1.本实用新型涉及一种定位座,尤其涉及一种发动机瓦盖去毛刺设备的打标用定位座。
背景技术:
2.发动机瓦盖是发动机的重要部件之一,其在出厂前需要进行倒角、去毛刺及打标等操作,以清洗发动机瓦盖及标注瓦盖的型号、特征等数据。在对发动机瓦盖进行倒角、去毛刺及打标时需要用夹具将瓦盖固定,以实现对瓦盖的精准倒角、去毛刺及打标。然而现有的设备没有专用的用于对瓦盖进行固定定位用的定位座,而只是用普通的夹具实现对瓦盖的固定及定位功能,这种定位方式操作不便,且定位精度较低,为此需要设计一种新的定位座,以实现对瓦盖的精确定位。
3.有鉴于上述的缺陷,本设计人,积极加以研究创新,以期创设一种新型结构的发动机瓦盖去毛刺设备的打标用定位座,使其更具有产业上的利用价值。
技术实现要素:
4.为解决上述技术问题,本实用新型的目的是提供一种定位精度高、加工效率高的发动机瓦盖去毛刺设备的打标用定位座。
5.本实用新型的发动机瓦盖去毛刺设备的打标用定位座,包括底板、可滑动地设于底板上的两块夹板、设于两块夹板之间的瓦盖定位座,瓦盖定位座的表面设有两个与瓦盖适配的瓦盖定位柱。
6.进一步的,发动机瓦盖去毛刺设备的打标用定位座,两块夹板中至少一块夹板上设有穿透夹板的打标孔。
7.打标孔的设置方便了激光打标机对瓦盖表面进行激光打标作业。
8.进一步的,发动机瓦盖去毛刺设备的打标用定位座,所述底板的表面设置有导轨,所述夹板的底端与滑板连接,滑板与所述导轨滑动配合。
9.导轨及滑板的设置实现了夹板与底板之间的滑动配合。具体的,夹板底端的滑板能够沿着导轨移动,从而瓦盖夹紧。
10.进一步的,发动机瓦盖去毛刺设备的打标用定位座,所述滑板的两端设置有筋板,筋板的一侧与夹板固连,筋板的另一侧与滑板固连。
11.筋板的设置提高了夹板的稳定性。
12.进一步的,发动机瓦盖去毛刺设备的打标用定位座,所述瓦盖定位座的两端设有立柱,立柱的顶端与瓦盖定位座固连,立柱的底端与底板固连。
13.进一步的,发动机瓦盖去毛刺设备的打标用定位座,所述夹板的内侧设置有夹块。
14.夹块的设置用于夹紧瓦盖,其内侧设置有防滑纹,以提高其与瓦盖之间的摩擦。
15.进一步的,发动机瓦盖去毛刺设备的打标用定位座,底板的表面设有用于驱动夹板移动的夹板驱动器。
16.夹板驱动器的设置用于驱动两底板相向移动。
17.进一步的,发动机瓦盖去毛刺设备的打标用定位座,底板的中部设有位于两夹板之间的传输孔。
18.传输孔的设置用于实现对瓦盖的升降,以使瓦盖升高一定高度,并使瓦盖上方的刀头能够进入瓦盖的穿孔内,进而实现对瓦盖的倒角。
19.进一步的,发动机瓦盖去毛刺设备的打标用定位座,两块夹板之间设置有同步装置,所述同步装置包括设于底板表面的同步箱,同步箱内设置有两根表面具有锯齿的同步滑杆,两根同步滑杆之间设置有同步齿轮,同步齿轮的两端设置于同步箱上,同步齿轮与两根同步滑杆上的锯齿分别啮合,一根同步滑杆的前端与前侧的夹板固连,后端与后侧的夹板滑动配合,另一根同步滑杆的前端与前侧的夹板滑动配合,后端与后侧的夹板固连。
20.同步装置的设置使得前后两侧的夹板能够同步地相向移动,进而使两夹板上的夹块能够将两夹板中央的瓦盖夹紧,防止两侧夹块位置不对称而使瓦盖偏离中心。
21.借由上述方案,本实用新型至少具有以下优点:本实用新型的发动机瓦盖去毛刺设备的打标用定位座,通过两块夹板的设置实现了对瓦盖的固定,同时瓦盖定位座及其表面的两个瓦盖定位柱实现对瓦盖的定位,从而使得相应的设备能够对瓦盖进行精确的倒角、去毛刺及打标操作,进而提高了对瓦盖的加工效率。
22.综上所述,本实用新型的发动机瓦盖去毛刺设备的打标用定位座定位精度高、加工效率高。
23.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
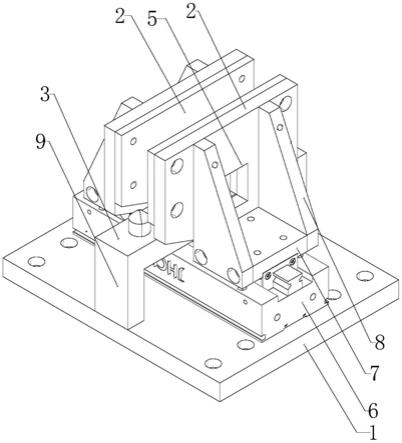
24.图1是实施例一发动机瓦盖去毛刺设备的打标用定位座的立体结构图;
25.图2是实施例一发动机瓦盖去毛刺设备的打标用定位座的另一立体结构图;
26.图3是实施例一发动机瓦盖去毛刺设备的打标用定位座的主视图;
27.图4是实施例一发动机瓦盖去毛刺设备的打标用定位座的侧视图;
28.图5是实施例二发动机瓦盖去毛刺设备的打标用定位座的立体结构图;
29.图6是实施例二发动机瓦盖去毛刺设备的打标用定位座的俯视图;
30.图7是同步装置的立体结构图。
31.图中,底板1,夹板2,瓦盖定位座3,瓦盖定位柱4,打标孔5,导轨6,滑板7,筋板8,立柱9,夹块10,底板驱动器11,传输孔12,同步装置13,同步箱14,同步滑杆15,同步齿轮16,瓦盖17。
具体实施方式
