1.本实用新型涉及一种机加工刀具,具体是一种适用于阀芯孔机加工的新型复合导引铰刀。
背景技术:
2.液压多路阀是工程机械液压系统的核心控制元件,阀体是核心零部件,目前多采用铸造式结构。铸造阀体加工是液压多路阀加工制造的关键特征点,也是加工难点之一。其中,带滑阀结构的铸造阀体,阀芯孔、插装孔等的加工质量直接影响液压多路阀的工作性能及使用寿命,而加工成本则直接影响产品在市场中的竞争力。
3.目前铸造阀体阀芯孔在机加工前多为铸造孔,通用加工方法为使用钻头、扩孔刀、铰刀等通用刀具进行加工,这种技术不仅无法保同轴度、孔径公差和粗糙度,而且存在环形铁屑。
4.中国专利公开了一种内冷台阶铰刀(cn111014825a),包括第一铰刀柱、第一对接口、第二对接口、油槽、第二铰刀柱、对接柱、铰刀刃、卡口、第一出油口和第二出油口。第一铰刀柱、第二铰刀柱、对接柱、铰刀刃共同构成该内冷台阶铰刀的主体结构,且总长度为170mm,通过组合式的特定的长度,达到台阶铰刀的使用长度标准,卡口的倾斜度为70度,通过特定的精度,保证切削精度,铰刀刃的直径为8.5mm,达到标准的切削孔直径,第一铰刀柱、第二铰刀柱、对接柱的内部设置有中空管道,且在一条直线上,保证油液的顺利贯通,第一出油口和第二出油口均通过中空管道与油槽贯通连接,保证油液在该台阶铰刀工作时能够顺利的溢出。
5.上述现有技术存在以下不足:
6.1、专利中提到的一种内冷台阶铰刀,加工过程存在环形铁屑;
7.2、专利中所叙述的一种内冷台阶铰刀,易断刀,不利于市场推广。
技术实现要素:
8.为解决上述技术问题,本实用新型提供一种适用于阀芯孔机加工的新型复合导引铰刀。
9.本实用新型通过以下技术方案实现:一种适用于阀芯孔机加工的新型复合导引铰刀,包括一体式同轴布置的扩孔导引部、粗铰导引部、精铰导引部和圆柱刀柄部;所述扩孔导引部、粗铰导引部、精铰导引部依次连接成三阶梯状,扩孔导引部、粗铰导引部、精铰导引部直径依次增大。
10.其进一步是:所述扩孔导引部前端倒角为180
°
,扩孔导引部加工余量为0.03mm。
11.所述粗铰导引部前端倒角为90
°
,粗铰导引部加工余量为0.01mm。
12.所述精铰导引部前端倒角为70
°
,精铰导引部加工余量为0.005mm。
13.所述扩孔导引部、粗铰导引部、精铰导引部和圆柱刀柄部轴心开设有内冷孔。
14.与现有技术相比,本实用新型的有益效果是:
15.1、扩孔成型断屑效果好:将复合导引铰刀前端设计成三阶梯成型扩孔刀,合理分配加工余量,形成多级切削,扩孔成型并达到断屑效果,去除铸造孔环形铁屑;
16.2、刀具成本低:将复合导引铰刀前端设计成三阶梯成型扩孔刀,扩孔导引、粗铰导引、精铰导引三合一,减少2把刀具采购,降低刀具采购成本60%以上;
17.3、加工精度高:复合导引铰刀将扩孔导引、粗铰导引、精铰导引集中在一把刀具,阀芯孔加工精度高,保证扩孔、粗铰、精铰同轴度≤φ0.02mm。
附图说明
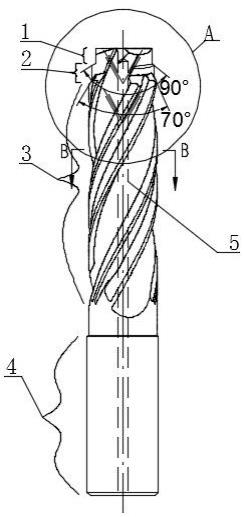
18.图1是本实用新型主视图;
19.图2是本实用新型左视图;
20.图3是图1中a处的放大图;
21.图4是图1中b-b向视图;
22.图中:1、扩孔导引部;2、粗铰导引部;3、精铰导引部;4、圆柱刀柄部;5、内冷孔。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.如图1至图4所示,一种适用于阀芯孔机加工的新型复合导引铰刀,包括一体式的扩孔导引部1、粗铰导引部2、精铰导引部3和圆柱刀柄部4,扩孔导引部1、粗铰导引部2、精铰导引部3和圆柱刀柄部4是以同一中心轴线为中心的同轴圆柱体。扩孔导引部1、粗铰导引部2、精铰导引部3依次连接成三阶梯状,扩孔导引部1、粗铰导引部2、精铰导引部3直径依次增大,通过合理分配加工余量,形成多级切削,扩孔成型并达到断屑效果。
