1.本实用新型涉及滚筒刷支架成型技术领域,尤其涉及一种具有同步安装手柄的滚筒刷支架成型一体机。
背景技术:
2.传统的滚筒刷支架成型机一般采用四个液压缸成型,配合模具每个液压缸需要依次地动作线材才能成型,基本成型需要5-6秒时间,而且每套设备只能做一种线径和一种形状滚筒刷支架,并且不能同步安装手柄,传统设备安装手柄需要人工操作,平均安装一个手柄需要10-15秒时间,效率低下。
3.基于上述技术问题,本领域的技术人员亟需研发一种解决生产滚筒刷支架效率低及不能同步安装手柄的缺陷的滚筒刷支架成型一体机。
技术实现要素:
4.本实用新型提供了一种结构新颖、解决生产滚筒刷支架效率低及不能同步安装手柄的缺陷以填补技术空白的滚筒刷支架成型一体机。
5.为了实现上述目的,本实用新型提供如下技术方案:
6.本实用新型的一种具有同步安装手柄的滚筒刷支架成型一体机,包括:
7.机体;
8.集成于所述机体的手柄处理系统;以及
9.集成于所述机体的线材成型系统;
10.所述手柄处理系统通过手柄输送皮带组件将手柄顺次地传输至工艺下游的手柄安装对接组件处;
11.所述线材成型系统处理线材并在所述手柄安装对接组件处与该处的手柄对接安装;
12.所述手柄处理系统还包括:
13.能够抓取所述手柄输送皮带组件上的手柄的手柄抓取组件,所述手柄抓取组件将手柄由所述手柄输送皮带组件抓取至所述手柄安装对接组件。
14.进一步的,所述手柄处理系统包括:
15.位于所述手柄输送皮带组件工艺上游端的手柄振动上料盘,所述手柄振动上料盘内部存放多个所述手柄,且所述手柄振动上料盘具有一与所述手柄输送皮带组件连接的手柄出料口;
16.所述手柄输送皮带组件;以及
17.位于工艺下游端的所述手柄安装对接组件、集成于所述手柄安装对接组件和所述手柄输送皮带组件之间的所述手柄抓取组件;
18.所述手柄输送皮带组件分为第一输送带和第二输送带;
19.所述第一输送带沿第一方向布置于所述机体的侧面,所述第二输送带沿第二方向
布置于所述机体的前侧面,且所述第一方向与所述第二方向垂直;
20.所述第一输送带和所述第二输送带的连接处通过转弯过渡板过渡连接,且所述第一输送带和所述第二输送带的两侧均安装有限位挡板,通过所述限位挡板限制所述手柄滑落所述手柄输送皮带组件;
21.所述手柄输送皮带组件通过输送皮带驱动电机提供动力。
22.进一步的,所述手柄振动上料盘包括:
23.布置于所述第一输送带侧面的振动盘;
24.所述振动盘靠近所述第一输送带一侧的底部开设有与所述第一输送带连通的手柄出料口。
25.进一步的,所述手柄抓取组件包括:
26.抓取组件本体;
27.集成在抓取组件本体的气动抓手;以及
28.驱动所述气动抓手工作的抓取气缸组;
29.所述手柄抓取组件相对于所述第二输送带呈45
°
角倾斜布置;
30.所述抓取气缸组包括第一抓取气缸、第二抓取气缸和第三抓取气缸;
31.所述第二抓取气缸驱动所述气动抓手抓取手柄,所述第一抓取气缸驱动所述气动抓取松开以抓取的手柄,所述第三抓取气缸推送抓取的手柄至所述手柄安装对接组件。
32.进一步的,所述线材成型系统包括:
33.线材调直机构;
34.位于所述线材调直机构工艺下游的送线机构;
35.位于所述送线机构工艺下游的线材压扁机构;;以及
36.线材成型机构,所述线材成型机构用以线材头部的倒角和套丝的作业、并对倒角和套丝作业后的线材进行切断以形成与所述手柄配合使用的成品线材。
37.进一步的,所述线材调直机构接收外部的转料盘输出的线材,所述线材调直机构按照工艺顺序分为第一水平调直部、竖直调直部和第二水平调直部;
38.所述第一水平调直部对接收的线材进行第一次水平调直,所述竖直调直部对所述第一水平调直部输出的线材进行竖直调直,所述第二水平调直部对所述竖直调直部输出的线材进行第二次水平调直;
39.所述竖直调直部上间隔布置有压紧手柄,所述竖直调直部通过所述压紧手柄压持线材。
40.进一步的,所述送线机构具有两组间隔布置的送线轮;
41.每组所述送线轮包括两个竖直布置的送线轮;
42.所述送线机构通过伺服电机驱动转动以将线材输送至工艺下游。
43.进一步的,所述线材压扁机构包括:
44.压扁对刀;以及
45.驱动所述压扁对刀运动的压扁驱动油缸;
