1.本实用新型涉及扁管加工技术领域,具体为全自动穿管打点缩口机。
背景技术:
2.在对扁管进行加工时需要用到穿管打点缩口机,传统的加工方式需要耗费的人力较大,而随着科技的发展数控技术的普及,全自动穿管打点缩口机在工业生产中得以应用,全自动化是指机械设备启动后,完全不需人工操作、控制,即可自行完成生产各个环节及生产过程的工作状态。
3.现有技术存在以下缺陷或问题:
4.1、目前市场上存在的一种穿管打点缩口装置,在对扁管进行加工时,首先需要手动进行紊流片的穿管工作,然后再通过缩口装置进行扁管缩口,最后再通过打点装置对扁管进行打点,该方式不仅需要耗费大量的人力物力,而且生产加工效率较低;
5.2、目前市场上存在的一种穿管打点缩口装置,在对完成紊流片焊片装配后的扁管进行缩口时,先通过缩口装置对工件的一端进行加工,然后再通过同一设备对该工件的另一端进行加工,通过该方式的加工不仅效率较慢,而且还易发生紊流片因搬运而掉落或丢失的现象,同时在加工的过程中还易发生工件某一端遗漏加工的现象,从而造成工件加工的不良。
技术实现要素:
6.本实用新型的目的在于针对现有技术的不足之处,提供全自动穿管打点缩口机,以解决背景技术中所提出的传统穿管打点缩口装置存在的,装置加工效率较低以及易发生工件加工不良的问题。
7.为实现上述目的,本实用新型提供如下技术方案:全自动穿管打点缩口机,包括搬运移栽装置,所述搬运移栽装置的一端设置有扁管存料机构,且扁管存料机构上连接有扁管上料机构,所述扁管上料机构的一侧设置有长紊流片上料机构,且长紊流片上料机构上连接有长紊流片存料机构,所述扁管上料机构与长紊流片上料机构间设置有穿管装置,且穿管装置的一侧设置有拉带机构,所述穿管装置远离拉带机构的一侧设置有缩口机构,且缩口机构远离穿管装置的一侧设置有打点机构。
8.作为本实用新型的优选技术方案,所述搬运移栽装置由传送装置和抓取装置组成。
9.作为本实用新型的优选技术方案,所述拉带机构包括焊带料盘和焊带检测装置,且拉带机构的上端还设有拉带及切断机构。
10.作为本实用新型的优选技术方案,所述缩口机构包括直边缩口装置和圆弧缩口装置,且直边缩口装置和圆弧缩口装置的数目均为两组。
11.作为本实用新型的优选技术方案,所述两组直边缩口装置和两组圆弧缩口装置交叉等距排布,且缩口机构的中间还设有旋转掉头装置。
12.作为本实用新型的优选技术方案,所述打点机构包括双工位打点模具、液压机和吸盘抓取装置,且双工位打点模具通过连接件与液压机滑动连接。
13.与现有技术相比,本实用新型提供了全自动穿管打点缩口机,具备以下有益效果:
14.1、该全自动穿管打点缩口机,通过设置的搬运移栽装置将穿管装置、缩口机构和打点机构串联起来,使用时通过搬运移栽装置对工件进行搬运移动,同时采用全自动的扁管及紊流片的上料机构,以便于对同批产品依次进行不同工序的加工,该设备采用全自动机械加工,不仅可以节省大量的人力物力,而且能提高工件固定加工的精确度,从而有效的解决了传统穿管打点缩口装置存在的,装置加工效率较低的问题;
15.2、该全自动穿管打点缩口机,通过设置两组直角缩口装置和两组圆弧缩口装置,而且缩口装置均采用双工位的结构,使用时首先同时对两组工件进行直角缩口,然后再进行圆弧缩口,在经过设置的旋转掉头装置对工件进行旋转,对工件的另一端进行加工,通过该设计不仅可提高装置的生产效率,避免遗漏加工现象的发生,而且采用先进行直角缩口的方式,可以有效保证短紊流片不会因为搬运而掉落丢失,从而保证了加工产品的良率,从而有效的解决了传统穿管打点缩口装置存在的,装置易发生工件加工不良的问题。
附图说明
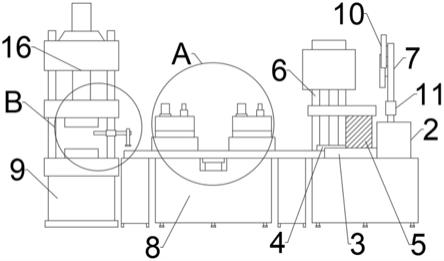
16.图1为本实用新型整体结构示意图;
17.图2为本实用新型图1中a部放大结构示意图;
18.图3为本实用新型图1中b部放大结构示意图。
19.图中:1、搬运移栽装置;2、扁管存料机构;3、扁管上料机构;4、长紊流片上料机构;5、长紊流片存料机构;6、穿管装置;7、拉带机构;8、缩口机构;9、打点机构;10、焊带料盘;11、焊带检测装置;12、直边缩口装置;13、圆弧缩口装置;14、旋转掉头装置;15、双工位打点模具;16、液压机;17、吸盘抓取装置。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-3,本实施方案中:全自动穿管打点缩口机,包括搬运移栽装置1,用于工件的搬运移动,搬运移栽装置1的一端设置有扁管存料机构2,且扁管存料机构2上连接有扁管上料机构3,扁管上料机构3的一侧设置有长紊流片上料机构4,且长紊流片上料机构4上连接有长紊流片存料机构5,扁管上料机构3与长紊流片上料机构4间设置有穿管装置6,用于紊流片的装配,且穿管装置6的一侧设置有拉带机构7,穿管装置6远离拉带机构7的一侧设置有缩口机构8,且缩口机构8远离穿管装置6的一侧设置有打点机构9。
