1.本实用新型涉及自动化生产技术领域,具体为一种冲压件用自动连续冲压装置。
背景技术:
2.随着自动化技术的成熟与普及,冲压件料带式供货所占比重大幅增加。料带式供货因其更方便与上游终端使用包括注塑等同节拍对接,对提高生产效率、降低人力操作失误、提高产品质量、提高自动化程度等大有裨益,未来必将成为大批量五金冲压件的主流供货方式之一。
3.目前的供料通常是单料盘供料,在料盘使用完毕后,设备停机时间较长,不利于下次冲压件的加工,降低了加工效率。
技术实现要素:
4.本实用新型目的在于提供一种冲压件用自动连续冲压装置,具有上料停机时间短的特点。
5.为达成上述目的,本实用新型提出如下技术方案:一种冲压件用自动连续冲压装置,包括放料架和收料架,所述放料架和收料架均包括底板和支撑杆,所述支撑杆固定连接在底板的顶部,所述放料架还包括第一送料盘、第二送料盘、驱动一和驱动二,所述收料架还包括第一接料盘、第二接料盘、驱动三和驱动四,所述驱动一、驱动二、驱动三和驱动四均安装在支撑杆,所述第一送料盘和第二送料盘分别安装在驱动一和驱动二的输出端上,所述第一接料盘和第二接料盘分别安装在驱动三和驱动四的输出端上,所述支撑杆上还安装有支撑机构,所述支撑机构的数量为四个。
6.进一步的,在本实用新型中,所述支撑机构包括固定杆、活动块、定位块、支撑杆和限位槽,所述固定杆固定连接在支撑杆上,所述活动块和定位块可滑动的套设在固定杆上,所述定位块为两个,两个定位块设置在活动块的两侧,所述定位块能够通过定位螺栓定位在固定杆上,所述支撑杆固定连接在定位块上,所述限位槽开设在支撑杆上,所述限位槽用于物料通过。
7.进一步的,在本实用新型中,还包括ccd检测机构、切断机构、激光焊接机构和计数机构,所述ccd检测机构用于检测不合格的冲压件,所述切断机构用于移除不合格的冲压件,所述激光焊接机构用于断头接续,所述计数机构用于计数收料。
8.进一步的,在本实用新型中,还包括支撑板,所述支撑板安装在支撑杆上,所述支撑杆用于辅助上下料。
9.进一步的,在本实用新型中,所述底板底部的四角固定连接有防滑座。
10.进一步的,在本实用新型中,所述驱动一、驱动二、驱动三和驱动四均为电机。
11.有益效果,本技术的技术方案具备如下技术效果:本实用新型具有两个送料盘和两个接料盘,在第一送料盘送完料,对应的第一接料盘接完料之后,可以直接使用第二送料盘和第二接料盘工作,然后对更换新的第一送料盘和第一接料盘,继而缩短设备停机时间,
有利于下次冲压件的加工,提高了加工效率。
12.应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的实用新型主题的一部分。
13.结合附图从下面的描述中可以更加全面地理解本实用新型教导的前述和其他方面、实施例和特征。本实用新型的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本实用新型教导的具体实施方式的实践中得知。
附图说明
14.附图不意在按比例绘制。在附图中,在各个图中示出的每个相同或近似相同的组成部分可以用相同的标号表示。为了清晰起见,在每个图中,并非每个组成部分均被标记。现在,将通过例子并参考附图来描述本实用新型的各个方面的实施例,其中:
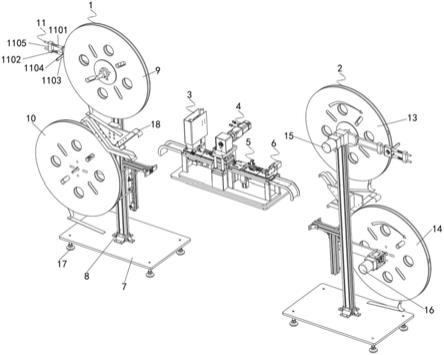
15.图1为本实用新型结构示意图。
16.图2为本实用新型结构示意图。
17.图中,各附图标记的含义如下:1、放料架;2、收料架;3、ccd检测机构;4、切断机构;5、激光焊接机构;6、计数机构;7、底板;8、支撑杆;9、第一送料盘;10、第二送料盘;11、支撑机构;1101、固定杆;1102、活动块;1103、定位块;1104、支撑杆;1105、限位槽;12、驱动二;13、第一接料盘;14、第二接料盘;15、驱动三;16、驱动四;17、防滑座;18、支撑板;19、驱动一。
