1.本实用新型涉及机械领域,尤其涉及电机定子的加工装置,特别是一种用于焊接定子的夹具。
背景技术:
2.随着新能源汽车行业的发展,对新能源汽车电机定子的数量和质量的需求也日益提高,在现有技术中,定子焊接夹具无法保证定子的形位公差,导致焊接出的定子一致性较低,这些问题影响定子的生产效率,阻碍了后续定子装配自动化的发展。
技术实现要素:
3.本实用新型的目的在于提供一种用于焊接定子的夹具,所述的这种用于焊接定子的夹具,要解决现有技术中的现有定子夹具焊接出来的定子形位公差偏差大、一致性比较低的技术问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种用于焊接定子的夹具,包括一个支撑架和从上向下依次设置的配重组件、上定位工装组件、下定位工装组件;
6.所述的配重组件包括从上向下依次平行设置的第一平板、第二平板和第三平板,所述的第一平板上按照矩形设置有四个第一导套孔,四个所述的第一导套孔内分别设置有一个第一导套,所述的第二平板上设置有四个第一导柱,所述的第一导柱对应设置在所述的第一导套的下方,任意一个所述的第一导柱穿过对应的所述的第一导套并向上延伸,所述的第一平板的中部设置有一个第一通孔,所述的第一平板的上侧设置有一个带锁气缸,所述的带锁气缸的输出轴穿过所述的第一通孔与所述的第二平板连接,所述的第二平板上按照矩形设置有四个第二通孔,四个所述的第二通孔中分别设置有一个第一轴承,所述的第一轴承为直线轴承,所述的第三平板上设置有四根光轴,四根所述的光轴穿过对应的所述的第一轴承并向上延伸,所述的第二平板上设置有若干个支撑垫,所述的支撑垫上设置有至少一块配重块;
7.所述的上定位工装组件包括从上向下依次平行设置的第四平板、第五平板和第六平板,所述的第四平板的下侧设置有一个导柱气缸,所述的导柱气缸的输出轴的端部设置有一个定位销,所述的第五平板的上侧设置有一个销套,所述的销套设置在所述的定位销的下方,所述的销套和所述的定位销配套设置,所述的第四平板的下侧设置有一个夹持件,所述的夹持件的端部设置有一个夹持腔,所述的第六平板固定设置在所述的第五平板的下侧,所述的第五平板的中部设置有一个第三通孔,所述的夹持腔的下端和所述的第三通孔的上端之间设置有一个第二轴承,所述的第六平板的中部向上设置有一个转轴,所述的转轴向上穿过所述的第二轴承并伸入所述的夹持腔内,所述的第六平板的下侧设置有上夹持环,所述的上夹持环的内侧按圆周设置有若干个上夹持槽,所述的上夹持环的外侧按圆周设置有六根第二导柱;
8.所述的下定位工装组件包括从上向下平行设置的下夹持环和第七平板,所述的下夹持环的内侧设置有若干个下夹持槽,所述的下夹持槽和所述的上夹持槽配合设置,所述的下夹持槽内设置有若干根定位条,所述的定位条的上端设置在所述的上夹持槽内,所述的第七平板上设置有六个与第二导柱配合设置的第二导套,所述的第二导套设置在所述的第二导柱的下方,所述的下夹持环和所述的第七平板之间设置有四个支撑柱;
9.所述的第一平板与所述的支撑架的上横梁固定连接,所述的第三平板与所述的第四平板固定连接,所述的第七平板的底部与一个驱动装置的驱动盘连接,所述的驱动盘和所述的转轴同轴心设置。
10.进一步的,所述的定位条的数量为六根。
11.进一步的,所述的第一平板的外侧和所述的下夹持环的外侧分别设置有一个传感器。
12.工作原理:
13.先通过上、下夹持环和定位条夹持住定子后,再通过底部的驱动装置转动定子,最后从侧面对定子进行焊接,在整个焊接过程中,通过配重组件保证定子全程收到的压力保持不变。
14.与现有技术相比,本实用新型的有益效果是:比现有的焊接设备大大提高了焊接效率和焊接的精度。
附图说明
15.图1为本实用新型的一种用于焊接定子的夹具的整体装配示意图。
16.图2为本实用新型的一种用于焊接定子的夹具的配重组件结构示意图。
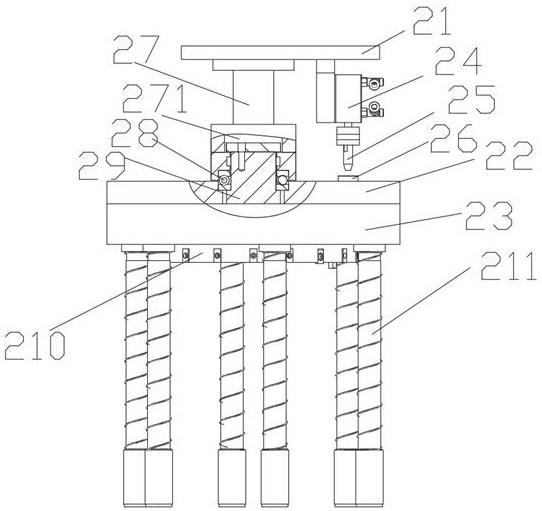
17.图3为本实用新型的一种用于焊接定子的夹具的上定位工装组件结构示意图。
18.图4为本实用新型的一种用于焊接定子的夹具的下定位工装组件结构示意图。
