1.本发明涉及用于处理工件的棱边的工具单元以及用于这种工具单元的能切换的工具系统。
背景技术:
2.由ep 2 492 071 b1已知这种用于处理工件的棱边的工具单元。这种工具单元沿着转动轴线延伸并且包括工具头、用于围绕转动轴线转动地驱动工具头的驱动马达以及用于能在不同的切换状态之间转换的工具头的切换驱动器。工具头具有带一组分布在周边上的第一刀具的第一工具区段和带一组分布在周边上的第二刀具的第二工具区段。第二刀具沿周边方向观察的话定位在第一刀具之间。第二工具区段相对第一工具区段沿纵轴线的方向借助切换驱动器能在无源的位置和有源的位置之间来回移动,其中,第二刀具在无源位置中相对第一刀具沿轴向被回拉,并且其中,第二刀具在有源位置中在第一刀具之间穿过地沿着轴向突出。
3.工具头处在驱动马达的轴向的端部处,而切换驱动器则定位在对置的轴向的端部处。切换驱动器可以电动气动地、电液压地和/或电磁地设计并且作用到移动缸上,移动缸的运动借助沿纵向导引穿过驱动马达的驱动主轴作用到对置的能活动的工具区段上并且确定了该工具区段的切换位置。通过转换使用不同的铣削轮廓(fraesprofile)。通过所选择的驱动配置应当提高设计方案的可行性并且因此提高多轮廓铣削装置的灵活性。
4.但所述目标要通过伴随复杂和高度集成化的结构设计的高昂的机械耗费来换取。转动驱动器和切换驱动器必须同轴地导入彼此并且相互支承。除了随之而来的高昂的构造和成本耗费外,在支承部位处也产生了带来随后的保养耗费的磨损。在受损情况下,必须以其整体形式来更换或维修单元。无法使用标准化的并且因此利于成本的驱动器。
技术实现要素:
5.本发明的任务是,结构设计上明显简化本文开头所述类型的工具单元并且在此减少了磨损现象以及由此带来的保养耗费。
6.该任务通过一种用于处理工件的棱边的工具单元解决,该工具单元沿着转动轴线延伸,该工具单元包括沿着转动轴线延伸的工具头、用于围绕转动轴线转动地驱动工具头的驱动马达以及用于工具头的切换驱动器,其中,工具头具有带一组分布在周边上的第一刀具的第一工具区段和带一组分布在周边上的第二刀具的第二工具区段,其中,第二刀具沿周边方向观察定位在第一刀具之间,其中,第二工具区段能相对第一工具区段沿着转动轴线的方向借助切换驱动器在无源的位置和有源的位置之间来回移动,其中,第二刀具在无源的位置中相对第一刀具沿轴向被回拉,并且其中,第二刀具在有源的位置中在第一刀具之间穿过地沿轴向突出,其中,切换驱动器包括至少一个电磁体和布置在电磁体的作用区域内的由能磁性吸引的材料制成的操纵电枢,其中,至少一个电磁体沿轴向定位在工具头和驱动马达之间并且抗扭地固定在驱动马达的壳体部分处,其中,操纵电枢与第二工具
区段牢固地连接,并且其中,在至少一个电磁体和操纵电枢之间不仅在无源的位置中而且在有源的位置中留有间隙。
7.此外,本发明的任务是,说明一种用于这种工具单元的能切换的工具系统,工具单元在简单的结构和可靠的功能下能使用在标准化的驱动马达处。
8.该任务通过一种用于工具单元的能切换的工具系统解决,其中,工具单元包括用于围绕转动轴线转动地驱动工具头的驱动马达,其中,能切换的工具系统包括工具头以及用于该工具头的切换驱动器,其中,工具头沿着转动轴线延伸并且具有带一组分布在周边上的第一刀具的第一工具区段以及带一组分布在周边上的第二刀具的第二工具区段,其中,第二刀具沿周边方向观察定位在第一刀具之间,其中,第二工具区段能相对第一工具区段沿纵轴线的方向借助切换驱动器在无源的位置和有源的位置之间来回移动,其中,第二刀具在无源的位置中相对第一刀具沿轴向被回拉,并且其中,第二刀具在有源的位置中能在第一刀具之间穿过地沿轴向突出,其中,切换驱动器包括由能磁性吸引的材料制成的操纵电枢和至少一个作用到该操纵电枢上的电磁体,其中,至少一个电磁体具有用于在轴向位置中在工具头和驱动马达之间抗扭地固定在驱动马达的壳体部分处的固定器件,其中,操纵电枢与第二工具区段牢固地连接,并且其中,工具头具有用于固定在驱动马达的驱动轴处的固定接口。
