1.本发明涉及动力电池组加工领域,尤其涉及一种新能源电池组自动激光焊接机的焊接装置。
背景技术:
2.随着新能源汽车的迅猛发展,动力电池的发展也日益成熟,为新能源汽车的发展注入了活力,新能源电池组的生产制造的过程中主要通过电极浆料制备、极片冲切、注液和密封等工序制备而成,其中对新能源电池组进行密封的过程中需要用到焊接设备对其进行焊接密封,确保不会发生漏电的现象。
3.目前,在动力电池组壳体上所使用的焊接方法有激光焊接、钎焊和精密电阻点焊等,其中激光焊接是一种新型的焊接方式,激光焊接是以激光束作为能量源进行焊接的,焊接效率高,易于实现自动化生产,但是激光焊接的焊件位置需非常准确,动力电池的焊接处需要在激光束的聚焦范围内,并且现有的激光焊接装置能量转换效率低,通常低于百分之十,不能很好地焊接。
4.因此,有必要针对现有技术需要保证动力电池的焊接处在激光束的聚焦范围内、能量转换效率低的缺点,设计一种能够保证精准地对动力电池进行焊接、可以先预热再焊接以提高能量转换效率的新能源电池组自动激光焊接机的焊接装置。
技术实现要素:
5.本发明的目的是提供一种新能源电池组自动激光焊接机的焊接装置,包括有支撑底板架、电动推杆、l型开槽支撑杆、h型滑动开槽架、夹紧组件、待焊接电池组部件,支撑底板架顶部固接有电动推杆,支撑底板架顶部对称固接有l型开槽支撑杆,电动推杆伸缩轴一端固接有h型滑动开槽架,h型滑动开槽架与支撑底板架滑动式配合,h型滑动开槽架上设有夹紧组件,待焊接电池组部件设于夹紧组件上,还包括有预热焊接组件和电磁推动组件:
6.预热焊接组件,l型开槽支撑杆上设有预热焊接组件,预热焊接组件包括有t型开槽连接架、t型腔体架、支撑圆环、激光发射部件和t型压力阀,两个l型开槽支撑杆之间共同固接有t型开槽连接架,t型开槽连接架上对称固接有t型腔体架,t型腔体架上通过螺栓连接有支撑圆环,激光发射部件设于支撑圆环上,t型腔体架内部设有t型压力阀;
7.电磁推动组件,h型滑动开槽架上设有电磁推动组件。
8.进一步,夹紧组件包括有滑动夹具板、长夹板、短夹板、调节螺杆和卡块条,h型滑动开槽架左部上方滑动式连接有滑动夹具板,滑动夹具板上部对称滑动式连接有长夹板,滑动夹具板上部对称滑动式连接有短夹板,滑动夹具板上通过螺栓连接有四根调节螺杆,调节螺杆分别与相邻长夹板或短夹板转动式连接,滑动夹具板外侧对称设有卡块条,滑动夹具板上方放置有待焊接电池组部件,待焊接电池组部件与长夹板和短夹板贴合。
9.进一步,激光发射部件包括有焊接套杆和激光焊接枪,支撑圆环上固接有焊接套杆,焊接套杆上部套接有激光焊接枪。
10.电磁推动组件包括有矩形滑轨架、电磁块一、q型滑动开槽架、第一复位弹簧和间歇推动部件,h型滑动开槽架上对称设有一对矩形滑轨架,矩形滑轨架内侧固接有电磁块一,矩形滑轨架上滑动式连接有q型滑动开槽架,位于左侧的q型滑动开槽架与位于右侧的q型滑动开槽架错位设置,q型滑动开槽架上同样固接有电磁块一,相邻两个电磁块一之间连接有第一复位弹簧,间歇推动部件设于q型滑动开槽架上。
11.进一步,间歇推动部件包括有矩形开槽块、电磁块二、第二复位弹簧、推动楔形块和第三复位弹簧,q型滑动开槽架上滑动式连接有矩形开槽块,q型滑动开槽架上固接有电磁块二,矩形开槽块上同样固接有电磁块二,相邻两个电磁块二之间连接有第二复位弹簧,矩形开槽块上部滑动式连接有推动楔形块,位于左部的两块推动楔形块与卡块条接触,推动楔形块与矩形开槽块之间连接有第三复位弹簧。
12.进一步,还包括有感应组件,感应组件设于两个l型开槽支撑杆之间,感应组件包括有控制模块、矩形连接杆、环形支撑架、电磁感应器一和电磁感应器二,两个l型开槽支撑杆之间共同固接有控制模块,控制模块后部固接有矩形连接杆,矩形连接杆上固接有环形支撑架,环形支撑架上设有六个电磁感应器一,电磁感应器一呈不均匀分布,焊接套杆下部固接有电磁感应器二。
