1.本实用新型涉及模具技术领域,具体为一种高稳定性冲压模具。
背景技术:
2.冲压是将材料加工成零件或半成品的一种特殊工艺,在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,因冲压需求和材料的不同,冲压模具种类也因此多种多样。
3.但是目前市场上的冲压模具在长时间使用后,导柱容易产生磨损,使得冲压时上模和下模无法完全重合,冲压时产生晃动,对零件精度产出影响,严重时会损坏模具。
技术实现要素:
4.本实用新型提供一种高稳定性冲压模具,可以有效解决上述背景技术中提出的冲压模具在长时间使用后,导柱容易产生磨损,使得冲压时上模和下模无法完全重合,冲压时产生晃动,对零件精度产出影响,严重时会损坏模具的问题。
5.为实现上述目的,本实用新型提供如下技术方案:包括下模板,所述下模板顶面通过引导组件连接有上模板,所述引导组件包括导管、导柱、安装口、安装盒、调节螺杆、滚轮架、滚轮、导向槽、挡板、海绵条、注油孔和连通管;
6.四个所述导管均匀固定安装于下模板顶面拐角位置处,所述导管内部滑动安装有导柱,所述导管顶面圆周阵列开设有安装口,所述安装口内部焊接有安装盒,所述安装盒远离导管一端通过螺纹贯穿安装有调节螺杆,所述调节螺杆处于安装盒一端处转动安装有滚轮架,所述滚轮架内部安装有滚轮,所述导柱对应滚轮处开设有导向槽;
7.所述安装盒靠近导管内壁处焊接有挡板,所述挡板处于安装盒内部一侧处粘接有海绵条,所述安装盒顶面中部开设有注油孔,位于同一所述导管顶端相邻的安装盒通过连通管相连。
8.优选的,所述安装口为阶梯槽,所述滚轮厚度等于安装口最小宽度。
9.优选的,所述导向槽和安装口一一对齐,所述滚轮厚度等于导向槽宽度。
10.优选的,所述滚轮架两侧分别贴合安装盒内壁,所述滚轮架两侧均为光滑平面。
11.优选的,所述海绵条高度大于挡板高度,所述海绵条顶面边缘为圆角。
12.优选的,所述下模板顶面开设有成型孔,所述下模板内部设置有收集组件,所述收集组件包括抽拉口、滑动框、铁框、微型电磁铁、滑轨和刷板;
13.所述抽拉口开设于下模板中部,所述抽拉口内部滑动安装有滑动框,所述滑动框内部粘接有铁框,所述铁框一侧安装有微型电磁铁,所述滑动框两侧内壁均安装有滑轨,所述滑动框内部滑动安装有刷板。
14.优选的,所述微型电磁铁输入端与外部电源输出端电性相连,所述铁框长度大于抽拉口的长度,所述微型电磁铁处于抽拉口外侧。
15.与现有技术相比,本实用新型的有益效果:本实用新型结构科学合理,使用安全方
便;
16.1、设置有引导组件,在长时间使用后,若导致产生磨损,可通过转动调节螺杆,推动滚轮挤压导向槽,导柱重新处于导管中部位置,防止在冲压过程中出现冲压不稳的状况,防止模具受损的同时保证了工件的精度。
17.2、通过向安装盒内部注入润滑油,浸润的海绵条会在滚轮滚动时将润滑油均匀涂抹至导柱的导向槽内,减小滑动处的摩擦阻力,进一步减小导柱的磨损。
18.3、设置有收集组件,在冲压后,冲压后的碎屑落至铁框内部,若碎屑为铁磁性物质,还可通过微型电磁铁磁化铁框,收集时防止溅出和晃动,再抽出滑动框,拉动刷板即可将碎屑取出,收集简单便利。
附图说明
19.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
20.在附图中:
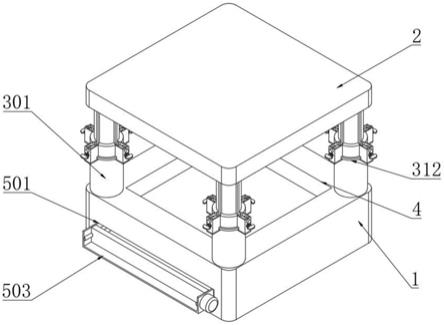
21.图1是本实用新型的结构示意图;
22.图2是本实用新型引导组件的结构示意图;
23.图3是本实用新型图2的a区域结构示意图;
24.图4是本实用新型收集组件的结构示意图;
25.图中标号:1、下模板;2、上模板;
26.3、引导组件;301、导管;302、导柱;303、安装口;304、安装盒;305、调节螺杆;306、滚轮架;307、滚轮;308、导向槽;309、挡板;310、海绵条;311、注油孔;312、连通管;
