1.本实用新型涉及自动化生产技术领域,特别是一种板材切断折弯一体操作式模具。
背景技术:
2.目前对于板件工件生产,一般是先在金属卷材上加工出雏形,然后通过冲刀或者其它类似装置分别切断再加工。但是在实践中,这种工件的切口,哪怕是再小的切口,都会形成一个锋利的刀刃式毛刺结构,不但会影响外观效果,而且往往会很锋利容易割伤人或者刮损其它物品。因此有必要针对上述问题,设计一种效果更好的切断装置。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种板材切断折弯一体操作式模具。
4.本实用新型解决其技术问题所采用的技术方案是:提供一种板材切断折弯一体操作式模具,包括上模、下模;所述上模下侧设置有冲刀和折弯冲头;所述下模上侧设置有加工凹位,所述加工凹位内设置有冲刀凹位;所述冲刀配合所述冲刀凹位完成切断工序;所述加工凹位配合所述折弯冲头完成折弯工序。
5.根据本实用新型所提供的板材切断折弯一体操作式模具,通过采用冲刀和折弯冲头配合的设计,完成对板材的切断、折弯工序一次性完成,提高了工作效率,使切断后的工件上的切口足够平整,不但外观效果更好,而且不会割伤人。
6.作为本实用新型的一些优选实施例,所述加工凹位内设置下压板,所述下压板下侧与所述下模之间设置有下缓冲弹簧。
7.作为本实用新型的一些优选实施例,所述上模下侧设置有限位块,所述限位块朝向所述下压板。
8.作为本实用新型的一些优选实施例,所述上模包括有上模板和上压板,所述上模板与所述上压板之间设置有上缓冲弹簧。
9.作为本实用新型的一些优选实施例,所述冲刀、所述折弯冲头与所述上模板连接且穿过所述上压板朝向下侧伸出。
10.作为本实用新型的一些优选实施例,所述折弯冲头下侧设置有冲压弧形边。
11.本实用新型的有益效果是:
12.1.在切断同时把工件切口部分折弯进工件内侧,使切口不再外露,既保证外观效果,也避免切口伤人;
13.2.实现在一套模具装置中实现切断折弯一体化,提高了工作效率,节约了成本;
14.3.新模具装置适合把板材切断后加工的场合,例如把金属板材切断后加工成外壳、盒体的生产线。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
16.图1是本实用新型的立体图;
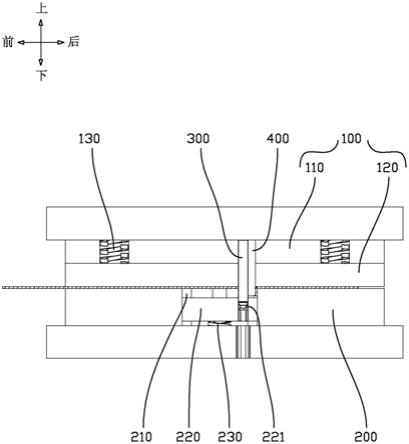
17.图2是本实用新型的结构示意图;
18.图3是本实用新型的局部剖视图;
19.图4是本实用新型中上模的立体图;
20.图5是本实用新型中下模的立体图;
21.图6是本实用新型的工作示意图。
22.附图标记:
23.上模100、上模板110、上压板120、上缓冲弹簧130、下模200、加工凹位210、下压板220、冲刀凹位221、下缓冲弹簧230、冲刀300、冲刀刀刃310、折弯冲头400、冲压弧形边410、限位块500。
具体实施方式
24.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施方式,对本实用新型进行进一步详细说明。为透彻的理解本实用新型,在接下来的描述中会涉及一些特定细节。而在没有这些特定细节时,本实用新型仍可实现,即所属领域内的技术人员使用此处的这些描述和陈述向所属领域内的其他技术人员可更有效的介绍他们的工作本质。
25.此外需要说明的是,下面描述中使用的词语“前侧”、“后侧”、“左侧”、“右侧”、“上侧”、“下侧”等指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向,相关技术人员在对上述方向作简单、不需要创造性的调整不应理解为本技术保护范围以外的技术。
26.应当理解,此处所描述的具体实施方式仅仅用以解释本技术,并不用于限定实际保护范围。而为避免混淆本实用新型的目的,由于熟知的制造方法、控制程序、部件尺寸、材料成分、管路布局等的技术已经很容易理解,因此它们并未被详细描述。
27.图1是本实用新型一个实施方式的立体图,参照图1,本实用新型的一个实施方式提供了一种板材切断折弯一体操作式模具,包括上模100、下模200。板材被送到上模100、下模200之间位置处进行加工。
28.进一步的,参照图2,上模100下侧设置有冲刀300和折弯冲头400。其中冲刀300负责切断工序,折弯冲头400负责折弯工序。
29.再进一步的,下模200上侧设置有加工凹位210,加工凹位210内设置有冲刀凹位221。冲刀300和折弯冲头400与加工凹位210对应,冲刀300与冲刀凹位221对应。
