1.本发明涉及激光加工装置和激光加工方法。
背景技术:
2.作为现有的激光加工装置,例如在日本专利第5025876号公报中记载有在加工对象物的内部形成改质区域的装置。日本专利第5025876号公报所记载的激光加工装置包括:载置加工对象物的载置台;出射照明光的观察用光源;出射激光的激光光源;将照明光聚光于加工对象物的表面并且将激光聚光于加工对象物的内部的聚光用透镜;和拍摄聚光于加工对象物的表面的照明光的反射光来取得摄像数据的摄像单元。在日本专利第5025876号公报所记载的激光加工装置中,在根据摄像数据使载置台和聚光用透镜中的至少一者移动以使照明光的焦点位于加工对象物的表面上之后,以该表面为基准使载置台和聚光用透镜中的至少一者在加工对象物的厚度方向上移动以使得激光的聚光点位于加工对象物的内部。
技术实现要素:
3.近年来,在激光加工装置中,有时从第2主面侧对具有包含第1主面和第1主面的相反侧的第2主面的基板、和设置在基板的第1主面侧且包含金属层的功能元件层的对象物照射加工用激光,在功能元件层的内部沿着假想面形成改质区域。在该情况下,在使用上述的现有技术形成改质区域时,以基板的激光入射面(第2主面)为基准,使载置台和聚光用透镜的至少一者在厚度方向上移动。由此,如果基板厚度产生偏差,则受到其影响,厚度方向上的激光的聚光点的位置(改质区域的形成位置)产生偏差,加工品质有可能恶化。
4.因此,本发明的课题在于提供一种能够进行抑制了基板厚度的偏差的影响的激光加工的激光加工装置和激光加工方法。
5.本发明的一个方面的激光加工装置对具有基板和功能元件层的对象物照射加工用激光,该基板包含第1主面和第1主面的相反侧的第2主面,该功能元件层设置于基板的第1主面侧且包含金属层,在功能元件层的内部沿着假想面形成改质区域,所述激光加工装置包括:支承对象物的支承部;从第2主面侧对对象物照射加工用激光的加工用照射部;从第2主面侧对对象物照射透过基板的观察用透过光的观察用照射部;使支承部、加工用照射部和观察用照射部中的至少任一个在对象物的厚度方向上移动的移动机构;取得观察用透过光的焦点对准金属层时的厚度方向上的观察用照射部和/或支承部的位置作为金属层焦点位置的焦点位置取得部;和以由焦点位置取得部取得的金属层焦点位置为基准,将形成改质区域时的厚度方向上的加工用照射部和/或支承部的位置设定为激光加工位置的加工位置设定部。
6.在该激光加工装置中,取得观察用透过光的焦点对准金属层而非对象物的激光入射面时的金属层焦点位置,以该金属层焦点位置为基准来设定激光加工位置。由此,即使基板变厚或变薄,也能够不受其影响地设定激光加工位置。即,能够进行抑制了基板厚度的偏
差的影响的激光加工。
7.本发明的激光加工装置也可以包括第1摄像元件,其对观察用透过光具有灵敏度,接收与来自观察用照射部的观察用透过光的照射相应地反射的反射光。在该情况下,能够利用第1摄像元件的拍摄结果,使观察用照射部和/或支承部在厚度方向上移动,以使观察用透过光的焦点对准金属层。
8.在本发明的激光加工装置中,也可以是,第1摄像元件还对加工用激光具有灵敏度,还接收与来自加工用照射部的加工用激光的照射相应地反射的反射光。在该情况下,能够利用第1摄像元件的拍摄结果来掌握例如加工用激光的光束形状等。
9.本发明的激光加工装置也可以包括位置对齐部,其基于第1摄像元件的拍摄结果控制移动机构,使观察用照射部和/或支承部在厚度方向上移动,以使观察用透过光的焦点对准金属层。在该情况下,能够自动地在厚度方向上移动以使观察用照射部和/或支承部以观察用透过光的焦点对准金属层。
10.在本发明的激光加工装置中,也可以是,金属层焦点位置用在支承部上以厚度方向为坐标轴的情况下的观察用照射部的坐标表示,激光加工位置用在支承部上以厚度方向为坐标轴的情况下的加工用照射部的坐标表示。由此,能够简便地处理金属层焦点位置和激光加工位置。
11.本发明的激光加工装置也可以包括存储部,其存储预先决定的作为金属层焦点位置的基准值的基准焦点位置和预先决定的作为激光加工位置的基准值的基准加工位置,加工位置设定部求出由焦点位置取得部取得的金属层焦点位置与基准焦点位置的差,并基于该差和基准加工位置来设定激光加工位置。在该情况下,能够简便地设定激光加工位置。
12.在本发明的激光加工装置中,也可以是,加工位置设定部将根据该差或该差的修正值对基准加工位置进行加减而得到的值设定为激光加工位置。在该情况下,能够简便且高精度地设定激光加工位置。