9.按照本发明规定,切换驱动器包括至少一个电磁体和布置在电磁体的作用区域中的由能磁性吸引的材料制成的操纵电枢。至少一个电磁体沿轴向定位在工具头和驱动马达之间并且抗扭地固定在驱动马达的壳体部分处。操纵电枢与第二工具区段牢固地连接,其中,在至少一个电磁体和操纵电枢之间不仅在无源的位置中而且在有源的位置中留有间隙。
10.与此对应的能切换的工具系统包括所述的工具头以及所述的切换驱动器。至少一个电磁体具有用于在轴向位置中在工具头和驱动马达之间抗扭地固定在驱动马达的壳体部分处的固定器件。相应的工具头具有用于固定在驱动马达的驱动轴处的固定接口。
11.在按本发明的设计方案中,无论是能切换的工具头还是相关的切换驱动器,均处在工具单元的或者驱动马达的相同的侧面上,因而可以取消昂贵的传递器件。虽然由于电磁体固定在驱动马达的壳体部分处并且操纵电枢固定在第二工具区段处而产生了转动的相对运动。但不必为此提供在两个组件之间的独立的支承结构,因为仅工具头在驱动马达的驱动轴处的固定就够用了。因此工具头单独借助驱动轴的支承结构支承,而电磁体则机械上与之独立地抗扭地保持在马达处。特别是由于在电磁体和操纵电枢之间的所述间隙,在两个组件之间缺乏直接的接触,因而所述布置结构就此而言是无磨损的。能切换的工具系统可以安装在任意驱动马达处。现有的驱动马达可以毫无困难地用按本发明的能切换的工具系统加装,因为不需要嵌入驱动马达的内部。
12.电磁的吸力的传递无接触地通过所述间隙完成。这个间隙必须仅确保,不会出现摩擦,因而所述间隙可以相应地设定成尺寸很小。因此可以施加大的磁力,所述大的磁力确保了在不同的切换状态之间或者在有源的和无源的位置之间的可靠的转换。此外还可以可靠地保持已达到的切换位置。
13.可能适宜的是,在使用相应的硬磁材料的情况下为操纵电枢设置永磁特性。与之匹配的是,电磁体能以交替的极性运行,这导致了永磁体的相吸或相斥。结果是有源的位置
和无源的位置可以仅通过磁力起动和保持。但在优选的扩展设计方案中,操纵电枢由软磁的材料制成。虽然为此仅施加有仅唯一一个相应的切换方向的磁性的吸力,因而针对沿反向的切换过程采取附加措施。但使用软磁材料开放了对可以考虑的材料的大量选择,所述材料例如包含工具钢在内。因此可以达到一种利于成本的并且还牢固的结构设计。
14.在一种有利的实施方式中,第二工具区段借助压力弹簧元件被切换驱动器向前朝有源位置的方向预紧。切换驱动器设计用于,在激活时将第二工具区段克服压力弹簧元件的这种预紧力地从有源位置吸引到无源位置中。所述布置结构以仅最小的控制耗费达成。电磁体的极化方向并不重要。对电磁体而言,仅两种运行状态即“通电”和“未通电”是有意义的,其中,电磁体在通电状态下将第二工具区段回拉到无源的位置中并且保持在那里,压力弹簧元件则在电磁体的未通电的状态下将第二工具区段向前压入到有源位置中并且保持在那里。在最小耗费下,实现了在两种切换状态之间的可靠的和无需保养的转换以及实现了已达到的切换状态的可靠的保持。
15.为结构设计方案考虑不同的可能性。但优选的是将压力弹簧元件构造成与转动轴线同心布置的轴弹簧。在很小的轴向构造空间下可以达到很高的切换力和保持力。同轴的构造形式避免了倾斜和翘曲(verkanten)。
16.按照意义,相同的说明也适用于这样一种优选的实施方式,在该实施方式中,电磁体设计成环形磁体,其中,操纵电枢与环形磁体对应地构造成环形,并且其中,环形磁体以及环形的操纵电枢与转动轴线同心布置。
附图说明
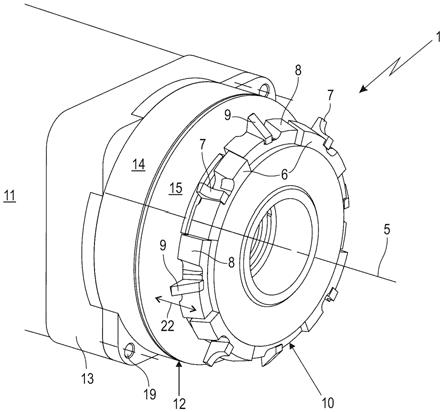
17.接下来借助附图更为详细地描述本发明的实施例。图中:图1在立体视图中示出了按本发明设计的、带有工具头、驱动马达和切换驱动器的工具单元的工作区域;图2在侧视图中示出了按图1的工具单元,带有在其无源的位置中被回拉的第二工具区段;图3示出了按图2的布置结构,带有处在有源位置中的第二工具区段;并且图4在剖面图中示出了在用于铣削两种不同的棱边轮廓的切换状态中的按图1至3的能切换的工具系统。