27.4、成型孔;
28.5、收集组件;501、抽拉口;502、滑动框;503、铁框;504、微型电磁铁;505、滑轨;506、刷板。
具体实施方式
29.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
30.实施例:如图1-4所示,本实用新型提供一种高稳定性冲压模具技术方案,包括下模板1,下模板1顶面通过引导组件3连接有上模板2,引导组件3包括导管301、导柱302、安装口303、安装盒304、调节螺杆305、滚轮架306、滚轮307、导向槽308、挡板309、海绵条310、注油孔311和连通管312;
31.四个导管301均匀固定安装于下模板1顶面拐角位置处,导管301内部滑动安装有导柱302,导管301顶面圆周阵列开设有安装口303,安装口303内部焊接有安装盒304,安装盒304远离导管301一端通过螺纹贯穿安装有调节螺杆305,调节螺杆305处于安装盒304一端处转动安装有滚轮架306,滚轮架306两侧分别贴合安装盒304内壁,滚轮架306两侧均为光滑平面,便于滚轮架306沿着安装盒304内壁滑动,滚轮架306内部安装有滚轮307,安装口303为阶梯槽,滚轮307厚度等于安装口303最小宽度没变雨滚轮307穿过安装口303,导柱302对应滚轮307处开设有导向槽308,导向槽308和安装口303一一对齐,滚轮307厚度等于
导向槽308宽度,便于滚轮307沿着导向槽308滚动;
32.安装盒304靠近导管301内壁处焊接有挡板309,挡板309处于安装盒304内部一侧处粘接有海绵条310,海绵条310高度大于挡板309高度,海绵条310顶面边缘为圆角,便于海绵条310顶端和滚轮307外侧接触,安装盒304顶面中部开设有注油孔311,位于同一导管301顶端相邻的安装盒304通过连通管312相连。
33.下模板1顶面开设有成型孔4,下模板1内部设置有收集组件5,收集组件5包括抽拉口501、滑动框502、铁框503、微型电磁铁504、滑轨505和刷板506;
34.抽拉口501开设于下模板1中部,抽拉口501内部滑动安装有滑动框502,滑动框502内部粘接有铁框503,铁框503一侧安装有微型电磁铁504,微型电磁铁504输入端与外部电源输出端电性相连,铁框503长度大于抽拉口501的长度,微型电磁铁504处于抽拉口501外侧,便于安装微型电磁铁504,滑动框502两侧内壁均安装有滑轨505,滑动框502内部滑动安装有刷板506。
35.本实用新型的工作原理及使用流程:在长时间使用模具后,若出现下模板1和上模板2无法完全对齐的状况,则转动调节螺杆305,推动滚轮架306沿着安装盒304滑动,滚轮307嵌入至导向槽308内部,逐步缓慢转动多个调节螺杆305,直至滚轮307推动导柱302处于导管301中部,使得下模板1和上模板2对齐,防止在冲压过程中出现冲压不稳的状况,防止模具受损的同时保证了工件的精度;
36.通过注油孔311向安装盒304内部注入润滑油,因相邻安装盒304通过连通管312相连,每个安装盒304内部液位相等,液位不高于挡板309顶端,浸润润滑油的海绵条310会在滚轮307滚动时将润滑油均匀涂抹至导柱302的导向槽308内,减小滑动处的摩擦阻力,进一步减小导柱302的磨损;
37.在冲压后,冲压后的碎屑落至铁框503内部,若碎屑为铁磁性物质,还可通过微型电磁铁504磁化铁框503,收集时防止溅出和晃动,再抽出抽拉口501内的滑动框502,拉动刷板506沿着滑轨505滑动即可将碎屑取出,收集简单便利。
38.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。