1.本实用新型涉及环状表壳加工领域,尤其涉及一种环状表壳在加工中所用到的环状表壳治具。
背景技术:
2.在环状表壳的加工(例如钻铣加工等)中,离不开对环状表壳进行装夹的装夹治具,以借助装夹治具的使用,使得环状表壳可靠地固定于加工设备的工作台上,从而确保加工设备中的刀具对工作台上的环状表壳加工的可靠性。
3.而在现有的装夹治具中,它是固定于工作台上,并可相对工作台做松夹的运动,以确保环状表壳在放置于装夹治具后能被夹紧,在取出环状表壳前能松开对环状表壳的夹紧。
4.但是,现有的装夹治具对环状表壳的装夹过程是:先使加工设备停机,接着,将在装夹治具上装满环状表壳;当装夹治具完成环状表壳的装夹后,再使加工设备工作,这样会因环状表壳于装夹治具上的装夹操作而增加了加工设备的停机时长,从而降低了加工设备的生产效率。
5.因此,急需要一种缩短加工设备的停机时长以提高生产效率的环状表壳治具来克服上述的缺陷。
技术实现要素:
6.本实用新型的目的在于提供一种缩短加工设备的停机时长以提高生产效率的环状表壳治具。
7.为了实现上述目的,本实用新型提供了一种环状表壳治具,安装于加工设备的工作台上,包括松压板块、松压驱动器、固定板块及供环状表壳装配的互换模座。所述固定板块竖立地固定于所述工作台的顶面,所述固定板块的前侧凸设有至少两个沿所述工作台的左右方向隔开布置的定位销;所述松压板块位于所述固定板块的正前方,所述松压驱动器位于所述松压板块的前方并固定于所述工作台的顶面,所述松压驱动器的输出端朝向所述松压板块并与所述松压板块装配连接;所述互换模座的后侧开设有与所述定位销配合的定位槽孔,所述互换模座借助所述定位槽孔和定位销的配合从所述固定板块的前方与所述固定板块层叠布置,所述松压板块在所述松压驱动器的驱使下压紧或松开所述互换模座的前侧。
8.较佳地,所述互换模座的前侧设有多个沿所述工作台的左右方向隔开排列的供所述环状表壳套装固定的套装凸块,所述套装凸块向前凸出所述互换模座。
9.较佳地,所有所述套装凸块沿所述工作台的左右方向排成一行。
10.较佳地,所述套装凸块包含连成一体的等腰梯形部分和矩形部分。
11.较佳地,所述等腰梯形部分的角落、矩形部分的角落及等腰梯形部分与所述矩形部分的接合处设有圆弧过渡结构。
12.较佳地,所述互换模座的前侧还开设有多对沿所述工作台的左右方向隔开排列的避让槽,相邻两对所述避让槽之间设有一个所述套装凸块。
13.较佳地,所述固定板块的左右两端各向外凸伸出一被所述工作台的顶面承托的凸耳,所述凸耳借助螺纹连接件与所述工作台呈可拆卸的装配连接。
14.较佳地,所述定位槽孔向前伸至所述套装凸块处
15.较佳地,所述松压驱动器的输出端与所述松压板块的中部装配连接,所述松压板块还与所述松压驱动器的输出端垂直连接。
16.较佳地,所述松压驱动器为气缸或液压缸。
17.与现有技术相比,由于互换模座借助定位槽孔和定位销的配合从固定板块的前方与固定板块层叠布置,使得互换模座与固定板块之间的装拆操作十分便捷;再结合松压板块在松压驱动器的驱使下压紧或松开互换模座的前侧,故通过使用两个以上的互换模座,在一个互换模座上的环状表壳被加工设备进行加工时,此时可以在另一个互换模座上装配待加工的环状表壳,使得待加工的环状表壳于该互换模座上的装配不占用加工设备的时间;当加工设备完成环状表壳加工后,此时将工作台处的互换模座从固定板块处取下,再使带有待加工的环状表壳的互换模座借助定位槽孔和定位销的配合而快捷地从前方套装于固定板块,然后再由松压驱动器驱使松压板块对套装于固定板块上的互换模座进行压紧,以满足加工设备对互换模座上的待加工的环状表壳加工需要。因此,本实用新型的环状表壳治具能缩短加工设备的停机时长以提高生产效率。
附图说明
18.图1是本实用新型的环状表壳治具安装于工作台的立体结构示意图。
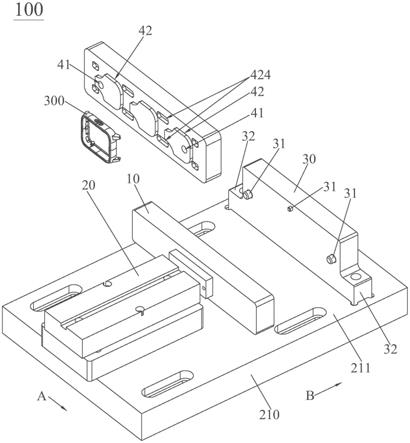
19.图2是图1所示的环状表壳治具在将互换模座移离固定板块后的状态示意图。
20.图3是图1所示的环状表壳治具中的互换模座的立体结构示意图。
21.图4是图1所示的环状表壳治具沿箭头c所指方向观看的平面结构示意图。
22.图5是图4所示的环状表壳治具在松压板块对互换模座进行压紧时的状态示意图。
具体实施方式
23.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