22.本实施例中,搬运移栽装置1由传送装置和抓取装置组成,以便于工件的搬运;拉带机构7包括焊带料盘10和焊带检测装置11,且拉带机构7的上端还设有拉带及切断机构,以便于焊带的焊接;缩口机构8包括直边缩口装置12和圆弧缩口装置13,且直边缩口装置12和圆弧缩口装置13的数目均为两组,以便于对工件进行缩口加工;两组直边缩口装置12和
两组圆弧缩口装置13交叉等距排布,且缩口机构8的中间还设有旋转掉头装置14,以提高装置缩口加工的效率;打点机构9包括双工位打点模具15、液压机16和吸盘抓取装置17,且双工位打点模具15通过连接件与液压机16滑动连接,以实现工件的打点加工。
23.本实用新型的工作原理及使用流程:使用时首先将扁管放入扁管存料机构2内,并将紊流片放入长紊流片存料机构5内,工作时通过穿管装置6将紊流片和焊带装配到扁管内,然后通过搬运移栽装置1将完成紊流片焊片装配后的扁管,移栽至直边缩口装置12上进行直角缩口,然后再通过圆弧缩口装置13进行圆弧缩口,每次缩口工件的一端,然后通过旋转掉头装置14对工件进行旋转,再对工件的另一端进行缩口加工,最后通过吸盘抓取装置17将工件移栽至打点机构9上,通过液压机16下压双工位打点模具15从而完成工件的打点。
24.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.全自动穿管打点缩口机,其特征在于:包括搬运移栽装置(1),所述搬运移栽装置(1)的一端设置有扁管存料机构(2),且扁管存料机构(2)上连接有扁管上料机构(3),所述扁管上料机构(3)的一侧设置有长紊流片上料机构(4),且长紊流片上料机构(4)上连接有长紊流片存料机构(5),所述扁管上料机构(3)与长紊流片上料机构(4)间设置有穿管装置(6),且穿管装置(6)的一侧设置有拉带机构(7),所述穿管装置(6)远离拉带机构(7)的一侧设置有缩口机构(8),且缩口机构(8)远离穿管装置(6)的一侧设置有打点机构(9)。2.根据权利要求1所述的全自动穿管打点缩口机,其特征在于:所述搬运移栽装置(1)由传送装置和抓取装置组成。3.根据权利要求1所述的全自动穿管打点缩口机,其特征在于:所述拉带机构(7)包括焊带料盘(10)和焊带检测装置(11),且拉带机构(7)的上端还设有拉带及切断机构。4.根据权利要求1所述的全自动穿管打点缩口机,其特征在于:所述缩口机构(8)包括直边缩口装置(12)和圆弧缩口装置(13),且直边缩口装置(12)和圆弧缩口装置(13)的数目均为两组。5.根据权利要求4所述的全自动穿管打点缩口机,其特征在于:所述两组直边缩口装置(12)和两组圆弧缩口装置(13)交叉等距排布,且缩口机构(8)的中间还设有旋转掉头装置(14)。6.根据权利要求1所述的全自动穿管打点缩口机,其特征在于:所述打点机构(9)包括双工位打点模具(15)、液压机(16)和吸盘抓取装置(17),且双工位打点模具(15)通过连接件与液压机(16)滑动连接。
技术总结
本实用新型公开了全自动穿管打点缩口机,包括搬运移栽装置,所述搬运移栽装置的一端设置有扁管存料机构,且扁管存料机构上连接有扁管上料机构,所述扁管上料机构的一侧设置有长紊流片上料机构,且长紊流片上料机构上连接有长紊流片存料机构,所述扁管上料机构与长紊流片上料机构间设置有穿管装置,且穿管装置的一侧设置有拉带机构,所述穿管装置远离拉带机构的一侧设置有缩口机构。该全自动穿管打点缩口机,通过设置的搬运移栽装置将穿管装置、缩口机构和打点机构串联起来,使用时通过搬运移栽装置对工件进行搬运移动,同时采用全自动的扁管及紊流片的上料机构,可以达到节省人力资源,提高装置生产效率的目的。提高装置生产效率的目的。提高装置生产效率的目的。
技术研发人员:庞慧烽
受保护的技术使用者:台州创兴自动化设备有限公司
技术研发日:2021.09.09
技术公布日:2022/2/11