1.本实用新型涉及触摸屏组装设备领域,尤其涉及一种触摸屏高效组装机。
背景技术:
2.目前的手机屏幕的组装方式为:将手机中框上放置在保压治具底座内,手机屏幕粘接在中框上,盖上保压治具上盖,然后对保压治具需要施加一定的压力,并持续一定的时间,从而保证粘接的效果,称为保压;但是在保压前从开盖、放置中框、放置触摸屏、合盖的这些步骤中,通常都还需要人工介入某一个工序,无法实现全自动,不仅效率低,而且在操作的环节还会将灰尘带入手机,影响质量。
技术实现要素:
3.为了解决上述问题,本实用新型向社会提供一种夹取更加精准,效率更高,避免人工操作将灰尘带入到手机状况发生,产品质量更加合规的触摸屏高效组装机。
4.本实用新型的技术方案是:提供一种触摸屏高效组装机,
5.包括排列放置的上料机架和组装机架;还包括:
6.工件输送线,设置在上料机架和组装机架的中层,且贯穿上料机架和组装机架;
7.保压治具上盖输送线,与工件输送线平行,设置在上料机架和组装机架的中层,且贯穿上料机架和组装机架;
8.保压治具回流线,与工件输送线平行,设置在上料机架和组装机架的中层,贯穿上料机架和组装机架;
9.中框线体,设置在上料机架的上层,用于将中框从上一工序输送至上料机架;
10.三轴驱动夹取装置,设置在上料机架的上层,三轴驱动夹取装置可夹取工件沿x、y、z方向移动;
11.触摸屏输送线,设置在组装机架的中层,垂直于工件输送线,用于将触摸屏输送至工件输送线处;
12.四轴驱动夹取装置,设置在组装机架的上层,四轴驱动夹取装置可夹取触摸屏沿x、y、z和θ方向移动;
13.保压治具上盖组装装置,设置在组装机架的中层,用于将上盖输送线上的保压治具上盖夹取至工件输送线上;
14.压合气缸装置,设置在组装机架的中层,且位于保压治具上盖组装装置后,用于压紧保压治具上盖于保压治具底座上。
15.作为本实用新型的改进,还包括临时中转工位和保压治具上升机构,所述临时中转工位设置在所述上料机架的上层,所述保压治具上升机构设置在上料机架上,用于将保压治具回流线上的保压治具输送至所述临时中转工位上。
16.作为本实用新型的改进,所述三轴驱动夹取装置包括第一x轴组件、第一y轴组件、第一z轴组件、保压治具底座夹取装置和中板夹取装置,所述第一x轴组件设置在所述上料
机架上层上,所述第一y轴组件设置在所述第一x轴组件上,所述第一z轴组件设置在所述第一y轴组件上,所述保压治具底座夹取装置和中板夹取装置通过第一连接板设置在所述第一z轴组件上。
17.作为本实用新型的改进,所述第一x轴组件包括第一x轴导轨、第一x轴滑块、第一电机,以及第一丝杆结构,所述第一y轴组件安装在所述第一安装板上,所述第一y轴组件安装在所述第一x轴滑块上,所述第一x轴滑块设置在所述第一x轴导轨上,所述第一丝杆结构还与第一x轴滑块连接,所述第一电机驱动所述第一丝杆结构运动,从而通过第一x轴滑块带动第一y轴组件在第一x轴导轨上移动。
18.作为本实用新型的改进,所述保压治具底座夹取装置包括夹紧夹具和夹紧气缸,所述夹紧夹具安装在所述第一连接板的下底面,所述夹紧气缸与夹紧夹具连接,且用于驱动所述夹紧夹具夹紧或者松开,所述第一连接板的上表面与第一z轴组件固定连接。
19.作为本实用新型的改进,所述保压治具底座夹取装置和中板夹取装置结构相同。
20.作为本实用新型的改进,所述压合气缸装置包括压合气缸支架、压合气缸和压合板,所述压合气缸安装在所述压合气缸支架上,所述压合板安装在所述压合气缸的活塞杆上,由所述压合气缸驱动压合板将保压治具上盖压紧在保压治具底座上。
21.作为本实用新型的改进,所述四轴驱动夹取装置包括第二x轴组件、第二y轴组件、第二z轴组件、θ轴组件和第二夹取装置,所述第二x轴组件设置在所述组装机架上层上,所述第二y轴组件设置在所述第二x轴组件上,所述第二z轴组件设置在所述第二y轴组件上,所述θ轴组件设置在所述第二z轴组件上,所述第二夹取装置设置在所述θ轴组件上。
