1.本实用新型涉及折弯装置领域,具体为一种复合式系统窗框用折弯装置。
背景技术:
2.复合式系统窗框制作时,折弯是不可缺少的一个工序。申请号为cn201720306132.6的中国实用新型专利公开了一种用于制造铝合金门窗的折弯装置,包括工作台、第一气缸、第二气缸、压料模具、折弯模具和连接装置,工作台的上部两侧分别设有第一气缸和第二气缸。第一气缸和第二气缸的输出端经连接装置连接压料模具,压料模具的下部设有折弯模具。折弯模具的进料端设有托料装置,折弯模具的出料端设有挡料板,折弯模具上表面开设有若干个凹槽,每个凹槽的宽度和深度均不相同。上述用于制造铝合金门窗的折弯装置设置有托料装置和挡料板,保证了折弯过程中的稳定性,提高了折弯过程中的安全性。且通过多个凹槽及接模装置的共同配合,保证被加工型材不同折弯规格的需求。
3.但是,上述的用于制造铝合金门窗的折弯装置不具有长度测量结构,不方便确定型材的折弯点。
技术实现要素:
4.本实用新型的目的在于提供一种复合式系统窗框用折弯装置,旨在改善现有的折弯装置不具有长度测量结构,不方便确定型材折弯点的问题。
5.本实用新型是这样实现的:一种复合式系统窗框用折弯装置,包括底座,所述底座上设置有支撑架,所述支撑架支撑有水平设置的顶板,所述顶板上安装有动力缸,所述动力缸的活塞杆向下伸出,所述动力缸活塞杆的下端连接有折弯压头;所述底座的上端面上设置有t形放置槽,所述t形放置槽中设置有t形模座,所述t形模座的上端面上设置有模槽,所述t形模座的上端面与底座的上端面齐平;所述底座的左右两侧各设置有一个安装板,所述安装板上水平安装有导向圆杆,所述导向圆杆上沿其长度方向设置有长度刻度;所述导向圆杆上套设有滑套,所述滑套上设置有用于将滑套固定在导向圆杆上的固定螺栓,所述滑套的一端设置有指示挡板。
6.进一步的,所述动力缸采用液压缸、气缸、电动缸中的任意一种,所述动力缸活塞杆的下端设置有法兰盘,所述折弯压头的上端设置有法兰盘,所述动力缸的活塞杆与折弯压头通过法兰盘和螺栓螺母组件相连。
7.进一步的,所述t形模座的横向部上设置有四个阶梯通孔,四个阶梯通孔两个一组,分别位于t形模座竖向部的两侧;所述底座的t形放置槽上端的槽底壁上设置有四个与t形模座的四个阶梯通孔一一对应的螺纹孔,所述t形模座和底座通过内六角螺栓相连,所述内六角螺栓的头部完全位于阶梯通孔的上端孔中。
8.进一步的,所述t形模座的横向部的下端面上设置有定位凸条,所述底座的t形放置槽上端的槽底壁上设置有定位凹槽,当t形模座的定位凸条卡入底座的定位凹槽中时,所
述底座的t形放置槽上端槽底壁上设置的四个螺纹孔与t形模座的四个阶梯通孔一一对应。
9.进一步的,所述t形模座的上端面上位于模槽的两侧各设置有一个安装螺纹孔,所述安装螺纹孔中螺纹安装有吊环。
10.进一步的,所述导向圆杆的外壁上沿其长度方向设置有矩形凹槽,所述长度刻度设置于此矩形凹槽的槽底壁上。
11.与现有技术相比,本实用新型的有益效果是:
12.1、本实用新型可准确的确定系统窗框型材的折弯点,进行系统窗框型材的折弯时,准确且方便。
13.2、本实用新型的t形模座方便对位安装,而且可根据折弯需要更换不同的t形模座。
附图说明
14.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
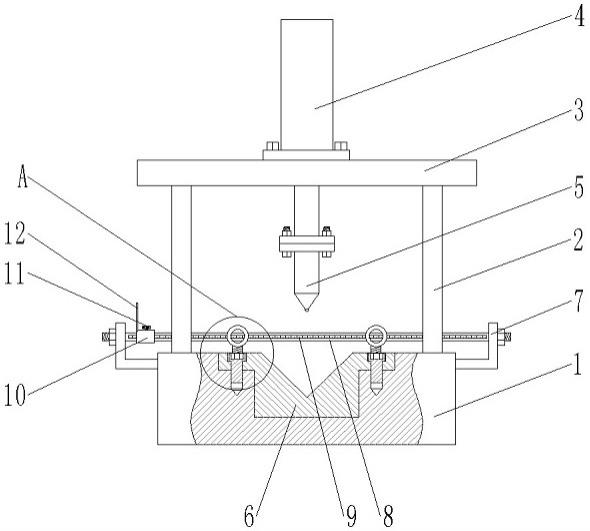
15.图1是本实用新型一种复合式系统窗框用折弯装置的结构示意图;
16.图2是图1中a区域的放大图;