13.进一步,还包括有惰性气体喷管,支撑圆环上对称固接有惰性气体喷管,焊接套杆位于同侧两根惰性气体喷管之间,同侧惰性气体喷管与t型腔体架接通。
14.进一步,还包括有转动组件,转动组件设于t型开槽连接架上,转动组件包括有固定槽轮、环形推动架、支撑块、滑动卡杆、第四复位弹簧和转动驱动部件,t型开槽连接架顶部固接有固定槽轮,固定槽轮上设有不规则的滑槽,固定槽轮下部套接有环形推动架,环形推动架上对称固接有支撑块,相邻支撑块与激光焊接枪固接,环形推动架内侧滑动式连接有滑动卡杆,滑动卡杆与固定槽轮滑动式配合,固定槽轮对滑动卡杆起导向的作用,滑动卡杆与环形推动架之间连接有第四复位弹簧,转动驱动部件设于l型开槽支撑杆上。
15.进一步,转动驱动部件包括有短程气缸和推动板,l型开槽支撑杆上部固接有短程气缸,短程气缸伸缩轴一端固接有推动板,推动板与环形推动架接触。
16.与现有技术相比,本发明具有以下优点:
17.1.通过设置有两个激光焊接枪,位于左侧的激光焊接枪会先对待焊接电池组部件的焊接处进行预热,预热完成后,位于右侧的激光焊接枪再对待焊接电池组部件进行焊接,使得焊接时的能量转换效率提高,便于更好地焊接。
18.2.通过电磁感应器一和电磁感应器二及其上装置的配合,可以便于精准地感应待焊接电池组部件的移动位置,同时焊接移动的位置较为准确,使得待焊接电池组部件的焊接部位刚好在激光焊接枪发射的激光束的聚焦范围内,实现了能够精准地对待焊接电池组部件进行预热和焊接的目的。
19.3.在预热和焊接的过程中,惰性气体喷管会向待焊接电池组部件的焊接处喷出惰性气体,便于将待焊接电池组部件焊接处周围的离子化气体驱除,以确保焊道的再出现。
20.4.通过将两个激光焊接枪的位置互换,使得在待焊接电池组部件往返的过程中可以完成两排焊接处的焊接,有效地提高了焊接效率。
附图说明
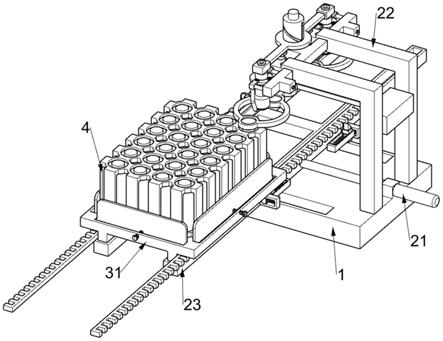
21.图1为本发明的第一种立体结构示意图。
22.图2为本发明的第二种立体结构示意图。
23.图3为本发明的第一种部分立体结构示意图。
24.图4为本发明夹紧组件的立体结构示意图。
25.图5为本发明预热焊接组件的部分立体结构示意图。
26.图6为本发明预热焊接组件的拆分立体结构示意图。
27.图7为本发明的第二种部分立体结构示意图。
28.图8为本发明电磁推动组件的拆分立体结构示意图。
29.图9为本发明感应组件的立体结构示意图。
30.图10为本发明转动组件的部分立体结构示意图。
31.图11为本发明转动组件的部分拆分立体结构示意图。
32.图中零部件名称及序号:1_支撑底板架,21_电动推杆,22_l型开槽支撑杆,23_h型滑动开槽架,3_夹紧组件,31_滑动夹具板,32_长夹板,33_短夹板,34_调节螺杆,35_卡块条,4_待焊接电池组部件,5_预热焊接组件,51_t型开槽连接架,52_t型腔体架,53_支撑圆环,54_焊接套杆,55_激光焊接枪,56_t型压力阀,6_电磁推动组件,61_矩形滑轨架,62_电磁块一,63_q型滑动开槽架,64_第一复位弹簧,65_矩形开槽块,66_电磁块二,67_第二复位弹簧,68_推动楔形块,69_第三复位弹簧,7_感应组件,71_控制模块,72_矩形连接杆,73_环形支撑架,74_电磁感应器一,75_电磁感应器二,8_惰性气体喷管,9_转动组件,91_固定槽轮,92_环形推动架,93_支撑块,94_滑动卡杆,95_第四复位弹簧,96_短程气缸,97_推动板。
具体实施方式