具体实施方式
18.图1在立体视图中示出了按本发明设计的工具单元1的工作区域。工具单元1设计和设置用于处理工件4的在图4中示出的棱边2、3,其中,优选处理木材和诸如有或者没有涂层的木屑板(spanplatten)的木质材料。工具单元1以通常同心的构造方式沿着转动轴线5延伸并且包括工具头10、用于围绕转动轴线5转动地驱动工具头的驱动马达11以及用于工具头10的切换驱动器12,借助切换驱动器可以将工具头10带入到不同的切换状态中以产生有不同的棱边轮廓的不同的棱边2、3(图4)。
19.为此,工具头10具有带一组分布在周边上的第一刀具7的第一工具区段6以及带一组分布在周边上的第二刀具9的第二工具区段8。第一刀具7和第二刀具9具有彼此不同的刀具轮廓,其中,在所示实施例中,第一刀具7具有形式为圆形区段的凹陷的轮廓,而第二刀具
9则设置有直线的、相对转动轴线5弯曲的刀具轮廓,该刀具轮廓在此例如与转动轴线5成45
°
角。但在本发明的范畴内也可以为第一刀具7和第二刀具9使用其它刀具轮廓。
20.无论如何,第二刀具9沿周边方向观察定位在第一刀具7之间,其中,第二工具区段8能相对第一工具区段6沿转动轴线5的方向借助切换驱动器12在无源的位置和有源的位置之间对应双箭头22来回移动。
21.按照本发明,切换驱动器12包括至少一个电磁体14和布置在该电磁体14的作用范围中的由能磁性吸引的材料制成的操纵电枢15。术语“作用范围”在此指的是,电磁体14在相应地操纵时这样作用到操纵电枢15上,使得这个操纵电枢与第二工具区段8一起沿着转动轴线5的方向移动,因而该工具区段的切换位置发生了改变。为此,至少一个电磁体14沿轴向、即沿转动轴线5的方向定位在工具头10和驱动马达11的邻接的端侧(stirnseitig)的端部之间。此外,至少一个电磁体14设置有固定器件19,固定器件在此构造成螺旋凸缘并且借助固定器件将电磁体14抗扭地固定在驱动马达11的壳体部分13处。另一方面,操纵电枢15与第二工具区段8抗扭地连接,因此随这个第二工具区段或者作为工具单元1的一部分在运行中围绕转动轴线5相对静止不动的电磁体14或驱动马达11的静止不动的壳体部分13转动。
22.图2、3在侧视图中示出了在不同的切换状态下的按图1的工具单元1,其中,在此为相同的特征设置相同的附图标记。在图2中示出了一种切换状态,在该切换状态下,第二工具区段8连同其第二刀具9和操纵电枢15一起借助切换驱动器12或电磁体14相对在轴向固定不动的第一工具区段6沿着箭头23的方向被回拉。在这个无源的位置中,第二刀具9相对第一刀具7沿着转动轴线5的方向对应箭头23地沿轴向被回拉。尽管在此出现了最大可能的轴向的接近,但在电磁体14和操纵电枢15之间仍留有间隙16,因而两个构件是无接触的。间隙16的间隙尺寸在所示的无源的位置中有利地处在约0.5 mm的范围内,其中,相宜地考虑0.2 mm至1.0 mm的范围。
23.与之不同的是,在图3中示出了一种切换状态,在该切换状态下,第二工具区段8连同其第二刀具9和操纵电枢15一起处在有源的位置中。从按图2的无源的位置起,所述结构单元因此经历了电磁体14向前沿箭头24方向的轴向的移动。这样来选择移动路程,使得有直线的刀具轮廓的第二刀具9在按图3的有源位置中在凹陷的第一刀具7之间穿过地沿着箭头24的方向轴向突出。为此所需的移动路程有利地处在2至4mm的范围内,其中,间隙16的间隙尺寸相比按图2的无源的位置有所增加,增加的幅度为移动路程的大小。无论如何,明确的是,在至少一个电磁体14和操纵电枢15之间无论在无源的位置中还是在有源的位置中均留有间隙尺寸>0的间隙16。
