1.本实用新型涉及毛刺修整技术领域,尤其涉及一种铝型材端头内壁毛刺修整机构。
背景技术:
2.铝合金切割是铝型材加工的第一步,通常采用锯切,铝型材经过锯切后端面会产生毛刺,受锯片旋向、转速以及锯切角度影响,毛刺并不能完全去除。随着生产时间增加,锯片磨损增大,毛刺会越来越大。毛刺会刮伤拉弯工序型腔芯子,导致芯子使用寿命比正常寿命减少80%以上,毛刺的存在严重影响后工序拉弯的生产。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种铝型材端头内壁毛刺修整机构。
4.本实用新型为实现上述目的,采用以下技术方案:一种铝型材端头内壁毛刺修整机构,包括用于夹紧铝型材的侧面支撑夹紧单元、用于修整毛刺的楔形块、除尘组件和用于驱动楔形块移动的动力组件;
5.除尘组件用于除去铝型材上的铝屑,除尘组件包括喷嘴调整块和安装在喷嘴调整块上的喷嘴固定板,喷嘴固定板上安装有喷嘴,喷嘴的出风口朝向铝型材待修整毛刺的一端;
6.动力组件包括安装在工作台上的动力单元固定座,动力单元固定座远离铝型材的一侧安装有油缸固定座,油缸固定座上安装有油缸,油缸的伸缩端连有油缸接头,油缸接头上连有连接块,连接块另一侧连有滑块,滑块另一侧与楔形块连接。
7.侧面支撑夹紧单元包括一号侧支撑固定座和二号侧支撑固定座,铝型材位于一号侧支撑固定座和二号侧支撑固定座之间,一号侧支撑固定座和二号侧支撑固定座的相对面上均安装有两个轴承固定座,两个轴承固定座上下分布,轴承固定座上安装有轴承,两个轴承之间安装有滚轮,滚轮的外侧壁与铝型材贴合,一号侧支撑固定座下端固定在工作台上,二号侧支撑固定座外侧连有气缸,气缸安装在工作台上
8.动力单元固定座顶面连有自润滑滑板,滑块底面与自润滑滑板顶面贴合。
9.自润滑滑板两侧各设有一个压板,压板固定在动力单元固定座上,两侧的压板对滑块下端进行限位。
10.铝型材和动力单元固定座之间设有用于对楔形块进行限位的端头定位块,端头定位块安装在工作台上,端头定位块上设有供楔形块穿过的定位通槽,楔形块的一端穿过端头定位块后伸入到铝型材内。
11.楔形块伸入到铝型材内的一端外侧壁与铝型材内侧壁贴合。
12.本实用新型的有益效果是:本实用新型工作效率高,去毛刺效果好,完全满足后工序拉弯工艺生产要求。尤其适合应用在自动化生产线中。
附图说明
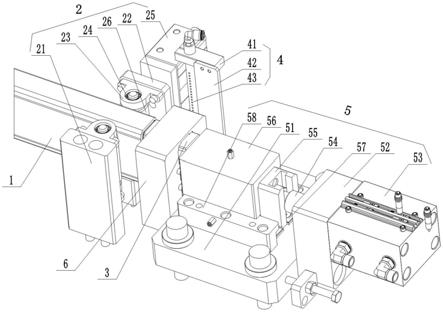
13.图1为本实用新型的结构示意图;
14.图中:1-铝型材;2-侧面支撑夹紧单元;21-一号侧支撑固定座;22-二号侧支撑固定座;23-轴承固定座;24-轴承;25-气缸;26-滚轮;3-楔形块;4-除尘组件;41-喷嘴调整块;42-喷嘴固定板;43-喷嘴;5-动力组件;51-动力单元固定座;52-油缸固定座;53-油缸;54-油缸接头;55-连接块;56-滑块;57-自润滑滑板;58-压板;6-端头定位块;
15.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
16.下面结合附图和实施例对本实用新型作进一步说明:
17.如图1所示,一种铝型材端头内壁毛刺修整机构,包括用于夹紧铝型材1的侧面支撑夹紧单元2、用于修整毛刺的楔形块3、除尘组件4和用于驱动楔形块3移动的动力组件5;
18.除尘组件4包括喷嘴调整块41和安装在喷嘴调整块41上的喷嘴固定板42,喷嘴固定板42上安装有喷嘴43,喷嘴43的出风口朝向铝型材1待修整毛刺的一端,修整毛刺之前的工序是锯切工艺,铝型材1上会有铝屑,在修整毛刺后喷嘴43吹气清理落在铝型材1端头定位表面的铝屑,为下一个工作循环做准备;
19.动力组件5包括安装在工作台上的动力单元固定座51,动力单元固定座51远离铝型材1的一侧安装有油缸固定座52,油缸固定座52上安装有油缸53,油缸33通过螺钉紧固在油缸固定座52上,油缸53的伸缩端连有油缸接头54,油缸接头54上连有连接块55,连接块55另一侧连有滑块56,楔形块3通过定位销和螺钉与滑块56相连,油缸53通过滑块驱动楔形块3往复运动。
20.侧面支撑夹紧单元2包括一号侧支撑固定座21和二号侧支撑固定座22,铝型材1位于一号侧支撑固定座21和二号侧支撑固定座22之间,一号侧支撑固定座21和二号侧支撑固定座22的相对面上均安装有两个轴承固定座23,两个轴承固定座23上下分布,轴承固定座23上安装有轴承24,两个轴承24之间安装有滚轮26,滚轮26的外侧壁与铝型材1贴合,一号侧支撑固定座21下端固定在工作台上,二号侧支撑固定座22外侧连有气缸25,气缸25安装在工作台上,气缸25带动二号侧支撑固定座22上的滚轮26对铝型材1进行夹紧与放松,铝型材1位于两个滚轮26之间,两个滚轮26对铝型材1进行限位。
21.动力单元固定座51顶面连有自润滑滑板57,滑块56底面与自润滑滑板57顶面贴合。
22.自润滑滑板57两侧各设有一个压板58,压板58固定在动力单元固定座51上,两侧的压板58对滑块56下端进行限位。
23.铝型材1和动力单元固定座51之间设有用于对楔形块3进行限位的端头定位块6,端头定位块6安装在工作台上,端头定位块6上设有供楔形块3穿过的定位通槽,楔形块3的一端穿过端头定位块6后伸入到铝型材1内。
24.楔形块3伸入到铝型材1内的一端外侧壁与铝型材1内侧壁贴合。
25.本实用新型工作时,将锯切后的铝型材1放置到本实用新型上,本实用新型通过动力单元固定座51、压板58和端头定位块6来确保重复精度。气缸25带动滚轮26压紧铝型材1,防止铝型材1脱落;同时油缸53驱动合金钢材质的楔形块3挤压铝型材1型腔内壁上的毛刺,
将毛刺压平。工作结束后,油缸53和气缸25复位,将铝型材1取走。
26.铝型材1锯切后产生的毛刺,通常需要后工序抛光或者打磨才能去除,效率较低,而且效果也不是很理想。本实用新型效率高,去毛刺效果好,完全满足后工序拉弯工艺生产要求。尤其适合应用在自动化生产线中。相对于大型激光切割设备,占地面积小,生产效率高,通用性强,环保,极大的节省了成本。
27.本实用新型中的“一号”“二号”等仅是为了区分不同零件的名称,不代表其规格,更不代表其安装顺序。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
31.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。