1.本实用新型涉及冷镦工艺配套装备技术领域,特别是一种电磁阀动铁芯冷镦工序送料总成。
背景技术:
2.电磁阀的阀芯中包含了动铁芯、静铁芯、复位弹簧等部件。其中,静铁芯和动铁芯是电磁阀阀芯中产生电磁吸力的重要部件。电磁阀通电时,动铁芯在磁力驱动下移动并与静铁芯相吸,电磁阀不通电时,磁力消失,动铁芯在用复位弹簧的弹力作用下与静铁芯分离。
3.目前,动铁芯的加工通常采用机加方式,从前至后依次经过下料、切断、多道粗车、多道精车加工而成。加工耗时较长,一条机加流水线在正常运行的情况下,一分钟仅能产出2~4个动铁芯,加工效率较低,整条机加流水线需要配套的操作人员多达10余人,人工成本较高。
4.为解决电磁阀动铁芯加工耗时长,人工成本高的问题,行业内的技术人员一直在积极探索采用其它工艺路线加工电磁阀动铁芯的可能性。在众多备选的工艺路线中,冷镦工艺是一种利用金属在外力作用下所产生的塑性变形,并借助于模具使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法。冷镦工艺相比机加工艺,能使零件获得更好的机械性能,提高材料的利用率,并且光洁度可达v5(特殊要求可达v6),与机加工艺中的粗车工序所能达到的光洁度相持平。
5.在电磁阀动铁芯的冷镦工艺中,如何实现原料的自动化送料,并使输送原料的节拍与冷镦模具的工作节拍相匹配,是电磁阀动铁芯冷镦成型系统的设计难度所在。
技术实现要素:
6.本实用新型的目的是克服现有技术的不足,而提供一种电磁阀动铁芯冷镦工序送料总成,它用于动铁芯冷镦工序的原材料预热和自动化送料,可匹配后续的冷镦工艺的工作节拍。
7.本实用新型的技术方案是:电磁阀动铁芯冷镦工序送料总成,包括从前至后依次布置的存料器和出料器;
8.存料器包括存料仓和安装在存料仓外侧下端的震动器a,存料仓内部设有用于存放原料的内腔a,存料仓上端设有连通至内腔a的进料口a,下端设有连通至内腔a的出料口a;
9.出料器包括出料仓和震动器b;出料仓内部设有用于存放原料的内腔b,出料仓上端设有连通至内腔b的进料口b,出料仓包括旋转底座和环形侧壁,旋转底座上表面从中心区域向边缘区域高度逐渐降低,环形侧壁设在旋转底座上端并将旋转底座包围在内,环形侧壁的内表面与旋转底座的上表面合围形成出料仓的内腔b,环形侧壁的上端敞口从而形成出料仓的进料口b,环形侧壁的内表面上设有螺旋上升的v形槽,v形槽的两端分别设有入
口和出口,v形槽的入口与旋转底座上表面的边缘区域相接;震动器b安装在出料仓的旋转底座的下端。
10.本实用新型进一步的技术方案是:其还包括设在出料器后端的第一间隔给料装置;第一间隔给料装置包括底板a、基座a、气缸a和气缸b;基座a固定安装在底板a上,基座a内部设有一通道、二通道和三通道,二通道为贯通孔,其两端分别在基座a上形成二通道入口和二通道出口,三通道为盲孔,其一端在基座a上形成三通道入口,一通道一端在基座a上形成一通道入口,另一端依次贯通三通道和二通道,二通道和三通道相互平行布置,一通道垂直于二通道和三通道布置;气缸a和气缸b均固定安装在底板a上,气缸a的活塞杆通过一通道的一通道入口伸入一通道内,并沿一通道的延伸方向伸缩移动,气缸b的活塞杆通过二通道的二通道入口伸入二通道内,并沿二通道的延伸方向伸缩移动;基座a的三通道入口与出料器的v形槽的出口正对且紧邻。
11.本实用新型再进一步的技术方案是:其还包括设在第一间隔给料装置后端的原料加热装置;原料加热装置包括玻璃管和套设在玻璃管外的电磁线圈;玻璃管的两端分别为入料口和出料口;原料加热装置的入料口与第一间隔给料装置的二通道的二通道出口正对且紧邻。