33.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.实施例1
35.一种新能源电池组自动激光焊接机的焊接装置,如图1、图2、图3、图4、图5、图6、图7、图8所示,包括有支撑底板架1、电动推杆21、l型开槽支撑杆22、h型滑动开槽架23、夹紧组件3、待焊接电池组部件4、预热焊接组件5和电磁推动组件6,支撑底板架1顶部固接有电动推杆21,支撑底板架1顶部对称通过焊接的方式连接有l型开槽支撑杆22,电动推杆21伸缩轴一端固接有h型滑动开槽架23,h型滑动开槽架23与支撑底板架1滑动式配合,h型滑动开槽架23上设有夹紧组件3,待焊接电池组部件4设于夹紧组件3上,夹紧组件3用于将待焊接电池组部件4夹紧,l型开槽支撑杆22上设有预热焊接组件5,预热焊接组件5用于对待焊接电池组部件4进行预热,h型滑动开槽架23上设有电磁推动组件6。
36.夹紧组件3包括有滑动夹具板31、长夹板32、短夹板33、调节螺杆34和卡块条35,h型滑动开槽架23左部上方滑动式连接有滑动夹具板31,滑动夹具板31上部对称滑动式连接有长夹板32,滑动夹具板31上部对称滑动式连接有短夹板33,长夹板32和短夹板33均用于将待焊接电池组部件4夹紧,滑动夹具板31上通过螺栓连接有四根调节螺杆34,调节螺杆34
用于调节长夹板32和短夹板33的位置,调节螺杆34分别与相邻长夹板32或短夹板33转动式连接,滑动夹具板31外侧对称通过焊接的方式连接卡块条35,滑动夹具板31上方放置有待焊接电池组部件4,待焊接电池组部件4与长夹板32和短夹板33贴合。
37.预热焊接组件5包括有t型开槽连接架51、t型腔体架52、支撑圆环53、焊接套杆54、激光焊接枪55和t型压力阀56,两个l型开槽支撑杆22之间共同固接有t型开槽连接架51,t型开槽连接架51上对称通过焊接的方式连接有t型腔体架52,t型腔体架52上通过螺栓连接有支撑圆环53,支撑圆环53上固接有焊接套杆54,焊接套杆54上部套接有激光焊接枪55,位于左侧的激光焊接枪55用于对待焊接电池组部件4进行预热,位于右侧的激光焊接枪55用于对待焊接电池组部件4进行焊接,t型腔体架52内部设有t型压力阀56。
38.电磁推动组件6包括有矩形滑轨架61、电磁块一62、q型滑动开槽架63、第一复位弹簧64、矩形开槽块65、电磁块二66、第二复位弹簧67、推动楔形块68和第三复位弹簧69,h型滑动开槽架23上对称通过螺栓连接一对矩形滑轨架61,矩形滑轨架61内侧固接有电磁块一62,矩形滑轨架61上滑动式连接有q型滑动开槽架63,位于左侧的q型滑动开槽架63与位于右侧的q型滑动开槽架63错位设置,q型滑动开槽架63上同样通过焊接的方式连接有电磁块一62,相邻两个电磁块一62之间连接有第一复位弹簧64,q型滑动开槽架63上滑动式连接有矩形开槽块65,q型滑动开槽架63上固接有电磁块二66,矩形开槽块65上同样通过焊接的方式连接有电磁块二66,相邻两个电磁块二66之间连接有第二复位弹簧67,矩形开槽块65上部滑动式连接有推动楔形块68,推动楔形块68用于推动卡块条35及其上装置移动,位于左部的两块推动楔形块68与卡块条35接触,推动楔形块68与矩形开槽块65之间连接有第三复位弹簧69。