22.作为本实用新型的改进,所述保压治具上盖组装装置包括第三x轴组件、第三z轴组件和第三夹取装置,所述第三x轴组件设置在所述组装机架中层上,所述第三z轴组件设置在所述第三x轴组件上,所述第三夹取装置设置在所述第三z轴组件上。
23.本实用新型包括排列放置的上料机架和组装机架、设置在上料机架和组装机架上的工件输送线、 保压治具上盖输送线、保压治具回流线、中框线体、三轴驱动夹取装置、触摸屏输送线、四轴驱动夹取装置、保压治具上盖组装装置和压合气缸装置,本实用新型实现将中框和触摸屏放置在保压治具内的全程自动化操作,并且通过三轴驱动夹取装置和四轴驱动夹取装置夹取工具,夹取精准,效率高,而且避免了人工操作将灰尘带入到手机状况发生,产品质量更加合规。
附图说明
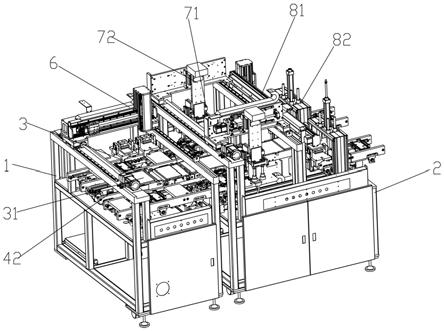
24.图1是本实用新型的一种实施例的立体结构示意图。
25.图2是图1中的上料机架及其上的部件结构示意图。
26.图3是图1中的组装机架及其上的部件结构示意图。
27.图4是图1中的压合气缸装置立体结构示意图。
28.图5是图1中的保压治具上盖组装装置的立体结构示意图。
具体实施方式
29.请参见图1至图5,图1至图5揭示的是触摸屏高效组装机得一种实施方式,一种触摸屏高效组装机,包括排列放置的上料机架1和组装机架2;还包括:工件输送线3,工件输送
线3设置在上料机架1和组装机架2的中层,且贯穿上料机架1和组装机架2;保压治具上盖输送线31,与工件输送线3平行,设置在上料机架1和组装机架2的中层,且贯穿上料机架1和组装机架2;保压治具回流线41,与工件输送线3平行,设置在上料机架1和组装机架2的中层,贯穿上料机架1和组装机架2;中框线体42,设置在上料机架1的上层,用于将中框从上一工序输送至上料机架1;三轴驱动夹取装置5,设置在上料机架1的上层,三轴驱动夹取装置5可夹取工件沿x、y、z方向移动;触摸屏输送线71,设置在组装机架2的中层,垂直于工件输送线3,用于将触摸屏输送至工件输送线3处;四轴驱动夹取装置72,设置在组装机架2的上层,四轴驱动夹取装置72可夹取触摸屏94沿x、y、z和θ方向移动;保压治具上盖组装装置81,设置在组装机架2的中层,用于将上盖输送线5上的保压治具上盖92夹取至工件输送线3上;压合气缸装置82,设置在组装机架2的中层,且位于保压治具上盖组装装置81后,用于压紧保压治具上盖92于保压治具底座91上。
30.本实用新型中,优选的,还包括临时中转工位11和保压治具上升机构12,所述临时中转工位11设置在所述上料机架1的上层,所述保压治具上升机构12设置在上料机架1上,用于将保压治具回流线41上的保压治具输送至所述临时中转工位11上。
31.本实用新型的工作过程如下:
32.所述保压治具底座91和保压治具上盖92通过保压治具回流线41回流至所述上料机架1上,所述保压治具上升机构12夹住保压治具底座91并将保压治具底座91输送至临时中转工位11上,所述三轴驱动夹取装置5夹取保压治具底座91至工件输送线3上,所述保压治具上升机构12再夹住保压治具上盖92并将保压治具底座91输送至保压治具上盖输送线31上,由保压治具上盖输送线31将保压治具底座91往组装机架2方向输送,点胶后的中框93由中框线体42输送至组装机架2上,所述三轴驱动夹取装置5夹取中框93至工件输送线3上的保压治具底座91上,然后由工件输送线3将保压治具底座91和中框93往组装机架2方向输送。
33.所述工件输送线3将保压治具底座91和中框93到达组装机架2时,触摸屏输送线71将触摸屏输送至该处,具体的,本实施例中,所述触摸屏输送线71是垂直于所述工件输送线3,从组装机架2的侧面进入组装机架2内,四轴驱动夹取装置72夹取触摸屏输送线71上的触摸屏94至工件输送线3上的中框93上,然后所述保压治具上盖组装装置81将保压治具上盖输送线31上的保压治具上盖92夹取至工件输送线3上的保压治具底座91上,并盖合在保压治具底座91上,驱动所述压合气缸装置82,由所述压合气缸装置82压紧保压治具上盖92于保压治具底座91上,从而将中框93和触摸屏94限制在保压治具内,再由工件输送线3输送至下一工序。本实用新型是全程自动化操作,通过三轴驱动夹取装置5、四轴驱动夹取装置72夹取,夹取精准,效率高。