24.请参阅图1至图4,本实用新型的环状表壳治具100安装于加工设备的工作台200上,由工作台200为本实用新型的环状表壳治具100提供支撑作用及装配的场所。其中,本实用新型的环状表壳治具100包括松压板块10、松压驱动器20、固定板块30及供环状表壳300装配的互换模座40。固定板块30竖立地固定于工作台200的顶面210,使得固定板块30与工作台200固定在一起;固定板块30的前侧凸设有三个沿工作台200的左右方向隔开布置的定位销31,较优的是,在三个定位销31中,它们呈三点布置,以达到借助三个定位销31实现三点定位的目的,当然,根据实际需要,定位销31的数量还可以为两个或四个不等,故不以此为限。松压板块10位于固定板块30的正前方,松压驱动器20位于松压板块10的前方并固定于工作台200的顶面210,由工作台200为松压驱动器20提供支撑作用及装配的场所;松压驱动器20的输出端21朝向松压板块10并与松压板块10装配连接,为松压板块10的前后滑移提
供滑移的动力。互换模座40的后侧开设有与定位销31配合的定位槽孔41,互换模座40借助定位槽孔41和定位销31的配合而从固定板块30的前方与固定板块30层叠布置,以便于互换模座40快速地装配于固定板块30或从固定板块30上拆下。松压板块10在松压驱动器20的驱使下压紧或松开互换模座40的前侧,以满足互换模座40于加工过程中被压紧的需要,或者满足互换模座40快速地从固定板块30处拆下的需要。更具体地,如下:
25.如图1至图3所示,互换模座40的前侧设有多个沿工作台200的左右方向隔开排列的供环状表壳300套装固定的套装凸块42,套装凸块42向前凸出互换模座40,这样使得环状表壳300于互换模座40上的装拆操作十分便捷。具体地,在图1至图3中,所有套装凸块42沿工作台200的左右方向排成一行,这样设计有效地降低互换模座40的高度尺寸。更具体地,在图1至图3中,套装凸块42包含连成一体的等腰梯形部分421和矩形部分422,较优的是,等腰梯形部分421的角落、矩形部分422的角落及等腰梯形部分421与矩形部分422的接合处设有圆弧过渡结构423,这样设计使得套装凸块42与环状表壳300之间的套装配合更紧凑,且便于环状表壳300与套装凸块42之间的装拆操作,避免等腰梯形部分421的角落、矩形部分422的角落及等腰梯形部分421与矩形部分422的接合处因是直角而造成套装凸块42与环状表壳300之间的套装操作比较麻烦。其中,为使得环状表壳300的套装更可靠,在图1至图3中,互换模座40的前侧还开设有多对沿工作台200的左右方向隔开排列的避让槽424,相邻两对避让槽424之间设有一个套装凸块42,这样设计使得套装于套装凸块42上的环状表壳300之挂耳310位于避让槽424中,状态见图1所示;另,定位槽孔41向前伸至套装凸块42处,这样可以增加定位槽孔41的深度,相应地增加了互换模座40与固定板块30之间套装层叠的可靠性,但不以此为限。
26.如图1至图5所示,固定板块30的左右两端各向外凸伸出一被工作台200的顶面210承托的凸耳32,凸耳32借助螺纹连接件(例如但不限于此的螺钉)与工作台200呈可拆卸的装配连接,以便于固定板块30竖直地与工作台200进行装拆操作。
27.如图1至图5所示,松压驱动器20的输出端21与松压板块10的中部装配连接,松压板块10还与松压驱动器20的输出端21垂直连接,以确保松压驱动器20对松压板块10施力位置的合理性。举例而言,松压驱动器20为气缸,当然,根据实际需要而选择为液压缸,一样可以实现松压板块10快速地于压紧位置和松开位置之间的切换,但不以此为限。
28.与现有技术相比,由于互换模座40借助定位槽孔41和定位销31的配合而从固定板块30的前方与固定板块30层叠布置,使得互换模座40与固定板块30之间的装拆操作十分便捷;再结合松压板块10在松压驱动器20的驱使下压紧或松开互换模座40的前侧,故通过使用两个以上的互换模座40,在一个互换模座40上的环状表壳300被加工设备进行加工时,此时可以在另一个互换模座40上装配待加工的环状表壳300,使得待加工的环状表壳300于该互换模座40上的装配不占用加工设备的时间;当加工设备完成环状表壳300加工后,此时将工作台200处的互换模座40从固定板块30处取下,再使带有待加工的环状表壳300的互换模座40借助定位槽孔41和定位销31的配合而快捷地从前方套装于固定板块30,然后再由松压驱动器20驱使松压板块10对套装于固定板块30上的互换模座40进行压紧,状态见图5所示,以满足加工设备对互换模座40上的待加工的环状表壳300加工需要。因此,本实用新型的环状表壳治具100能缩短加工设备的停机时长以提高生产效率。
29.值得注意者,附图中箭头a所指的方向为工作台200由左至右的方向,附图中箭头b
所指的方向为工作台200由前至后的方向,附图中箭头c所指的方向为工作台200由上至下的方向。另,固定板块30为直形板块,松压板块10也为直形板块,工作台200为一平台,但不以此为限。
30.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。