39.支撑底板架1及其上装置安装在其它焊接设备上,首先工作人员使用工具转动调节螺杆34,通过调节螺杆34和长夹板32、调节螺杆34和短夹板33的配合,使得长夹板32和短夹板33可以将待焊接电池组部件4夹紧,便于后续的焊接,接着工作人员通过外部设备控制位于左侧的q型滑动开槽架63上的电磁块二66通电,相邻的电磁块二66会相互吸引,使得位于左侧的矩形开槽块65及其上装置向右运动,位于左侧的第二复位弹簧67随之会被压缩,同时位于左侧的推动楔形块68会推动卡块条35及其上装置向右运动一个单位,使得待焊接电池组部件4向右移动一个单位,此时位于左侧的激光焊接枪55会运作,其会发出激光束,通过焊接套杆54将激光束聚集并照射在待焊接电池组部件4上的其中一个焊接处,由于位于左侧的激光焊接枪55运作时产生的能量较小,便于给待焊接电池组部件4上的其中一个焊接处进行预热,接着位于左侧的q型滑动开槽架63上的电磁块二66会断电,位于左侧的第二复位弹簧67随之会复位并带动位于左侧的矩形开槽块65及其上装置复位,通过推动楔形块68和第三复位弹簧69的配合,使得推动楔形块68会复位,如此往复,待焊接电池组部件4及其上装置会间歇性地向右移动,同时位于左侧的激光焊接枪55会对待焊接电池组部件4上位于前部的一排焊接处均预热。
40.当待焊接电池组部件4及其上装置向右移动六个单位时,位于左侧的激光焊接枪55刚好完成对待焊接电池组部的预热,此时位于右侧的激光焊接枪55会运作,并且待焊接电池组部件4及其上装置会继续向右移动,位于右侧的激光焊接会对待焊接电池组部件4上位于前部的一排预热好的焊接处进行焊接,接着工作人员手动控制电动推杆21收缩一个单位,其会带动h型滑动开槽架23及其上装置向前运动一个单位,便于对待焊接电池组部件4
前部的第二排焊接处进行焊接。
41.然后位于右侧处于通电状态的电磁块一62会断电,位于右侧的相邻电磁块一62不再向吸引,位于右侧被压缩的第一复位弹簧64随之会复原,使得位于右侧的q型滑动开槽架63及其上装置朝相互靠近的方向运动,位于右侧的推动楔形块68会与卡块条35接触,同时位于左侧的电磁块一62会处于通电状态,使得位于左侧的q型滑动开槽架63及其上装置朝相互远离的方向运动,位于左侧的推动楔形块68会与卡块条35分离,此时位于右侧的电磁块二66也会通电,使得位于右侧的矩形开槽块65及其上装置向左运动,位于右侧的第二复位弹簧67随之会被压缩,从而使得位于右侧的推动楔形块68推动卡块条35及其上装置向左移动一个单位,随后位于右侧的电磁块二66会断电,位于右侧的第二复位弹簧67随之会复位并带动位于右侧的矩形开槽块65及其上装置复位,如此往复,使得卡块条35及其上装置复位到初始位置,重复上述操作,能够将待焊接电池组部件4上的焊接处均焊接好。
42.实施例2
43.在实施例1的基础之上,如图9所示,还包括有感应组件7,感应组件7设于两个l型开槽支撑杆22之间,感应组件7用于使焊接的位置更加准确,感应组件7包括有控制模块71、矩形连接杆72、环形支撑架73、电磁感应器一74和电磁感应器二75,两个l型开槽支撑杆22之间共同通过铆钉连接有控制模块71,控制模块71后部固接有矩形连接杆72,矩形连接杆72上固接有环形支撑架73,环形支撑架73上设有六个电磁感应器一74,电磁感应器一74用于感应待焊接电池组部件4的位置,电磁感应器一74呈不均匀分布,焊接套杆54下部固接有电磁感应器二75,电磁感应器二75同样用于感应待焊接电池组部件4的位置。
44.当位于从左至右第一个电磁感应器一74感应到待焊接电池组部件4上的金属材质时,位于左侧的电磁块二66会通电,使得位于左侧的推动楔形块68推动待焊接电池组部件4及其上装置向右移动一个单位,当从左至右第一个电磁感应器一74再次感应到待焊接电池组部件4上的金属材质时,位于左侧的电磁块二66会再次通电,确保在待焊接电池组部件4移动到正确的位置时进行焊接,当待焊接电池组部件4及其上装置向右移动一个单位时,位于左侧的电磁感应器二75刚好会感应到待焊接电池组部件4上的金属材质,此时位于左侧的激光焊接枪55会运作,便于精准地进行预热,当待焊接电池组部件4及其上装置向右移动六个单位时,位于右侧的电磁感应器二75刚好会感应到待焊接电池组部件4上的金属