17.图3是本实用新型一种复合式系统窗框用折弯装置的t形模座的主视图;
18.图4是本实用新型一种复合式系统窗框用折弯装置的t形模座的俯视图;
19.图5是本实用新型一种复合式系统窗框用折弯装置的导向圆杆的结构示意图。
20.图中:1、底座;2、支撑架;3、顶板;4、动力缸;5、折弯压头;6、t形模座;601、模槽;602、阶梯通孔;603、定位凸条;604、安装螺纹孔;7、安装板;8、导向圆杆;9、长度刻度;10、滑套;11、固定螺栓;12、指示挡板;13、内六角螺栓;14、吊环。
具体实施方式
21.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
22.请参阅图1,一种复合式系统窗框用折弯装置,包括底座1,底座1上设置有支撑架2,支撑架2支撑有水平设置的顶板3,顶板3上安装有动力缸4,动力缸4用于提供折弯动力。动力缸4采用液压缸、气缸、电动缸中的任意一种。动力缸4的活塞杆向下伸出,动力缸4活塞杆的下端连接有折弯压头5。动力缸4活塞杆的下端设置有法兰盘,折弯压头5的上端设置有法兰盘,动力缸4的活塞杆与折弯压头5通过法兰盘和螺栓螺母组件相连。如此设置,可根据折弯需要更换不同的折弯压头5。
23.请参阅图1、图2、图3和图4,底座1的上端面上设置有t形放置槽,t形放置槽中设置有t形模座6,t形模座6的上端面上设置有模槽601,t形模座6的上端面与底座1的上端面齐平。t形模座6的横向部的下端面上设置有定位凸条603,底座1的t形放置槽上端的槽底壁上设置有定位凹槽。t形模座6的横向部上设置有四个阶梯通孔602,四个阶梯通孔602两个一组,分别位于t形模座6竖向部的两侧,底座1的t形放置槽上端的槽底壁上设置有四个螺纹孔。当t形模座6的定位凸条603卡入底座1的定位凹槽中时,底座1的t形放置槽上端槽底壁上设置的四个螺纹孔与t形模座6的四个阶梯通孔602一一对应。t形模座6和底座1通过内六角螺栓13相连,内六角螺栓13的头部完全位于阶梯通孔602的上端孔中。通过上述技术方案,使得t形模座6便于对位安装,且可根据折弯需要更换不同的t形模座6。t形模座6的上端面上位于模槽601的两侧各设置有一个安装螺纹孔604,安装螺纹孔604中螺纹安装有吊环14。在t形模座6上安装上吊环14,可方便安装和拆卸t形模座6。当t形模座6安装完毕后,拆除吊环14,防止吊环14影响折弯工作。
24.请参阅图1和图5,底座1的左右两侧各设置有一个安装板7,安装板7上水平安装有导向圆杆8,导向圆杆8的外壁上沿其长度方向设置有矩形凹槽,且此矩形凹槽的槽底壁上设置有长度刻度9,长度刻度9沿着导向圆杆8的长度方向设置。导向圆杆8上套设有滑套10,滑套10上设置有用于将滑套10固定在导向圆杆8上的固定螺栓11,滑套10的一端设置有指示挡板12。
25.本实用新型的使用方法和工作原理:调整滑套10在导向圆杆8上的位置,由于导向圆杆8上沿其长度方向设置有长度刻度9,可准确的使得指示挡板12距离折弯压头5下端的水平距离与系统窗框型材的折弯长度相同,拧紧固定螺栓11,固定住滑套10和指示挡板12的位置。将需要折弯的系统窗框型材放置于底座1上,其长度方向沿着导向圆杆8的长度方向,且一端抵压在指示挡板12上。启动动力缸4,动力缸4带动折弯压头5向下运动,将系统窗框型材压入t形模座的模槽601中。
26.所以,本实用新型可准确的确定系统窗框型材的折弯点,进行系统窗框型材的折弯时,准确且方便。
27.以上仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。