12.本实用新型更进一步的技术方案是:其还包括设在原料加热装置后端的第二间隔给料装置;第二间隔给料装置包括底板b、基座b、气缸c和气缸d;基座b固定安装在底板b上,基座b内部设有四通道、五通道和六通道,五通道为贯通孔,其两端分别在基座b上形成五通道入口和五通道出口,六通道为盲孔,其一端在基座b上形成六通道入口,四通道一端在基座b上形成四通道入口,另一端依次贯通六通道和五通道,五通道和六通道相互平行布置,四通道垂直于五通道和六通道布置;气缸c和气缸d均固定安装在底板b上,气缸c的活塞杆通过四通道的四通道入口伸入四通道内,并沿四通道的延伸方向伸缩移动,气缸d的活塞杆通过五通道的五通道入口伸入五通道内,并沿五通道的延伸方向伸缩移动;基座b的六通道入口与原料加热装置的玻璃管的出料口正对且紧邻;基座b的五通道出口与处在第一位姿的扭簧式弹性料夹正对且紧邻。
13.本实用新型与现有技术相比具有如下优点:其用于电磁阀动铁芯冷镦工序的原材料预热和自动化送料,可匹配后续的冷镦工艺的工作节拍。一方面,原材料预热的功能可降低材料硬度,提升材料的可塑性,另一方面,自动化送料功能的时间间隔可控制,这是满足后续冷镦工艺自动化执行的先决条件。
14.以下结合图和实施例对本实用新型作进一步描述。
附图说明
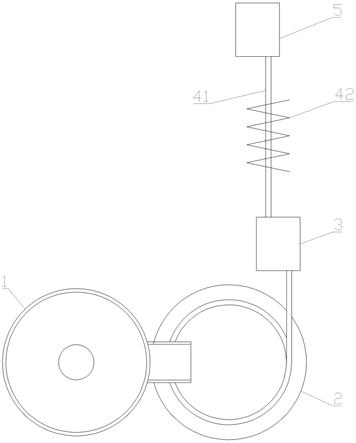
15.图1为本实用新型的结构示意图;
16.图2为存料器和出料器的位置关系示意简图;
17.图3为第一间隔给料装置的结构示意简图;
18.图4为第二间隔给料装置的结构示意简图。
19.图例说明:存料器1;存料仓11;内腔a111;进料口a112;出料口a113;震动器a12;出料器2;旋转底座221;环形侧壁222;内腔b223;进料口b224;v形槽225;震动器b21;第一间隔给料装置3;底板a31;基座a32;一通道321;一通道入口3211;二通道322;二通道入口3221;
二通道出口3222;三通道323;三通道入口3231;气缸a33;气缸b34;玻璃管41;电磁线圈42;第二间隔给料装置5;底板b51;基座b52;四通道521;四通道入口5211;五通道522;五通道入口5221;五通道出口5222;六通道523;六通道入口5231;气缸c53;气缸d54。
具体实施方式
20.实施例1:
21.如图1-4所示,电磁阀动铁芯冷镦工序送料总成,包括从前至后依次布置的存料器1、出料器2、第一间隔给料装置3、原料加热装置及第二间隔给料装置5。
22.存料器1包括存料仓11和安装在存料仓11外侧下端的震动器a12,存料仓11内部设有用于存放原料的内腔a111,存料仓11上端设有连通至内腔a111的进料口a112,下端设有连通至内腔a111的出料口a113。
23.出料器2包括出料仓和震动器b21。出料仓内部设有用于存放原料的内腔b223,出料仓上端设有连通至内腔b223的进料口b224,出料仓包括旋转底座221和环形侧壁222,旋转底座221上表面从中心区域向边缘区域高度逐渐降低,环形侧壁222设在旋转底座221上端并将旋转底座221包围在内,环形侧壁222的内表面与旋转底座221的上表面合围形成出料仓的内腔b223,环形侧壁222的上端敞口从而形成出料仓的进料口b224,环形侧壁222的内表面上设有螺旋上升的v形槽225,v形槽225的两端分别设有入口和出口,v形槽225的入口与旋转底座221上表面的边缘区域相接。震动器b21安装在出料仓的旋转底座221的下端。
24.第一间隔给料装置3包括底板a31、基座a32、气缸a33和气缸b34。基座a32固定安装在底板a31上,基座a32内部设有一通道321、二通道322和三通道323,二通道322为贯通孔,其两端分别在基座a32上形成二通道入口3221和二通道出口3222,三通道323为盲孔,其一端在基座a32上形成三通道入口3231,一通道321一端在基座a32上形成一通道入口3211,另一端依次贯通三通道323和二通道322,二通道322和三通道323相互平行布置,一通道321垂直于二通道322和三通道323布置。气缸a33和气缸b34均固定安装在底板a31上,气缸a33的活塞杆通过一通道321的一通道入口3211伸入一通道321内,并沿一通道321的延伸方向伸缩移动,气缸b34的活塞杆通过二通道322的二通道入口3221伸入二通道322内,并沿二通道322的延伸方向伸缩移动。基座a32的三通道入口3231与出料器的v形槽225的出口正对且紧邻。
