1.本实用新型工装设计制造技术领域,特别是一种连杆类零件的铣削加工工装。
背景技术:
2.连杆类零件通常由中间的杆体连接两头的接头部分构成,两头的接头相对中间的连接杆有很严格的形位公差要求,传统的加工方式是数控进行粗铣,然后磨工再通过打表量出对称度,逐个面进行磨削加工,生产效率极低。
技术实现要素:
3.本实用新型的目的是:提供了一种连杆类零件的铣削加工工装。本实用新型取代了传统的分步加工工艺,只需一次装夹就能完成多工序的加工内容,应用方便,提高加工效率及质量。
4.本实用新型的技术方案是:一种连杆类零件的铣削加工工装,包括基座,基座底面靠近中部下凸形成夹头,顶面靠近中部上凸形成工作台,工作台上安装有用于压紧待加工连杆杆体的压紧组件,工作台两侧的基座上分别设有用于支撑待加工连杆接头和待加工连杆叉耳的支撑组件ⅰ和支撑组件ⅱ。
5.前述的连杆类零件的铣削加工工装中,所述的工作台台面上还设有贯通的、用于放置待加工连杆杆体的限位槽。
6.前述的连杆类零件的铣削加工工装中,所述的压紧组件包括压紧片,压紧片一端与限位槽一侧的工作台台面铰接,压紧片另一端设有卡口,卡口旋转跨过限位槽后,卡入设置于限位槽另一侧工作台台面上的紧固螺栓组件中。
7.前述的连杆类零件的铣削加工工装中,所述的工作台台面沿限位槽长度方向排布有两个压紧组件,两压紧组件的卡口对角设置。
8.前述的连杆类零件的铣削加工工装中,所述的支撑组件ⅰ包括支撑螺杆ⅰ,支撑螺杆ⅰ底端与基座螺纹连接,支撑螺杆ⅰ顶端设有用于支撑待加工连杆接头的支撑头,支撑头中心设置有避位孔;处于基座与支撑头间的支撑螺杆ⅰ杆体上螺纹连接有调节锁紧螺母ⅰ。
9.前述的连杆类零件的铣削加工工装中,所述的支撑组件ⅱ包括支撑螺杆ⅱ,支撑螺杆ⅱ底端与基座螺纹连接,支撑螺杆ⅱ的杆体上依次螺纹连接有支撑螺母a和支撑螺母b,处于基座与支撑螺母a间的支撑螺杆ⅱ杆体上螺纹连接有调节锁紧螺母ⅱ。
10.本实用新型的优点是:本实用新型的工装解决了零件加工变形、找正困难的问题(只需一次装夹,取消了多次装夹的找正工序),提高了零件的加工质量及效率。
11.本实用新型根据待加工连杆两端的结构特点,有针对性地设置了两种支撑结构,同时对待加工连杆杆体进行压紧紧固;该结构,有效提高了装夹的稳定性和可靠性,确保了零件的加工质量。
12.综上所述,本实用新型取代了传统的分步加工工艺,只需一次装夹就能完成多工序的加工内容,应用方便,提高加工效率及质量。
附图说明
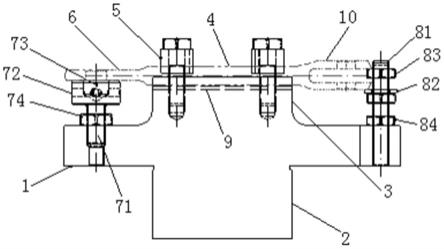
13.图1是本实用新型的结构示意图;
14.图2是图1的俯视图。
15.附图标记:1-基座,2-夹头,3-工作台,4-待加工连杆杆体,5-压紧组件,51-压紧片,52-卡口,53-紧固螺栓组件,6-待加工连杆接头,7-支撑组件ⅰ,71-支撑螺杆ⅰ,72-支撑头,73-避位孔,74-调节锁紧螺母ⅰ,8-支撑组件ⅱ,81-支撑螺杆ⅱ,82-支撑螺母a,83-支撑螺母b,84-调节锁紧螺母ⅱ,9-限位槽,10-待加工连杆叉耳。
具体实施方式
16.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
17.实施例1。一种连杆类零件的铣削加工工装,构成如图1和2所示,包括基座1,基座1底面靠近中部下凸形成夹头2,顶面靠近中部上凸形成工作台3,工作台3上安装有用于压紧待加工连杆杆体4的压紧组件5,工作台3两侧的基座1上分别设有用于支撑待加工连杆接头6和待加工连杆叉耳10的支撑组件ⅰ7和支撑组件ⅱ8。
18.前述的工作台3台面上还设有贯通的、用于放置待加工连杆杆体4的限位槽9。
19.前述的压紧组件5包括压紧片51,压紧片51一端与限位槽9一侧的工作台3台面铰接,压紧片51另一端设有卡口52,卡口52旋转跨过限位槽9后,卡入设置于限位槽9另一侧工作台3台面上的紧固螺栓组件53中。