34.本实用新型中,所述工件输送线3可以是多条,具体的,本实施例中,是两条工件输送线3,分布于所述保压治具上盖输送线31的两侧,对应地,所述触摸屏输送线71、四轴驱动夹取装置72、保压治具上盖组装装置81和压合气缸装置82均设有两个,即有两条工件输送线3同时工作。
35.本实用新型中,优选的,所述三轴驱动夹取装置5包括第一x轴组件51、第一y轴组件52、第一z轴组件53、保压治具底座夹取装置54和中板夹取装置55,所述第一x轴组件51设置在所述上料机架1上层上,所述第一y轴组件52设置在所述第一x轴组件51上,所述第一z
轴组件53设置在所述第一y轴组件52上,所述保压治具底座夹取装置54和中板夹取装置55通过第一连接板50设置在所述第一z轴组件53上,驱动第一x轴组件51、第一y轴组件52或第一z轴组件53,所述保压治具底座夹取装置54和中板夹取装置55都可以随之运动。本实施例中,所述保压治具底座夹取装置54用于将保压治具底座91夹取至工件输送线3上,所述中板夹取装置55用于将保中板93夹取至工件输送线3上的保压治具底座91上。
36.本实用新型中,优选的,所述第一x轴组件51包括第一x轴导轨511、第一x轴滑块512、第一电机513,以及第一丝杆结构514,所述第一y轴组件52安装在所述第一安装板510上,所述第一y轴组件52安装在所述第一x轴滑块512上,所述第一x轴滑块512设置在所述第一x轴导轨511上,所述第一丝杆结构514还与第一x轴滑块512连接,所述第一电机513驱动所述第一丝杆结构514运动,从而通过第一x轴滑块512带动第一y轴组件52在第一x轴导轨511上移动。
37.本实用新型中,优选的,所述保压治具底座夹取装置54包括夹紧夹具542和夹紧气缸,所述夹紧夹具542安装在所述第一连接板50的下底面,所述夹紧气缸与夹紧夹具542连接,且用于驱动所述夹紧夹具542夹紧或者松开,所述第一连接板50的上表面与第一z轴组件53固定连接。通过驱动夹紧气缸夹紧或者松开,从而实现所述夹紧夹具542夹取对应的工件至相应的位置上。
38.本实用新型中,优选的,所述保压治具底座91夹取装置54和中板夹取装置55结构相同,此处不再一一赘述。
39.本实用新型中,优选的,所述压合气缸装置82包括压合气缸支架821、压合气缸822和压合板823,所述压合气缸822安装在所述压合气缸支架821上,所述压合板823安装在所述压合气缸822的活塞杆824上,由所述压合气缸822驱动压合板823将保压治具上盖92压紧在保压治具底座91上,此种压合方式结构简单,操作方便,并且压合效果好。
40.本实用新型中,优选的,所述四轴驱动夹取装置72包括第二x轴组件721、第二y轴组件722、第二z轴组件723、θ轴组件724和第二夹取装置725,所述第二x轴组件721设置在所述组装机架2上层上,所述第二y轴组件722设置在所述第二x轴组件721上,所述第二z轴组件723设置在所述第二y轴组件722上,所述θ轴组件724设置在所述第二z轴组件723上,所述第二夹取装置725设置在所述θ轴组件724上,具体地,本实施例中,所述θ轴组件724用于将可夹取触摸屏94旋转一定的角度,从而将上述触摸屏94更加精准地放置在中框93上。
41.本实用新型中,优选的,所述保压治具上盖组装装置81包括第三x轴组件811、第三z轴组件812和第三夹取装置813,所述第三x轴组件811设置在所述组装机架2中层上,所述第三z轴组件812设置在所述第三x轴组件811上,所述第三夹取装置813设置在所述第三z轴组件812上,所述第三夹取装置813用于夹取保压治具上盖92,此种保压治具上盖组装装置81结构简单,操作方便。