25.原料加热装置包括玻璃管41和套设在玻璃管41外的电磁线圈42。玻璃管41的两端分别为入料口和出料口。原料加热装置的入料口与第一间隔给料装置3的二通道322的二通道出口3222正对且紧邻。
26.第二间隔给料装置5包括底板b51、基座b52、气缸c53和气缸d54。基座b52固定安装在底板b51上,基座b52内部设有四通道521、五通道522和六通道523,五通道522为贯通孔,其两端分别在基座b52上形成五通道入口5221和五通道出口5222,六通道523为盲孔,其一端在基座b52上形成六通道入口5231,四通道521一端在基座b52上形成四通道入口5211,另一端依次贯通六通道523和五通道522,五通道522和六通道523相互平行布置,四通道521垂直于五通道522和六通道523布置。气缸c53和气缸d54均固定安装在底板b51上,气缸c53的活塞杆通过四通道521的四通道入口5211伸入四通道521内,并沿四通道521的延伸方向伸缩移动,气缸d54的活塞杆通过五通道522的五通道入口5221伸入五通道522内,并沿五通道
522的延伸方向伸缩移动。基座b52的六通道入口5231与原料加热装置的玻璃管41的出料口正对且紧邻。
27.简述本实用新型的工作流程:
28.1、将原料排出一列输出:
29.a、将符合动铁芯冷镦工艺要求的原料(圆柱形棒料)投入存料仓11的内腔a111中,启动震动器a12,使内腔a111中的原料从存料仓11的出料口a113持续排出;;
30.b、原料从存料仓11的出料口a113排出后,落入出料仓的内腔b223中,启动旋转底座221和震动器b21,一方面,通过震动,使内腔b223中的原料向旋转底座221上表面边缘区域滑落,另一方面,通过旋转底座221的转动,使内腔b223中的原料逐个通过v形槽225的入口进入v形槽225,从而在v形槽225上排成一列向着v形槽225的出口移动,再一方面,通过震动,使v形槽225上歪斜放置的原料摆放端正或掉落至出料仓的内腔b223中。
31.2、第一次调整原料的输出间隔:原料从v形槽225的出口排出后,通过第一间隔给料装置3的三通道入口3231进入第一间隔给料装置3的三通道323中,当目标原料与三通道323的底面接触后,即处在三通道323与一通道321的交汇处,然后气缸a33的活塞杆伸出,推动目标原料沿着一通道321向二通道322移动,当目标原料完整的进入二通道322中后,同时执行以下两项操作:1、气缸b34的活塞杆伸出,推动目标原料向二通道出口3222移动,将目标原料推出到第一间隔给料装置3外部后,气缸b34的活塞杆缩回;2、气缸a33的活塞杆缩回,以便于下一个原料进入三通道323。
32.3、对原料进行预热:原料从二通道322的二通道出口3222排出后,通过入料口进入玻璃管41内部,并向着出料口方向移动,当原料通过电磁线圈42所在的区段时,被电磁线圈42加热至冷镦工艺要求的温度。
33.4、第二次调整原料的输出间隔:原料从玻璃管41的出料口排出后,通过第二间隔给料装置5的六通道入口5231进入第二间隔给料装置5的六通道523中,当目标原料与六通道523的底面接触后,即处在六通道523与四通道521的交汇处,然后气缸c53的活塞杆伸出,推动目标原料沿着四通道521向五通道522移动,当目标原料完整的进入五通道522中后,同时执行以下两项操作:1、气缸d54的活塞杆伸出,推动目标原料向五通道出口5222移动,将目标原料推出到第二间隔给料装置5外部后,气缸d54的活塞杆缩回;2、气缸c53的活塞杆缩回,以便于下一个原料进入六通道523。