20.前述的工作台3台面沿限位槽9长度方向排布有两个压紧组件5,两压紧组件5的卡口52对角设置。对角设置,操作空间更大,更便于卡口52卡入紧固螺栓组件53。
21.前述的支撑组件ⅰ7包括支撑螺杆ⅰ71,支撑螺杆ⅰ71底端与基座1螺纹连接,支撑螺杆ⅰ71顶端设有用于支撑待加工连杆接头6的支撑头72,支撑头72中心设置有避位孔73;处于基座1与支撑头72间的支撑螺杆ⅰ71杆体上螺纹连接有调节锁紧螺母ⅰ74。
22.前述的支撑组件ⅱ8包括支撑螺杆ⅱ81,支撑螺杆ⅱ81底端与基座1螺纹连接,支撑螺杆ⅱ81的杆体上依次螺纹连接有支撑螺母a82和支撑螺母b83,处于基座1与支撑螺母a82间的支撑螺杆ⅱ81杆体上螺纹连接有调节锁紧螺母ⅱ84。
23.本实用新型的使用方法是:将待加工连杆杆体4放置在工作台3的限位槽9内,使用压紧组件5预紧压好,调节支撑组件ⅰ7的支撑头72快速找平零件表面,最后调节叉耳处的支撑组件ⅱ8的支撑螺母a82和支撑螺母b83,对叉耳10进行支撑(如图1所示);调节完成后,锁紧调节锁紧螺母ⅰ、ⅱ完成装夹,之后将夹头2固定在机床上即可进行铣削加工。
技术特征:
1.一种连杆类零件的铣削加工工装,其特征在于,包括基座(1),基座(1)底面靠近中部下凸形成夹头(2),顶面靠近中部上凸形成工作台(3),工作台(3)上安装有用于压紧待加工连杆杆体(4)的压紧组件(5),工作台(3)两侧的基座(1)上分别设有用于支撑待加工连杆接头(6)和待加工连杆叉耳(10)的支撑组件ⅰ(7)和支撑组件ⅱ(8)。2.根据权利要求1所述的连杆类零件的铣削加工工装,其特征在于:所述的工作台(3)台面上还设有贯通的、用于放置待加工连杆杆体(4)的限位槽(9)。3.根据权利要求2所述的连杆类零件的铣削加工工装,其特征在于:所述的压紧组件(5)包括压紧片(51),压紧片(51)一端与限位槽(9)一侧的工作台(3)台面铰接,压紧片(51)另一端设有卡口(52),卡口(52)旋转跨过限位槽(9)后,卡入设置于限位槽(9)另一侧工作台(3)台面上的紧固螺栓组件(53)中。4.根据权利要求3所述的连杆类零件的铣削加工工装,其特征在于:所述的工作台(3)台面沿限位槽(9)长度方向排布有两个压紧组件(5),两压紧组件(5)的卡口(52)对角设置。5.根据权利要求1所述的连杆类零件的铣削加工工装,其特征在于:所述的支撑组件ⅰ(7)包括支撑螺杆ⅰ(71),支撑螺杆ⅰ(71)底端与基座(1)螺纹连接,支撑螺杆ⅰ(71)顶端设有用于支撑待加工连杆接头(6)的支撑头(72),支撑头(72)中心设置有避位孔(73);处于基座(1)与支撑头(72)间的支撑螺杆ⅰ(71)杆体上螺纹连接有调节锁紧螺母ⅰ(74)。6.根据权利要求1所述的连杆类零件的铣削加工工装,其特征在于:所述的支撑组件ⅱ(8)包括支撑螺杆ⅱ(81),支撑螺杆ⅱ(81)底端与基座(1)螺纹连接,支撑螺杆ⅱ(81)的杆体上依次螺纹连接有支撑螺母a(82)和支撑螺母b(83),处于基座(1)与支撑螺母a(82)间的支撑螺杆ⅱ(81)杆体上螺纹连接有调节锁紧螺母ⅱ(84)。
技术总结
本实用新型公开了一种连杆类零件的铣削加工工装。包括基座(1),基座(1)底面靠近中部下凸形成夹头(2),顶面靠近中部上凸形成工作台(3),工作台(3)上安装有用于压紧待加工连杆杆体(4)的压紧组件(5),工作台(3)两侧的基座(1)上分别设有用于支撑待加工连杆接头(6)和待加工连杆叉耳(10)的支撑组件Ⅰ(7)和支撑组件Ⅱ(8)。本实用新型取代了传统的分步加工工艺,只需一次装夹就能完成多工序的加工内容,应用方便,提高加工效率及质量。提高加工效率及质量。提高加工效率及质量。
技术研发人员:施政 吕吉婵 张亚欣 邱海庆 张书成 罗建中
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2021.08.20
技术公布日:2022/2/11