13.在本发明的激光加工装置中,也可以是,基准加工位置是加工余裕范围的中央值,加工余裕范围是在使加工用照射部和/或支承部移动以使加工用激光的聚光点在假想面的周边在厚度方向移动的情况下,加工品质成为一定以上时的该移动的范围。在该情况下,若使用低na(numerical aperture)的聚光部作为加工用激光的聚光部,则能够得到更宽的加工余裕范围。
14.本发明的激光加工装置也可以包括激光加工执行部,其利用移动机构使加工用照射部位于由加工位置设定部设定的激光加工位置,并从该加工用照射部对对象物照射加工用激光,由此在功能元件层的内部形成改质区域。在该情况下,能够具体地实现功能元件层的内部的改质区域的形成。
15.在本发明的激光加工装置中,也可以是,改质区域以从厚度方向观察时在功能元件层的一部分区域或整个区域扩展的方式形成。在该情况下,能够利用从厚度方向观察时形成于功能元件层的一部分区域或整个区域的改质区域来剥离对象物。
16.本发明的激光加工装置也可以包括构成加工用照射部和观察用照射部的激光加工头,激光加工头以同轴的方式出射加工用激光和观察用透过光。在该情况下,能够将加工用照射部和观察用照射部一体地构成为激光加工头,并且能够从该激光加工头以同轴的方式出射加工用激光和观察用透过光。
17.本发明的激光加工装置也可以包括构成加工用照射部和观察用照射部的激光加工头,激光加工头以不同轴的方式出射加工用激光和观察用透过光。在该情况下,能够将加工用照射部和观察用照射部一体地构成为激光加工头,并且能够从该激光加工头以不同轴的方式出射加工用激光和观察用透过光。
18.本发明的激光加工装置也可以包括:构成加工用照射部的激光加工头;和构成观察用照射部且与激光加工头分体的观察用头。在该情况下,能够将加工用照射部和观察用照射部分别作为激光加工头和观察用头分体地构成,并且将加工用激光和观察用透过光分别从激光加工头和观察用头以不同轴的方式出射。
19.本发明的激光加工装置也可以包括第2摄像元件,其对加工用激光具有灵敏度,接收与来自加工用照射部的加工用激光的照射相应地反射的反射光。在该情况下,能够利用第2摄像元件的拍摄结果来掌握例如加工用激光的光束形状等。
20.本发明的激光加工方法对具有基板和功能元件层的对象物照射加工用激光,基板包含第1主面和第1主面的相反侧的第2主面,功能元件层设置在基板的第1主面侧且包含金属层,在功能元件层的内部沿着假想面形成改质区域,所述激光加工方法包括:利用支承部支承对象物的步骤;利用加工用照射部从第2主面侧对对象物照射加工用激光的步骤;利用观察用照射部从第2主面侧对对象物照射透过基板的观察用透过光,利用第1摄像元件接收与观察用透过光的照射相应地反射的反射光的步骤;基于第1摄像元件的拍摄结果使观察用照射部和/或支承部在对象物的厚度方向上移动,取得观察用透过光的焦点对准金属层时的厚度方向上的观察用照射部和/或支承部的位置作为金属层焦点位置的步骤;和以所取得的金属层焦点位置为基准,将形成改质区域时的厚度方向上的加工用照射部和/或支承部的位置设定为激光加工位置的步骤。
21.在该激光加工方法中,取得观察用透过光的焦点对准金属层而非对象物的激光入射面时的金属层焦点位置,以该金属层焦点位置为基准来设定激光加工位置。由此,即使基板变厚或变薄,也能够不受其影响地设定激光加工位置。即,能够进行抑制了基板厚度的偏差的影响的激光加工。
22.本发明的激光加工方法也可以包括取得作为金属层焦点位置的基准值的基准焦点位置和作为激光加工位置的基准值的基准加工位置的基准值取得步骤,在基准值取得步骤中,包括:利用支承部支承基准设定用的对象物的步骤;从第2主面侧对基准设定用的对象物照射观察用透过光,利用第1摄像元件接收与观察用透过光的照射相应地反射的反射光,基于第1摄像元件的拍摄结果使观察用照射部和/或支承部在厚度方向上移动,取得观察用透过光的焦点对准金属层时的厚度方向上的观察用照射部和/或支承部的位置作为基准焦点位置的步骤;和改变厚度方向上的加工用照射部和/或支承部的位置而从第2主面侧对基准设定用的对象物照射加工用激光,基于其加工品质和加工用照射部和/或支承部的位置取得基准加工位置的步骤,在设定激光加工位置的步骤中,求出所取得的金属层焦点位置与基准焦点位置的差,基于该差和基准加工位置来设定激光加工位置。在该情况下,能够利用基准焦点位置和基准加工位置来简便地设定激光加工位置。
附图说明
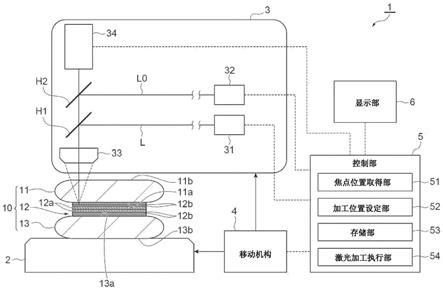
23.图1是表示第1实施方式的激光加工装置的结构图。
24.图2是表示对象物的俯视图和截面图。
25.图3是放大表示对象物的一部分的截面图。
26.图4是表示基准值取得步骤的流程图。
27.图5是表示层间剥离加工的流程图。
28.图6的(a)是用于说明基准值取得步骤的对象物的概略截面图。图6(b)是表示图6(a)的后续的图。