46.所述压扁驱动油缸下压时,所述压扁对刀闭合以进行线材的压扁作业,所述压扁驱动油缸升起时,所述压扁对刀回位。
47.进一步的,所述线材成型机构包括:
48.气动钻孔头,所述气动钻孔头用以完成所述线材的倒角和套丝作业;以及
49.控制所述气动钻孔头工作的驱动组件;
50.所述驱动组件包括:
51.切断油缸、第一气动钻孔头成型油缸和第二气动钻孔头成型油缸;
52.所述切割油缸下压以切断所述线材;
53.所述第一气动钻孔头成型油缸和所述第二气动钻孔头成型油缸驱动所述气动钻孔头动作以形成为成型线材。
54.进一步的,所述手柄安装对接组件包括:
55.对接平台,所述对接平台用以接收手柄和成型线材;以及
56.对接组件;
57.所述对接组件包括:
58.第一对接气缸、第二对接气缸、第三对接气缸和对接油缸;
59.所述第一对接气缸驱动对接油缸运动,所述对接油缸控制油爪运动以夹紧所述成型线材;
60.所述第三对接气缸驱动手柄插入所述成型线材的尾部;
61.所述第二对接气缸推动成型后的产品滚刷排出该成型一体机。
62.在上述技术方案中,本实用新型提供的一种具有同步安装手柄的滚筒刷支架成型一体机,具有以下有益效果:
63.本实用新型的装置集成有手柄处理系统和线材处理系统,整体采用plc控制系统控制,采用一个独立的液压缸控制成型,整体模块化设计,滚筒刷支架长度以及形状可以按照设备上的可视标尺进行调节,压扁组件采用杠杆原理,并且压扁模具拆卸方便,该装置的生产效率可达传统设备的10倍,并且能够满足市面上所有型号的滚筒刷支架的生产要求,节省了人工和设备的投入成本。
附图说明
64.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
65.图1为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的俯视图;
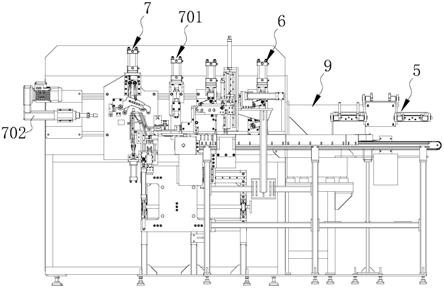
66.图2为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的主视图;
67.图3为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的手柄振动上料盘的结构示意图;
68.图4为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的手柄输送皮带组件的结构示意图;
69.图5为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的手柄抓取组件的结构示意图;
70.图6为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机
的手柄安装对接组件的结构示意图一;
71.图7为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的手柄安装对接组件的结构示意图二;
72.图8为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的线材调直机构和送线机构的结构示意图一;
73.图9为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的线材调直机构和送线机构的结构示意图二;
74.图10为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的线材压扁机构的结构示意图;
75.图11为本实用新型实施例提供的一种具有同步安装手柄的滚筒刷支架成型一体机的线材成型机构的结构示意图。
76.附图标记说明:
77.1、手柄振动上料盘;2、手柄输送皮带组件;3、手柄抓取组件;4、手柄安装对接组件;5、线材调直机构;6、线材压扁机构;7、线材成型机构;9、送线机构;
78.101、振动盘;102、手柄出料口;
79.201、第一输送带;202、第二输送带;203、转弯过渡板;204、限位挡板;205、输送皮带驱动电机;
