑动模组212的滑轨滑动。
47.具体地,y1气缸启动带动z1模组气缸213沿y1滑动模组212的滑轨滑动至铝板定位架211的上方,z1模组气缸213驱动第一铝板吸嘴对铝板进行吸取,y1气缸启动带动z1模组气缸213沿y1滑动模组212的滑轨滑动至铝板上料位111的上方,z1模组气缸213驱动第一铝板吸嘴将铝板放置于铝板上料位111上,实现对铝板的上料,铝板上料完成后,铝板组装转盘11顺时针转动45
°
。
48.在本实用新型的另一个实施例中,所述铝板上料机构20还包括定位组件22,所述定位组件22包括tray盘料盒221、y2滑动模组222、y2气缸和z2模组气缸(图中未标识),所述tray盘料盒221和所述y2滑动模组222均固定于所述组装架10上并位于所述铝板定位架211的一侧,所述z2模组气缸固定于所述y2滑动模组222上并位于所述铝板定位架211的上方,所述tray盘料盒221用于放置铝板,所述z2模组气缸的驱动端设置有第二铝板吸嘴,所述y2气缸用于驱动所述z2模组气缸沿所述y2滑动模组222的滑轨滑动。
49.具体地,铝板摆放于tray盘料盒221上,y2气缸启动带动z2模组气缸沿y2滑动模组222的滑轨滑动至tray盘料盒221的上方,z2模组气缸驱动第二铝板吸嘴对tray盘料盒221上的铝板进行吸取,y2气缸启动带动z2模组气缸沿y2滑动模组222的滑轨滑动至铝板定位架211的上方,z2模组气缸驱动第二铝板吸嘴将铝板放置于铝板定位架211上,实现铝板在铝板定位架211上的初定位。
50.在本实用新型的另一个实施例中,所述壳体上料机构30包括壳体摆放架、x1滑动模组31、z3模组气缸和x1气缸32,所述铝板组装转盘11沿所述铝板上料位111的顺时针方向上还设置有壳体上料位112,所述壳体摆放架和所述x1滑动模组31位于所述壳体上料位112的一侧,所述z3模组气缸固定于所述x1滑动模组31上并位于所述壳体摆放架的上方,所述x1气缸32用于驱动所述z3模组气缸沿所述x1滑动模组31的表面滑动,所述z3模组气缸上设置有用于夹取所述壳体摆放架上的壳体的壳体夹爪。
51.具体地,铝板组装转盘11顺时针转动45
°
,将完成铝板上料位111上的铝板转动至壳体上料位112上,x1气缸32启动带动z3模组气缸沿x1滑动模组31的滑轨滑动至壳体摆放架的上方,壳体夹爪气缸启动对壳体摆放架上的壳体进行抓取,x1气缸32启动带动z3模组气缸沿x1滑动模组31的滑轨滑动至壳体上料位112的上方,壳体夹爪将铝板放置于壳体上料位112上,实现对壳体的上料。
52.在本实用新型的另一个实施例中,所述壳体压合机构包括壳体压合柱和壳体压合气缸,所述铝板组装转盘11沿所述壳体上料位112的顺时针方向上还设置有壳体压合位113,所述壳体压合柱位于所述壳体压合位113的一侧,所述壳体压合气缸固定于所述壳体
压合柱上并位于所述壳体压合位113的上方,所述壳体压合气缸的驱动端固定有壳体压合板。
53.具体地,壳体上料完成后,铝板组装转盘11顺时针转动45
°
,将壳体上料位112上的壳体转动至壳体压合位113上,壳体压合气缸启动带动壳体压合板下压,将壳体压合至铝板上。
54.在本实用新型的另一个实施例中,所述平衡杆压合机构40包括平衡杆组装组件41和平衡杆压合组件42,所述平衡杆组装组件41包括平衡杆安装夹411和平衡杆组装气缸412,所述铝板组装转盘11沿所述壳体压合位113的顺时针方向上还设置有平衡杆组装位114,所述平衡杆安装夹411位于所述平衡杆组装位114的一侧,所述平衡杆安装夹411的竖直方向上设置有平衡杆槽413,所述平衡杆组装气缸412固定于所述平衡杆安装夹411上并位于所述平衡杆槽413的下方,所述平衡杆压合组件42包括气缸固定架421、平衡杆导向气缸422和平衡杆压合气缸423,所述铝板组装转盘11沿所述平衡杆组装位114的顺时针方向上还设置有平衡杆压合位115,所述气缸固定架421固定于所述组装架10并位于所述平衡杆压合位115的一侧,所述平衡杆导向气缸422与水平方向呈80
°
夹角固定于所述气缸固定架421上,所述平衡杆压合气缸423竖直固定于所述气缸固定架421并位于所述平衡杆导向气缸422的一侧。
55.具体地,平衡杆摆放至平衡杆槽413内,完成铝板压合后,铝板组装转盘11顺时针转动45
°
,将铝板和壳体转动至平衡杆组装位114处,平衡杆组装气缸412启动将平衡杆槽413内的其中一根平衡杆推至平衡杆组装位114上,实现平衡杆与壳体间的组装。
56.平衡杆组装完成后,铝板组装转盘11顺时针转动45
°
,将铝板和壳体转动至平衡杆压合位115处,平衡杆导向气缸422启动将平衡杆的端部前倾80
°