24.由按图1至3的图示可知,工具单元1基本上由两个区段构成,即一方面由驱动马达11并且另一方面由能切换的工具系统构成,工具系统包括之前所说明的工具头10以及同样在前面说明的切换驱动器12。能切换的工具系统总体上定位和固定在驱动马达11的仅一个轴向的端侧处,因而仅相应的固定接口是必需的,但对驱动马达11本身的结构设计的干预却不是必需的。可以选择或者甚至加装常用的、市面上能买到的驱动马达11,其中,在其中仅一个在端侧的端部处可以安装带有工具头10和切换驱动器12的能切换的工具系统。
25.为了阐明另外的结构设计上的细节,图4在剖面图中示出了按图1至3的所述的能切换的工具系统,其中,为了更好地理解,示出了两个一致的能切换的工具系统,它们在一
致的结构设计的构造下仅就它们的切换状态有所不同。因此工具头10包括中央体26,第一工具区段6连同固定在该第一工具区段处的第一刀具7一体地构造在该中央体处。为了形成与驱动马达11(图1至3)的驱动轴18的固定接口21,在中央体26中成形有锥形的支座29,该支座在已安装的状态下放置在驱动轴18的夹紧锥体上。此外,固定接口21的一部分是中央的夹紧螺钉27,该夹紧螺钉松动地借助止动环28紧固在中央体26中并且为了安装而旋入到驱动轴18的端侧的螺纹钻孔中。工具头10由此借助其中央体26张紧在驱动轴18的夹紧锥体上,因而形成了由工具头10和驱动轴18构成的居中、抗扭的单元。对工具头10的进一步的固定或支承既不是必需的也没有加以设置。工具头10仅通过驱动轴18支承并且此外还相对电磁体14是无接触的。
26.能相对固定不动的第一工具区段6沿轴向移动的第二工具区段8具有基体20,第二刀具9固定在该基体处。在这个基体20中或这个基体处可以布置、固定或埋入由能磁性吸引的材料制成的各个元件,以便以这种方式形成操纵电枢15。在此可以涉及永磁体。在所示的优选的实施方式中,操纵电枢15总体由软磁的材料、尤其由工具钢制成,并且与基体20一体式构造。与操纵电枢15对应的是,多个电磁体14尤其能同心地围绕转动轴线5布置。在所示的优选的实施例中,电磁体14设计成环形磁体,操纵电枢15则与此对应地同样设计成环形的。带有成形的操纵电枢15的基体和也设计成环形磁体的电磁体14与转动轴线5同心地定位,由此产生了紧凑的、无倾斜的构造形式。
27.中心体26在其面朝电气的驱动马达11的端部处承载环绕的压力件25,压力弹簧元件17支撑在该压力件处。压力弹簧元件17可以是由多个分布在周边上的螺旋压力弹簧、盘形弹簧包组或类似物构成的一种装置并且在所示实施例中是与转动轴线5同心布置的轴弹簧。压力弹簧元件17沿反向朝第二工具区段8的端面受支撑并且设置有轴向的预压应力。由于这种轴向的预压应力,第二工具区段8对应箭头24地被切换驱动器12向前预紧和压入到其有源的位置中。在图4的上半部分中,电磁体14是无源的,即未通电的,因而电磁体不施加轴向的操纵力到操纵电枢15上。因此压力弹簧元件17的预紧力导致,第二工具区段8沿箭头24的方向移动并且在此占据其有源的位置。此外,这个有源的位置通过弹簧元件17的所述的预紧力保持,因而不需要单独的锁定。无论如何,在这个有源的位置中,第二刀具9在第一刀具7之间穿过地沿轴向突出这样远,使得第二刀具在工件4处对应第二刀具9的刀具轮廓地、即在此以45
°
斜边的形式构造了棱边2。
28.但倘若在电磁体14处施加合适的供应电压并且因此向这个电磁体供应电流,那么电磁体14总体上施加轴向的吸力到操纵电枢15上并且因此到第二工具区段8上。电磁体14和操纵电枢15被这样设定尺寸或设计,使得这个吸力足以克服压力弹簧元件17的预压紧力。这种状态在图4的下部中示出,其中,第二工具区段8克服在压力件25处的止挡地被回拉到之前已经说明的无源(passiv)的位置中并且在那里通过电磁体14的吸力保持。在这个被回拉的无源的位置中,直线的第二刀具9相对凹陷的第一刀具7沿轴向被回拉,因而工具头10在工件4处产生了具有在此经倒圆的对应的轮廓的棱边3。
29.在有源(aktiv)的和无源的位置之间的转换并且因此在有待产生的棱边2、3的不同的铣削轮廓之间的转换,仅通过根据选择接通或断开的电磁体14、操纵电枢15和优选使用的压力弹簧元件17的相互作用完成。