1.本实用新型涉及不锈钢圆棒技术领域,具体为不锈钢圆棒加工用连铸连轧加工机构。
背景技术:
2.不锈钢圆棒是一种圆柱形的不锈钢制品,广泛用于汽车配件、航空、航天五金工具,化工等行业。
3.目前现有的不锈钢圆棒加工用连铸连轧加工机构,结构简单,且有很多不足之处需要进行改进,因此发明一种不锈钢圆棒加工用连铸连轧加工机构。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型试图克服以上缺陷,因此本实用新型提供了不锈钢圆棒加工用连铸连轧加工机构,通过添加了自动出料剪切装置,以达到了提高了使用性能和工作效率的效果。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:不锈钢圆棒加工用连铸连轧加工机构,包括连轧工作机箱,所述连轧工作机箱的上端开设有进料弧形槽孔,所述进料弧形槽孔的下端开设有连轧工作槽孔,所述连轧工作槽孔的两端均开设有一号传动槽孔,每组一号传动槽孔的内部均安装有一号传动机箱,两组一号传动机箱的相对一端均安装有连轧工作装置,所述连轧工作机箱远离进料弧形槽孔的一端均安装有连铸工作机箱,所述连铸工作机箱的内部开设有两组定位工作槽孔,每组定位工作槽孔的内部均安装有若干组定位连铸转轴,所述连铸工作机箱远离连轧工作机箱的一端安装有出料剪断机箱,所述出料剪断机箱的内部开设有出料工作槽孔,所述出料工作槽孔的上下端均开设有导向限位滑槽,每组导向限位滑槽远离出料工作槽孔的一端均开设有二号传动槽孔,每组二号传动槽孔的内部均安装有二号传动机箱,两组二号传动机箱的相对一端均安装有受力剪断装置。
8.进一步,所述连铸工作机箱的内部开设有连铸工作槽孔,且连铸工作槽孔与连轧工作槽孔设置为相对齐。
9.进一步,每组一号传动机箱均安装在对应的一号传动槽孔的内部,且每组一号传动机箱均与对应的一号传动槽孔设置为相匹配。
10.进一步,每组定位连铸转轴的一端均安装在对应的定位工作槽孔的内部,且每组定位连铸转轴的一端均与对应的定位工作槽孔设置为相匹配。
11.进一步,每组二号传动机箱均安装在对应的二号传动槽孔的内部,且每组二号传动机箱均与对应的二号传动槽孔设置为相匹配。
12.进一步,每组受力剪断装置均安装在对应的导向限位滑槽的内部,且每组受力剪
断装置均与对应的导向限位滑槽设置为相匹配。
13.(三)有益效果
14.本实用新型提供的不锈钢圆棒加工用连铸连轧加工机构。具备以下有益效果:
15.1、该不锈钢圆棒加工用连铸连轧加工机构,通过出料工作槽孔、一号传动机箱和受力剪断装置,使得本实用新型具有自动出料剪切的功能,有效提高了出料机构的实用性,在使用时,不锈钢圆棒达到指定的长度时,启动二号传动槽孔内部的二号传动机箱,带动导向限位滑槽内部的受力剪断装置,进行剪切工作,从而提高了使用性能和工作效率。
附图说明
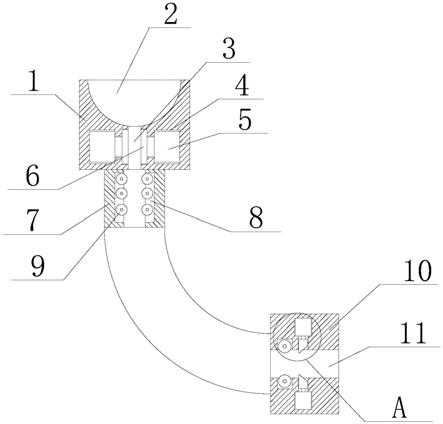
16.图1为本实用新型结构示意图;
17.图2为本实用新型的正视图;
18.图3为本实用新型的a处放大图。
19.图中:1连轧工作机箱、2进料弧形槽孔、3连轧工作槽孔、4一号传动槽孔、5一号传动机箱、6连轧工作装置、7连铸工作机箱、8定位工作槽孔、 9定位连铸转轴、10出料剪断机箱、11出料工作槽孔、12导向限位滑槽、13 二号传动槽孔、14二号传动机箱、15受力剪断装置。
具体实施方式
20.根据本实用新型的第一方面,本实用新型提供不锈钢圆棒加工用连铸连轧加工机构,如图1-3所示,包括连轧工作机箱1,连轧工作机箱1的上端开设有进料弧形槽孔2,进料弧形槽孔2的下端开设有连轧工作槽孔3,连轧工作槽孔3的两端均开设有一号传动槽孔4,每组一号传动槽孔4的内部均安装有一号传动机箱5,两组一号传动机箱5的相对一端均安装有连轧工作装置6,连轧工作机箱1远离进料弧形槽孔2的一端均安装有连铸工作机箱7,连铸工作机箱7的内部开设有两组定位工作槽孔8,每组定位工作槽孔8的内部均安装有若干组定位连铸转轴9,连铸工作机箱7远离连轧工作机箱1的一端安装有出料剪断机箱10,出料剪断机箱10的内部开设有出料工作槽孔11,出料工作槽孔11的上下端均开设有导向限位滑槽12,每组导向限位滑槽12远离出料工作槽孔11的一端均开设有二号传动槽孔13,每组二号传动槽孔13的内部均安装有二号传动机箱14,两组二号传动机箱14的相对一端均安装有受力剪断装置15,连铸工作机箱7的内部开设有连铸工作槽孔,且连铸工作槽孔与连轧工作槽孔3设置为相对齐,每组一号传动机箱5均安装在对应的一号传动槽孔4的内部,且每组一号传动机箱5均与对应的一号传动槽孔4设置为相匹配,每组定位连铸转轴9的一端均安