,平衡杆压合气缸423启动实现平衡杆与壳体间的压合。
57.在本实用新型的另一个实施例中,所述自动组装机还包括传送机构80和吹气除尘机构90,所述组装架10上还转动连接有pcb板组装转盘12,所述pcb板组装转盘12位于所述铝板组装转盘11的一侧,所述pcb板组装转盘12上设置有除尘位121,所述吹气除尘机构90包括吹气筒91和吸气筒92,所述吹气筒91固定于pcb板组装转盘12上并位于所述除尘位121的上方,所述吸气筒92固定于所述组装架10上并位于所述除尘位121的一侧,所述传送机构80位于所述铝板组装转盘11和所述pcb板组装转盘12之间并用于将半组装的触摸板输送至所述除尘位121上。
58.具体地,触摸板的半成品的传送至pcb板组装转盘12后,pcb板组装转盘12转动45
°
,将触摸板的半成品转动至除尘位121上,吹气筒91启动对除尘位121上的触摸板的半成品进行吹起,同时吸气筒92启动进行吸气,实现对触摸板的半成品的除尘。
59.本实施例中,进一步地,所述传送机构80包括x2滑动模组81和传送气缸82,所述x2滑动模组81固定于所述组装架10上并位于所述pcb板组装转盘12和所述铝板组装转盘11的上方,所述传送气缸82固定于所述x2滑动模组81上。具体地,传送气缸82吸取铝板组装转盘11上的触摸板的半成品后沿x2滑动模组81的滑轨滑动,然后将吸取的触摸板的半成品放置于pcb板组装转盘12上,实现对触摸板的半成品的传送。
60.在本实用新型的另一个实施例中,所述pcb板组装机构50包括pcb板摆放架51和pcb板夹取机器人52,所述pcb板组装转盘12沿所述除尘位121的顺时针方向设置有pcb板组
装位122,所述pcb板摆放架51固定于所述组装架10上并位于所述pcb板组装位122的一侧,所述pcb板夹取机器人52位于所述pcb板组装位122和所述pcb板摆放架51之间并用于将所述pcb板摆放架51的pcb板夹取至所述pcb板组装位122上。具体地,触摸板的半成品除尘后,pcb板组装转盘12转动45
°
,将触摸板的半成品转动至pcb板组装位122上,pcb板夹取机器人52启动将pcb板摆放架51上的pcb板夹取至pcb板组装位122上的触摸板的半成品上,实现对pcb板的组装。
61.在本实用新型的另一个实施例中,所述绝缘片贴合机构60包括绝缘片组装组件61和绝缘片压合组件62,所述绝缘片组装组件61包括所述绝缘片摆放架611和绝缘片夹取机器人612,所述pcb板组装转盘12沿所述pcb板组装位122的顺时针方向设置有绝缘片组装位123,所述绝缘片摆放架611固定于所述组装架10上并位于所述绝缘片组装位123的一侧,所述绝缘片夹取机器人612位于所述绝缘片组装位123和所述绝缘片摆放架611之间并用于将所述绝缘片摆放架611的绝缘片夹取至所述绝缘片组装位123上。
62.具体地,完成pcb板的组装后,pcb板组装转盘12转动45
°
,将pcb板组装后的半成品转动至绝缘片组装位123上,绝缘片夹取机器人612启动将绝缘片摆放架611上的绝缘片夹取至绝缘片组装位123上的触摸板的半成品上,实现对绝缘片的组装。
63.本实施例中,进一步地,所述绝缘片压合组件62包括绝缘片压合气缸,所述pcb板组装转盘12沿所述绝缘片组装位123的顺时针方向设置有绝缘片压合位124,所述绝缘片压合气缸固定于所述绝缘片压合位124的一侧并位于所述绝缘片压合位124的上方,以对组装好的绝缘片进行压合形成触摸板成品。
64.在本实用新型的另一个实施例中,所述输出机构70包括y3滑动模组71、下料气缸72、下料坡道73和输出带74,所述pcb板组装转盘12沿所述绝缘片组装位123的顺时针方向设置有触摸板下料位125,所述输出带74位于所述触摸板下料位125的一侧,所述下料坡道73的两端分别于与所述触摸板下料位125和所述输出带74连接,所述y3滑动模组71固定于所述组装架10上并位于所述下料坡道73的一侧,所述y3滑动模组71上固定有下料气缸72,所述y3滑动模组71上设置有y3气缸,所述y3气缸用于驱动所述下料气缸72沿所述y3滑动模组71的滑轨滑动。
65.具体地,完成绝缘片的压合后,pcb板组装转盘12转动45
°
,将绝缘片压合后的成品转动至触摸板下料位125上,y3气缸启动带动下料气缸72沿y3滑动模组71的滑轨滑动至下料位的上方,下料气缸72启动对触摸板吸取,y3气缸启动带动下料气缸72沿y3滑动模组71的滑轨滑动至下料坡道73端部的上方,触摸板沿下料坡道73滑动至输出带74处,由输出带74将成品进行输出。
66.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。