材质,此时位于右侧的激光焊接枪55会运作,便于精准地焊接,当只有从右至左第一个电磁感应器一74感应到待焊接电池组部件4上的金属材质时,待焊接电池组部件4上的一排焊接处已经焊接完成,此时位于右侧的电磁块一62会断电,使得位于右侧的推动楔形块68及其上装置朝相互靠近的方向运动,位于左侧的电磁块一62会通电,使得位于左侧的q型滑动开槽架63及其上装置朝相互远离的方向运动,接着位于右侧的电磁块二66会通电,使得位于右侧的推动楔形块68将待焊接电池组部件4向左推动,从而使得在焊接完一排时待焊接电池组部件4能够自动地回到最左边。通过上述操作,可以使得焊接更加精准。
45.实施例3
46.在实施例2的基础之上,如图10所示,还包括有惰性气体喷管8,支撑圆环53上对称固接有惰性气体喷管8,惰性气体喷管8用于向待焊接电池组部件4的焊接处喷惰性气体,焊接套杆54位于同侧两根惰性气体喷管8之间,同侧惰性气体喷管8与t型腔体架52接通。
47.t型腔体架52与外部惰性气体供给端接通,在预热的过程中,位于左侧的t型压力
阀56会打开,位于左侧的惰性气体喷管8会向待焊接电池组部件4的焊接处喷惰性气体,在焊接的过程中位于右侧的t型压力阀56会打开,位于右侧的惰性气体喷管8同样会向待焊接电池组部件4的焊接处喷惰性气体,从而可以将待焊接电池组部件4焊接处周围的离子化气体驱除,以确保焊道的再出现,便于更好地焊接。
48.实施例4
49.在实施例3的基础之上,如图10和图11所示,还包括有转动组件9,转动组件9设于t型开槽连接架51上,转动组件9包括有固定槽轮91、环形推动架92、支撑块93、滑动卡杆94、第四复位弹簧95、短程气缸96和推动板97,t型开槽连接架51顶部通过焊接的方式连接有固定槽轮91,固定槽轮91上设有不规则的滑槽,固定槽轮91下部套接有环形推动架92,环形推动架92上对称通过焊接的方式连接有支撑块93,相邻支撑块93与激光焊接枪55固接,环形推动架92内侧滑动式连接有滑动卡杆94,滑动卡杆94与固定槽轮91滑动式配合,固定槽轮91对滑动卡杆94起导向的作用,滑动卡杆94会沿着固定槽轮91上的滑槽运动,滑动卡杆94与环形推动架92之间连接有第四复位弹簧95,l型开槽支撑杆22上部固接有短程气缸96,短程气缸96伸缩轴一端固接有推动板97,推动板97与环形推动架92接触,短程气缸96用于驱动推动板97上下往复运动。
50.在电动推杆21收缩一个单位的同时,短程气缸96会伸长,其会带动推动板97向上运动,推动板97会推动环形推动架92及其上装置向上运动,使得激光焊接枪55与焊接套杆54分离,同时通过滑动卡杆94和第四复位弹簧95的配合,滑动卡杆94及其上装置会运动到固定槽轮91滑槽的最高处,接着短程气缸96会收缩,短程气缸96会带动推动板97向下复位,环形推动架92及其上装置随之会在重力的作用下复位,在固定槽轮91的导向作用下,滑动卡杆94及其上装置会沿着固定槽轮91上的斜向滑槽向下复位,使得环形推动架92及其上装置转动180
°
,从而使得两个激光焊接枪55交换位置,并且此时待焊接电池组部件4及其上装置移动到最右侧,其上的一排焊接处已经完成焊接,随后待焊接电池组部件4及其上装置会向左复位,被换到右侧的激光焊接枪55会对待焊接电池组部件4上的下一排焊接处进行预热,接着被换到左侧的激光焊接枪55会对待焊接电池组部件4上的下一排焊接处进行焊接,提高了焊接效率。当待焊接电池组部件4上的下一排焊接处焊接完成时,电动推杆21会再次收缩一个单位,短程气缸96会再次伸长,使得激光焊接枪55的位置回到初始状态,便于再次焊接。
51.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。