80.301、气动抓手;302、第一抓取气缸;303、第二抓取气缸;304、第三抓取气缸;
81.401、第一对接气缸;402、第二对接气缸;403、第三对接气缸;404、对接油缸;
82.501、第一水平调直部;502、竖直调直部;503、第二水平调直部;504、压紧手柄;
83.601、压扁驱动油缸;602、压扁对刀;
84.701、切断油缸;702、气动钻孔头;703、第一气动钻孔头成型油缸;704、第二气动钻孔头成型油缸;
85.901、送线轮。
具体实施方式
86.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
87.参见图1至图11所示;
88.本实用新型的一种具有同步安装手柄的滚筒刷支架成型一体机,包括:
89.机体;
90.集成于机体的手柄处理系统;以及
91.集成于机体的线材成型系统;
92.手柄处理系统通过手柄输送皮带组件2将手柄顺次地传输至工艺下游的手柄安装对接组件4处;
93.线材成型系统处理线材并在手柄安装对接组件4处与该处的手柄对接安装;
94.手柄处理系统还包括:
95.能够抓取手柄输送皮带组件2上的手柄的手柄抓取组件3,手柄抓取组件3将手柄由手柄输送皮带组件2抓取至手柄安装对接组件4。
96.其中,本实施例的手柄处理系统包括:
97.位于手柄输送皮带组件2工艺上游端的手柄振动上料盘1,手柄振动上料盘1内部存放多个手柄,且手柄振动上料盘1具有一与手柄输送皮带组件2连接的手柄出料口102;
98.手柄输送皮带组件2;以及
99.位于工艺下游端的手柄安装对接组件4、集成于手柄安装对接组件4和手柄输送皮带组件2之间的手柄抓取组件3;
100.手柄输送皮带组件2分为第一输送带201和第二输送带202;
101.第一输送带201沿第一方向布置于机体的侧面,第二输送带202沿第二方向布置于机体的前侧面,且第一方向与第二方向垂直;
102.第一输送带201和第二输送带202的连接处通过转弯过渡板203过渡连接,且第一输送带201和第二输送带202的两侧均安装有限位挡板204,通过限位挡板204限制手柄滑落手柄输送皮带组件2;
103.手柄输送皮带组件2通过输送皮带驱动电机205提供动力。
104.更进一步的,上述的线材成型系统包括:
105.线材调直机构5;
106.位于线材调直机构5工艺下游的送线机构9;
107.位于送线机构9工艺下游的线材压扁机构6;;以及
108.线材成型机构7,线材成型机构7用以线材头部的倒角和套丝的作业、并对倒角和套丝作业后的线材进行切断以形成与手柄配合使用的成品线材。
109.具体的,本实施例公开了一种集成有手柄处理系统和线材成型系统的一体机,集成度高,能够同步处理手柄和线材,并集成了手柄抓取组件3,利用手柄抓取组件3将手柄抓取至手柄安装对接组件4与成型线材完成最后的成型对接,以产生诚信滚筒,并移出。该装置送线、成型、配合同步安装手柄系统能够2秒完成全部动作,极大地提高了生产效率,降低了设备和人工的投入成本。
110.优选的,本实施例的手柄振动上料盘1包括:
111.布置于第一输送带201侧面的振动盘101;
112.振动盘101靠近第一输送带201一侧的底部开设有与第一输送带201连通的手柄出料口102。
113.手柄振动上料盘1的振动盘101能够兼容多款不同规格的滚刷手柄,并能够在振动盘101的作用下实现手柄的自动掉头、躺平,手柄出料口102配备有直线过渡板,出料速度为20至30个/分钟,本实施例的手柄出料口102悬于第一输送线201之上。
114.手柄输送皮带组件2分为第一输送带201和第二输送带202,并且利用上述的转弯过渡板203形成为直角过渡设计,节省了设备的安装空间,皮带输送线两侧均安装有限位挡板204,防止手柄滑落。本实施例的手柄输送皮带组件2上的手柄缓存数量设计为20至30个,与手柄振动上料盘1匹配,并利用两个三相异步电动机驱动运动。
115.优选的,本实施例的手柄抓取组件3包括:
116.抓取组件本体;
117.集成在抓取组件本体的气动抓手301;以及
118.驱动气动抓手301工作的抓取气缸组;
119.手柄抓取组件3相对于第二输送带呈45
°
角倾斜布置;
120.抓取气缸组包括第一抓取气缸302、第二抓取气缸303和第三抓取气缸304;