装在对应的定位工作槽孔8的内部,且每组定位连铸转轴9的一端均与对应的定位工作槽孔8设置为相匹配,每组二号传动机箱14均安装在对应的二号传动槽孔13的内部,且每组二号传动机箱14均与对应的二号传动槽孔13设置为相匹配,每组受力剪断装置15均安装在对应的导向限位滑槽12的内部,且每组受力剪断装置15均与对应的导向限位滑槽12设置为相匹配,该不锈钢圆棒加工用连铸连轧加工机构,通过出料工作槽孔11、二号传动机箱14和受力剪断装置15,使得本实用新型具有自动出料剪切的功能,有效提高了出料机构的实用性,在使用时,不锈钢圆棒达到指定的长度时,启动二号传动槽孔13内部的二号传动机箱14,带动导向限位滑槽12内部的受力剪断装置15,进行剪切工作,从而提高了使用性能和工作效率。
21.工作原理:使用时,将原料倒入连轧工作机箱1上端的进料弧形槽孔2 的内部,然后进入到连轧工作槽孔3的内部,启动一号传动槽孔4内部的一号传动机箱5,带动连轧工作装置6进行连轧工作,进入到连铸工作机箱7的内部,定位工作槽孔8内部的定位连铸转轴9转动,对连轧好的原料进行连铸工作,然后到达出料剪断机箱10内部的出料工作槽孔11出来,达到指定的长度时,启动二号传动槽孔13内部的二号传动机箱14,带动导向限位滑槽 12内部的受力剪断装置15,进行剪切工作。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.不锈钢圆棒加工用连铸连轧加工机构,包括连轧工作机箱(1),其特征在于:所述连轧工作机箱(1)的上端开设有进料弧形槽孔(2),所述进料弧形槽孔(2)的下端开设有连轧工作槽孔(3),所述连轧工作槽孔(3)的两端均开设有一号传动槽孔(4),每组一号传动槽孔(4)的内部均安装有一号传动机箱(5),两组一号传动机箱(5)的相对一端均安装有连轧工作装置(6),所述连轧工作机箱(1)远离进料弧形槽孔(2)的一端均安装有连铸工作机箱(7),所述连铸工作机箱(7)的内部开设有两组定位工作槽孔(8),每组定位工作槽孔(8)的内部均安装有若干组定位连铸转轴(9),所述连铸工作机箱(7)远离连轧工作机箱(1)的一端安装有出料剪断机箱(10),所述出料剪断机箱(10)的内部开设有出料工作槽孔(11),所述出料工作槽孔(11)的上下端均开设有导向限位滑槽(12),每组导向限位滑槽(12)远离出料工作槽孔(11)的一端均开设有二号传动槽孔(13),每组二号传动槽孔(13)的内部均安装有二号传动机箱(14),两组二号传动机箱(14)的相对一端均安装有受力剪断装置(15)。2.根据权利要求1所述的不锈钢圆棒加工用连铸连轧加工机构,其特征在于:所述连铸工作机箱(7)的内部开设有连铸工作槽孔,且连铸工作槽孔与连轧工作槽孔(3)设置为相对齐。3.根据权利要求1所述的不锈钢圆棒加工用连铸连轧加工机构,其特征在于:每组一号传动机箱(5)均安装在对应的一号传动槽孔(4)的内部,且每组一号传动机箱(5)均与对应的一号传动槽孔(4)设置为相匹配。4.根据权利要求1所述的不锈钢圆棒加工用连铸连轧加工机构,其特征在于:每组定位连铸转轴(9)的一端均安装在对应的定位工作槽孔(8)的内部,且每组定位连铸转轴(9)的一端均与对应的定位工作槽孔(8)设置为相匹配。5.根据权利要求1所述的不锈钢圆棒加工用连铸连轧加工机构,其特征在于:每组二号传动机箱(14)均安装在对应的二号传动槽孔(13)的内部,且每组二号传动机箱(14)均与对应的二号传动槽孔(13)设置为相匹配。6.根据权利要求1所述的不锈钢圆棒加工用连铸连轧加工机构,其特征在于:每组受力剪断装置(15)均安装在对应的导向限位滑槽(12)的内部,且每组受力剪断装置(15)均与对应的导向限位滑槽(12)设置为相匹配。
技术总结
本实用新型提供不锈钢圆棒加工用连铸连轧加工机构,涉及不锈钢圆棒领域。该不锈钢圆棒加工用连铸连轧加工机构,包括连轧工作机箱,所述连轧工作机箱的上端开设有进料弧形槽孔,所述进料弧形槽孔的下端开设有连轧工作槽孔,所述连轧工作槽孔的两端均开设有一号传动槽孔,每组一号传动槽孔的内部均安装有一号传动机箱,两组一号传动机箱的相对一端均安装有连轧工作装置,所述连轧工作机箱远离进料弧形槽孔的一端均安装有连铸工作机箱,所述连铸工作机箱的内部开设有两组定位工作槽孔。该不锈钢圆棒加工用连铸连轧加工机构,通过出料工作槽孔、一号传动机箱和受力剪断装置,使得本实用新型具有自动出料剪切的功能,有效提高出料机构的实用性。机构的实用性。机构的实用性。
技术研发人员:张建俊 高小芹 翟兴强
受保护的技术使用者:兴化市新强龙不锈钢制品有限公司
技术研发日:2021.07.28
技术公布日:2022/2/11