25.扩孔导引部1前端倒角为180
°
,用于扩预铸造孔,扩孔导引部1分配0.03mm加工余量作为扩孔导引。
26.为了粗铰断屑将粗铰导引部2前端倒角设置为90
°
,粗铰导引部2分配0.01mm加工余量作为粗铰导引。
27.精铰导引部3前端倒角为70
°
,用于防止精铰划伤阀芯孔,精铰导引部3分配0.005mm加工余量作为精铰导引。
28.扩孔导引部1、粗铰导引部2、精铰导引部3和圆柱刀柄部4轴心开设有内冷孔5,可以及时有效清除机加工过程中产生铁屑。
29.本实施例中将刀具前端设计成三阶梯成型扩孔刀,合理分配加工余量,形成多级切削,扩孔成型并达到断屑效果;扩孔导引、粗铰导引、精铰导引三合一,减少2把刀具采购,降低刀具采购成本60%以上;扩孔导引、粗铰导引、精铰导引集中在一把刀具,阀芯孔加工精度高,保证扩孔、粗铰、精铰同轴度≤φ0.02mm,对液压阀制造同行企业具有一定的借鉴意义。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修
改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种适用于阀芯孔机加工的新型复合导引铰刀,其特征在于:包括一体式同轴布置的扩孔导引部(1)、粗铰导引部(2)、精铰导引部(3)和圆柱刀柄部(4);所述扩孔导引部(1)、粗铰导引部(2)、精铰导引部(3)依次连接成三阶梯状,扩孔导引部(1)、粗铰导引部(2)、精铰导引部(3)直径依次增大。2.根据权利要求1所述的一种适用于阀芯孔机加工的新型复合导引铰刀,其特征在于:所述扩孔导引部(1)前端倒角为180
°
,扩孔导引部(1)加工余量为0.03mm。3.根据权利要求2所述的一种适用于阀芯孔机加工的新型复合导引铰刀,其特征在于:所述粗铰导引部(2)前端倒角为90
°
,粗铰导引部(2)加工余量为0.01mm。4.根据权利要求3所述的一种适用于阀芯孔机加工的新型复合导引铰刀,其特征在于:所述精铰导引部(3)前端倒角为70
°
,精铰导引部(3)加工余量为0.005mm。5.根据权利要求1所述的一种适用于阀芯孔机加工的新型复合导引铰刀,其特征在于:所述扩孔导引部(1)、粗铰导引部(2)、精铰导引部(3)和圆柱刀柄部(4)轴心开设有内冷孔(5)。
技术总结
本实用新型公布一种适用于阀芯孔机加工的新型复合导引铰刀,属于机加工刀具技术领域。包括一体式同轴布置的扩孔导引部、粗铰导引部、精铰导引部和圆柱刀柄部;所述扩孔导引部、粗铰导引部、精铰导引部依次连接成三阶梯状,扩孔导引部、粗铰导引部、精铰导引部直径依次增大。所述扩孔导引部、粗铰导引部、精铰导引部和圆柱刀柄部轴心开设有内冷孔。本复合导引铰刀将刀具前端设计成三阶梯成型扩孔刀,合理分配加工余量,形成多级切削,扩孔成型并达到断屑效果,不仅提高了加工效率,而且降低刀具采购成本。本复合导引铰刀对于各类多路阀机加工都有较好的适用性,对液压阀制造同行企业具有一定的借鉴意义。有一定的借鉴意义。有一定的借鉴意义。
技术研发人员:徐明 景军清 荆兴亚 孙坚 郭靖
受保护的技术使用者:徐州阿马凯液压技术有限公司
技术研发日:2021.09.30
技术公布日:2022/1/18