121.第二抓取气缸303驱动气动抓手301抓取手柄,第一抓取气缸302驱动气动抓手301松开以抓取的手柄,第三抓取气缸304推送抓取的手柄至手柄安装对接组件4。
122.本实施例的手柄抓取组件3将手柄抓取并放置在手柄安装对接组件4上,实际工作时,第二抓取气缸303下压,气动抓手301抓取手柄,而第二抓取气缸303生气,第三抓取气缸304推送物料,随后,第一抓取气缸302下压,气动抓手301松开并安放手柄,最后,第一抓取气缸302生气,第三抓取气缸304收回回位,重复上述动作以完成手柄的转移。
123.本实施例的手柄抓取组件3设计为斜45
°
设计,避让成品滚刷出料口,主体结构以三个气缸和一个气动抓手组成,可以精准地实现手柄的抓取、升起、输送、安放等功能。而本实施例的气动抓手301的安装板设计呈具有上下可调的滑道为最佳。
124.优选的,本实施例的线材调直机构5接收外部的转料盘输出的线材,线材调直机构5按照工艺顺序分为第一水平调直部501、竖直调直部502和第二水平调直部503;
125.第一水平调直部501对接收的线材进行第一次水平调直,竖直调直部502对第一水平调直部501输出的线材进行竖直调直,第二水平调直部503对竖直调直部502输出的线材进行第二次水平调直;
126.竖直调直部502上间隔布置有压紧手柄504,竖直调直部502通过压紧手柄504压持线材。
127.其中,上述的送线机构9具有两组间隔布置的送线轮901;
128.每组送线轮901包括两个竖直布置的送线轮901;
129.送线机构9通过伺服电机驱动转动以将线材输送至工艺下游。
130.线材压扁机构6包括:
131.压扁对刀602;以及
132.驱动压扁对刀602运动的压扁驱动油缸601;
133.压扁驱动油缸601下压时,压扁对刀602闭合以进行线材的压扁作业,压扁驱动油缸601升起时,压扁对刀602回位。
134.本实施例的线材由外部的立座式转料盘实现供料,线材进入调直机构完成校直作业,调直机构采用整排压紧式设计,安装有压紧手柄504,配合偏心轴承完成调直机构的校直作业。而线材校直后进入送线机构9,并利用上述的两组送线轮901共同送线,送线精度高。
135.最后,本实施例的线材成型机构7包括:
136.气动钻孔头702,气动钻孔头702用以完成线材的倒角和套丝作业;以及
137.控制气动钻孔头702工作的驱动组件;
138.驱动组件包括:
139.切断油缸701、第一气动钻孔头成型油缸703和第二气动钻孔头成型油缸704;
140.切割油缸702下压以切断线材;
141.第一气动钻孔头成型油缸703和第二气动钻孔头成型油缸704驱动气动钻孔头702动作以形成为成型线材。
142.其中,上述的手柄安装对接组件4包括:
143.对接平台,对接平台用以接收手柄和成型线材;以及
144.对接组件;
145.对接组件包括:
146.第一对接气缸401、第二对接气缸402、第三对接气缸403和对接油缸404;
147.第一对接气缸401驱动对接油缸404运动,对接油缸404控制油爪运动以夹紧成型线材;
148.第三对接气缸403驱动手柄插入成型线材的尾部;
149.第二对接气缸402推动成型后的产品滚刷排出该成型一体机。
150.本实施例的手柄安装对接组件4用作手柄和成型线材的匹配和对接,整体机构可前后、上下双向调节,并与多种不同规格的滚刷成型线材安装对接。
151.本实施例的压扁机构采用模块化设计,用户可以根据要求配备多组压扁机构。
152.在上述技术方案中,本实用新型提供的一种具有同步安装手柄的滚筒刷支架成型一体机,具有以下有益效果:
153.本实用新型的装置集成有手柄处理系统和线材处理系统,整体采用plc控制系统控制,采用一个独立的液压缸控制成型,整体模块化设计,滚筒刷支架长度以及形状可以按照设备上的可视标尺进行调节,压扁组件采用杠杆原理,并且压扁模具拆卸方便,该装置的生产效率可达传统设备的10倍,并且能够满足市面上所有型号的滚筒刷支架的生产要求,节省了人工和设备的投入成本。
154.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。