30.再进一步的,冲刀300配合冲刀凹位221完成切断工序。即冲刀300可插入冲刀凹位221完成把连续的板材切断成单个的工件的工序。
31.再进一步的,参照图3,加工凹位210配合折弯冲头400完成折弯工序。即折弯冲头400可配合加工凹位210边沿把单个的工件折弯的工序。这个折弯工序用于把切断工序形成的切口部分折弯进工件内侧,使切口不再外露。
32.参照图6,在实际工作时,上模100处于升起状态,板材被送到上模100、下模200之
间预定位置。然后上模100带动冲刀300、折弯冲头400一起下压,其中冲刀300把板材切断成单个的工件,与此同时,折弯冲头400配合加工凹位210边沿把刚刚被切断出来的单个工件折弯。最后,上模100升起,切断折弯加工完成后的工件就可以取走,而板材就继续前进,进行加工,如此类推。
33.以上公开的一种板材切断折弯一体操作式模具所揭露的仅为本实用新型较佳的实施方式,仅用于说明本实用新型的技术方案,而非对其限制。本领域的普通技术人员应当理解,其依然可以对前述的技术方案所记载的技术方案结合现有技术进行修改或者补充,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应的技术方案的本质脱离本实用新型的实施方式技术方案的精神和范围。
34.以下结合一些实施例进行说明,其中此处所称的“实施例”是指可包含于本技术至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。此外,表示一个或多个实施例的细节并非固定的指代任何特定顺序,也不构成对本实用新型的限制。
35.在一些实施例中,本模具的前侧作为输入侧,本模具的后侧作为输出侧。折弯冲头400位于加工凹位210后侧的上方。冲刀300位于折弯冲头400前侧。
36.在一些实施例中,参照图4,加工凹位210内设置下压板220,下压板220下侧与下模200之间设置有下缓冲弹簧230。即下压板220可在加工凹位210范围内上下活动。冲刀300、折弯冲头400进行切断、折弯过程中,下缓冲弹簧230对下压板220提供支撑力和缓冲力,使切断、折弯过程更顺利。因此,下缓冲弹簧230的弹簧力至少要大于板件切断力。
37.在一些实施例中,下模200的加工凹位210和下压板220的形状根据工件形状需要而定。
38.在一些实施例中,上模100包括有上模板110和上压板120,上模板110与上压板120之间设置有上缓冲弹簧130。上压板120可压住被加工的板材、工件,而上缓冲弹簧130则为上压板120提供缓冲力,避免板材、工件被压坏。
39.在一些实施例中,冲刀300、折弯冲头400与上模板110连接且穿过上压板120朝向下侧伸出,保证冲刀300、折弯冲头400有足够的下压力完成切断、折弯工序。
40.在一些实施例中,上模板100与下模200打开状态,冲刀300高出上压板120,高出高度根据工件或板材的折弯边高度而定,折弯冲头400低于上压板120,保证板件或工件能先切断后折弯的顺序。
41.在一些实施例中,参照图5,冲刀300下侧设置有冲刀刀刃310,冲刀刀刃310形状根据工件或板材形状要求而定。
42.在一些实施例中,折弯冲头400下侧设置有冲压弧形边410,保证工件折弯工序过程中,折弯冲头400不会刮花工件,保证工件折弯位外侧足够平滑。
43.在一些实施例中,上模100下侧设置有限位块500,限位块500朝向下压板220,可在冲压过程中限定下压板与切刀及折弯刀距离,起板材或工件在折弯过程中不受冲刀凹位干涉。
44.本实施例中,可选的,上压板120下方固定限位块500,上缓冲弹簧130为上压板120提供缓冲力转接到限位块500使下压板220向下活动,避免板材折弯过程时与下压板120接
触导致折变边变形压坏。
45.本实施例作为一个优选实施例,具体工作过程如下:
46.1.上模100处于升起状态,板材被送到上模100、下模200之间预定位置;
47.2.然后上模100带动上压板120、限位块500、冲刀300、折弯冲头400一起下压,其中冲刀300把板材切断成单个的工件;
48.3.然后限位块500接触下压板220使之向下压与折弯冲头保特一定距离,避免冲刀300的冲刀刀刃310之间凹位干涉板件折弯;
49.4.到上压板120接触板材,再由折弯冲头400配合加工凹位210边沿把刚刚被切断出来的单个工件折弯;
50.5.上模100升起取走工件。
51.根据上述原理,本实用新型还可以对上述实施方式进行适当的变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。