19.图5为本实用新型的一种用于焊接定子的夹具的下定位工装组件俯视结构示意图。
20.图6为本实用新型的一种用于焊接定子的夹具的下定位工装组件安装定子效果示意图。
21.图7为本实用新型的一种用于焊接定子的夹具的定子夹持效果示意图。
具体实施方式
22.实施例1
23.请参阅图1、图2、图3、图4、图5、图6、图7,本实用新型提供一种技术方案:
24.一种用于焊接定子的夹具,包括一个支撑架和从上向下依次设置的配重组件、上定位工装组件、下定位工装组件;
25.配重组件包括从上向下依次平行设置的第一平板11、第二平板12和第三平板13,第一平板11上按照矩形设置有四个第一导套孔,四个第一导套孔内分别设置有一个第一导套14,第二平板12上设置有四个第一导柱15,第一导柱15对应设置在第一导套14的下方,任意一个第一导柱15穿过对应的第一导套14并向上延伸,第一平板11的中部设置有一个第一通孔,第一平板11的上侧设置有一个带锁气缸16,带锁气缸16的输出轴161穿过第一通孔与
第二平板12连接,第二平板12上按照矩形设置有四个第二通孔,四个第二通孔中分别设置有一个第一轴承17,第一轴承17为直线轴承,第三平板13上设置有四根光轴18,四根光轴18穿过对应的第一轴承17并向上延伸,第二平板12上设置有若干个支撑垫19,支撑垫19上设置有至少一块配重块110;
26.上定位工装组件包括从上向下依次平行设置的第四平板21、第五平板22和第六平板23,第四平板21的下侧设置有一个导柱气缸24,导柱气缸24的输出轴的端部设置有一个定位销25,第五平板22的上侧设置有一个销套26,销套26设置在定位销25的下方,销套26和定位销25配套设置,第四平板21的下侧设置有一个夹持件27,夹持件27的端部设置有一个夹持腔271,第六平板23固定设置在第五平板22的下侧,第五平板22的中部设置有一个第三通孔,夹持腔271的下端和第三通孔的上端之间设置有一个第二轴承28,第六平板23的中部向上设置有一个转轴29,转轴29向上穿过第二轴承28并伸入夹持腔271内,第六平板23的下侧设置有上夹持环210,上夹持环210的内侧按圆周设置有若干个上夹持槽,上夹持环210的外侧按圆周设置有六根第二导柱211;
27.下定位工装组件包括从上向下平行设置的下夹持环31和第七平板32,下夹持环31的内侧设置有若干个下夹持槽33,下夹持槽33和上夹持槽配合设置,下夹持槽33内设置有若干根定位条34,定位条34的上端设置在上夹持槽内,第七平板32上设置有六个与第二导柱211配合设置的第二导套35,第二导套35设置在第二导柱211的下方,下夹持环31和第七平板32之间设置有四个支撑柱36;
28.第一平板11与支撑架的上横梁固定连接,第三平板13与第四平板21固定连接,第七平板32的底部与一个驱动装置的驱动盘37连接,驱动盘37和转轴29同轴心设置。
29.进一步的,定位条34的数量为六根。
30.进一步的,第一平板11的外侧和下夹持环31的外侧分别设置有一个传感器。
31.本实施例的工作过程:
32.一、先将设备如图1整体装配完成;
33.二、运行带锁气缸16,抬起配重块110;
34.三、将需要焊接的定子4装在上、下夹持环之间,定子4的内侧嵌入定位条34;
35.四、运行带锁气缸16,下压配重块110;配重块110的重力向下作用在第四平板21上,保持对定子4的恒定的装夹压力;
36.五、运行导柱气缸24,将定位销25脱离销套26;解除第五平板22在圆周方向上的锁定;
37.六、运行驱动装置,通过驱动盘37带动下定位工装组件和上定位工装组件转动角度,由焊接装置对定子4进行焊接;
38.七、完成焊接后,更换定子并重复步骤二~六。
39.具体的,在焊接过程中,第二导柱211和第二导套35用于可以保证定子上下表面的平行度;定位条34在对定子4进行定位的同时可以保证定子4的重要位置的公差;上定位工装组件中,未安装定子时,将定位销25插入销套26,安装定子后,将定位销25拔出销套26,使得第五平板22和第六平板23可以跟随定子进行转动,从而在焊接过程中始终保持对定子的定位状态。