32.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
33.实施例一:
34.参见图1至图4,本实施例的发动机瓦盖去毛刺设备的打标用定位座,包括底板1、
可滑动地设于底板上的两块夹板2、设于两块夹板之间的瓦盖定位座3,瓦盖定位座的表面设有两个与瓦盖适配的瓦盖定位柱4。
35.本实用新型的发动机瓦盖去毛刺设备的打标用定位座,通过两块夹板的设置实现了对瓦盖的固定,同时瓦盖定位座及其表面的两个瓦盖定位柱实现对瓦盖的定位,从而使得相应的设备能够对瓦盖进行精确的倒角、去毛刺及打标操作,进而提高了对瓦盖的加工效率。
36.工作时,操作人员后机械手将瓦盖置于瓦盖定位座上,并使其底部的两个穿孔与瓦盖定位柱对应,此后瓦盖前后两侧的夹板相向移动,直至其将瓦盖夹紧。
37.其中将两块夹板可滑动地设置于底板的表面提高了该定位座的通用性。使用时,操作人员可根据瓦盖的厚度调整夹板的位置。
38.作为优选,两块夹板中至少一块夹板上设有穿透夹板的打标孔5。
39.打标孔的设置方便了激光打标机对瓦盖表面进行激光打标作业。
40.具体的,由激光打标机输出的激光束穿过该打标孔并照射于瓦盖表面的打标区域,从而实现对瓦盖的打标作业。
41.作为优选,所述底板的表面设置有导轨6,所述夹板的底端与滑板7连接,滑板与所述导轨滑动配合。
42.导轨及滑板的设置实现了夹板与底板之间的滑动配合。具体的,夹板底端的滑板能够沿着导轨移动,从而瓦盖夹紧。
43.作为优选,所述滑板的两端设置有筋板8,筋板的一侧与夹板固连,筋板的另一侧与滑板固连。
44.筋板的设置提高了夹板的稳定性。
45.作为优选,所述瓦盖定位座的两端设有立柱9,立柱的顶端与瓦盖定位座固连,立柱的底端与底板固连。
46.实施例二:
47.参见图5至图7,本实施例的发动机瓦盖去毛刺设备的打标用定位座,包括底板1、可滑动地设于底板上的两块夹板2、设于两块夹板之间的瓦盖定位座3,瓦盖定位座的表面设有两个与瓦盖适配的瓦盖定位柱4。
48.作为优选,所述夹板的内侧设置有夹块10。
49.夹块的设置用于夹紧瓦盖,其内侧设置有防滑纹,以提高其与瓦盖之间的摩擦。
50.作为优选,底板的表面设有用于驱动夹板移动的夹板驱动器11。
51.夹板驱动器的设置用于驱动两底板相向移动。
52.本实施例中,夹板驱动器为设于底板表面并位于夹板外侧的气缸,其缸体固设于底板上,其活塞杆与夹板连接,从而实现对夹板的滑动驱动。
53.作为优选,底板的中部设有位于两夹板之间的传输孔12。
54.传输孔的设置用于实现对瓦盖的升降,以使瓦盖升高一定高度,并使瓦盖上方的刀头能够进入瓦盖的穿孔内,进而实现对瓦盖的倒角。
55.具体工作时,位于底板下方的升降驱动器,如气缸、油缸电缸等,其输出端穿过传输孔并将瓦盖顶出一定高度,直至瓦盖上方的刀头进入瓦盖穿孔内,此后两侧夹板将瓦盖夹紧,刀头便可对其进行倒角。倒角完成后,升降驱动器恢复原位,以使瓦盖恢复原位。
56.作为优选,两块夹板之间设置有同步装置13,所述同步装置包括设于底板表面的同步箱14,同步箱内设置有两根表面具有锯齿的同步滑杆15,两根同步滑杆之间设置有同步齿轮16,同步齿轮的两端设置于同步箱上,同步齿轮与两根同步滑杆上的锯齿分别啮合,一根同步滑杆的前端与前侧的夹板固连,后端与后侧的夹板滑动配合,另一根同步滑杆的前端与前侧的夹板滑动配合,后端与后侧的夹板固连。
57.同步装置的设置使得前后两侧的夹板能够同步地相向移动,进而使两夹板上的夹块能够将两夹板中央的瓦盖夹紧,防止两侧夹块位置不对称而使瓦盖偏离中心。
58.具体的,两根同步滑杆上的锯齿齿距相同,随着一侧的夹板的移动,与其固连的同步滑杆便随之移动。当同步滑杆移动时,与其啮合的同步齿轮也随之转动,由于同步齿轮同时与两根同步滑杆上的锯齿啮合,因此两根同步滑杆的移动距离能够保持一致,其移动方向相反。而瓦盖定位座位于两夹板中央,两夹板及其上的夹块均为对称设置,因此夹块能够移动相同的距离,进而将中心处的瓦盖夹紧,防止瓦盖位置发生偏离。
59.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,本领域技术人员能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的保护范围由所附权利要求而不是上述说明限定。
60.此外,以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。同时,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。