具体实施方式
18.为了更了解本实用新型的技术内容,特举具体实施例并配合所附图式说明如下。在本公开中参照附图来描述本实用新型的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本实用新型的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施,这是因为本实用新型所公开的构思和实施例并不限于任何实施方式。另外,本实用新型公开的一些方面可以单独使用,或者与本实用新型公开的其他方面的任何适当组合来使用。
19.如图1-2所示,一种冲压件用自动连续冲压装置,包括放料架1、收料架2、ccd检测机构3、切断机构4、激光焊接机构5和计数机构6,放料架1用于送料,收料架2用于接料,ccd检测机构3用于检测不合格的冲压件,切断机构4用于移除不合格的冲压件,激光焊接机构5用于断头接续,计数机构6用于计数收料。本实施例的自动连续冲压装置能够进行自动送料、不良检测、不良去除、断头接续和计数收料动作,进一步设置plc和伺服系统,并通过plc、伺服系统实现自动控制,还可以设置吹吸装置和安全光栅,通过吹吸装置避免产品二次污染,通过安全光栅,双手操作等保障安全生产。实现产品料带连续化生产,实现料带产品自动送料,并通过检测装置检测出不良,后面通过切断模具进行不良去除,并能通过焊接等方式实现端头接续,并通过自动收料等装置进行定量的重新卷盘,后续配套至客户使用现场可实现客户端的连续不停机生产。
20.其中,为了解决在料盘使用完毕后,设备停机时间较长,不利于下次冲压件的加工,降低了加工效率的问题,进行如下结构设计,放料架1和收料架2均包括底板7和支撑杆
8,底板7底部的四角固定连接有防滑座17,通过防滑座17的设置,能够使得底板7放置稳定,支撑杆8固定连接在底板7的顶部,放料架1还包括第一送料盘9、第二送料盘10、驱动一19和驱动二12,收料架2还包括第一接料盘13、第二接料盘14、驱动三15和驱动四16,驱动一19、驱动二12、驱动三15和驱动四16均安装在支撑杆8,驱动一19、驱动二12、驱动三15和驱动四16均为电机。第一送料盘9和第二送料盘10分别安装在驱动一19和驱动二12的输出端上,驱动一19驱动第一送料盘9旋转,驱动二12驱动第二送料盘10旋转,第一接料盘13和第二接料盘14分别安装在驱动三15和驱动四16的输出端上,驱动三15驱动第一接料盘13旋转,驱动四16驱动第二接料盘14旋转,支撑杆8上还安装有支撑机构11和支撑板18,支撑杆8用于辅助上下料,支撑机构11的数量为四个。
21.在使用时,有两个送料盘和两个接料盘,在第一送料盘9送完料,对应的第一接料盘接13完料之后,可以直接使用第二送料盘10和第二接料盘14工作,然后对更换新的第一送料盘9和第一接料盘13,继而缩短设备停机时间,有利于下次冲压件的加工,提高了加工效率。
22.本实施例中,支撑机构11包括固定杆1101、活动块1102、定位块1103、支撑杆1104和限位槽1105,固定杆1101固定连接在支撑杆8上,活动块1102和定位块1103可滑动的套设在固定杆1101上,定位块1103为两个,两个定位块1103设置在活动块1102的两侧,定位块1103能够通过定位螺栓定位在固定杆1101上,支撑杆1104固定连接在定位块1103上,限位槽1105开设在支撑杆1104上,限位槽1105用于物料通过。通过支撑机构11和支撑板18的配合使用,能够使得物料更稳定传输。
23.虽然本实用新型已以较佳实施例揭露如上,然其并非用以限定本实用新型。本实用新型所属技术领域中具有通常知识者,在不脱离本实用新型的精神和范围内,当可作各种的更动与润饰。因此,本实用新型的保护范围当视权利要求书所界定者为准。