29.图7(a)是表示图6(b)的后续的图。图7(b)是表示图7(a)的后续的图。
30.图8(a)是用于说明层间剥离加工的对象物的概略截面图。图8(b)是表示图8(a)的后续的图。
31.图9(a)是用于说明一般的激光加工的对象物的概略截面图。图9(b)是用于说明一般的激光加工的对象物的概略截面图。
32.图10是表示第2实施方式的激光加工装置的结构图。
33.图11是表示第3实施方式的激光加工装置的结构图。
34.图12是表示第3实施方式的变形例的观察用头的结构图。
35.图13是表示第4实施方式的激光加工装置的结构图。
36.图14是放大表示变形例的对象物的一部分的截面图。
37.图15(a)为用于对在功能元件层的一部分区域内形成改质区域的第1例进行说明的对象物的俯视图和截面图。图15(b)为用于对在功能元件层的一部分区域内形成改质区域的第2例进行说明的对象物的俯视图和截面图。
38.图16(a)为用于对在功能元件层的一部分区域内形成改质区域的第3例进行说明的对象物的俯视图和截面图。图16(b)为用于对在功能元件层的一部分区域内形成改质区域的第4例进行说明的对象物的俯视图和截面图。
具体实施方式
39.以下,参照附图对实施方式进行详细说明。在各图中,对相同或相当的部分标注相同的附图标记,并省略重复的说明。
40.[第1实施方式]
[0041]
对第1实施方式进行说明。图1所示的激光加工装置1是通过对对象物10照射激光(加工用激光)l而在对象物10形成改质区域的装置。此外,在以下的说明中,将相互正交的3个方向分别称为x方向、y方向和z方向。在本实施方式中,x方向是第1水平方向,y方向是与第1水平方向垂直的第2水平方向,z方向是铅垂方向。z方向对应于对象物10的厚度方向。
[0042]
如图2和图3所示,对象物10具有第1基板11、功能元件层12和第2基板13。第1基板11、功能元件层12和第2基板13以在z方向上依次层叠的方式而被配置。
[0043]
第1基板11和第2基板13是形成为圆板状的晶片。第1基板11和第2基板13例如是硅基板等半导体基板、由压电材料形成的压电材料基板、和由玻璃形成的玻璃基板等。也可以在第1基板11和第2基板13上设置表示晶体取向的凹口(notch)或定向平面。第1基板11包含表面(第1主面)11a和与表面11a相反侧的背面(第2主面)11b。第2基板13包含表面13a和与表面13a相反侧的背面13b。这里的第1基板11和第2基板13以表面11a、13a彼此相对的朝向配置。
[0044]
功能元件层12被设置在第1基板11的表面11a侧。功能元件层12被设置在第2基板13的表面13a侧。功能元件层12包括多个功能元件。各功能元件例如是配线用元件、光电二极管等受光元件、激光二极管等发光元件、存储器等电路元件等。各功能元件存在多个层堆叠而三维地构成的情况、和排列成矩阵状的情况。这里的功能元件层12包括多个金属层12a和多个非金属层12b,它们在z方向上层叠地构成。
[0045]
金属层12a包含ti(钛)层和sn(锡)层等。非金属层12b例如包含氧化膜层和氮化膜层。非金属层12b例如包含sio(一氧化硅)层和sicn(碳氮化硅)层。金属层12a和非金属层12b例如通过成膜处理(溅射、蒸镀或cvd等)、蚀刻处理(干式蚀刻或湿式蚀刻)、以及研磨处理等而形成在表面11a、13a上。
[0046]
在对象物10上设定有作为剥离预定面的假想面m1。假想面m1是预定形成改质区域的面。假想面m1是与对象物10的作为激光入射面的背面11b相对的面。假想面m1是与背面11b平行的面,例如呈圆形状。假想面m1是假想的区域,并不限定于平面,也可以是曲面或三维状的面。假想面m1的设定能够由用户经由操作输入部(省略图示)来进行。假想面m1也可以是被指定了坐标的面。
[0047]
如图1所示,本实施方式的激光加工装置1通过使聚光点(至少聚光区域的一部分)对准对象物10并照射激光l,在对象物10的功能元件层12的内部沿着假想面m1(参照图2)形成改质区域。激光加工装置1对对象物10实施包含剥离加工的激光加工。剥离加工是用于将对象物10的一部分剥离的加工。激光加工装置1具有作为激光剥离装置的功能。假想面m1的位置(即,改质区域的形成位置)是在功能元件层12中比其更靠激光入射侧不包含金属层12a(即,仅包含非金属层12b)的位置。
[0048]
激光加工装置1包括支承部2、激光加工头3、移动机构4、控制部5和显示部6。支承部2例如通过吸附来支承对象物10。支承部2能够分别沿着x方向、y方向和z方向移动。在本实施方式的支承部2上,以将背面11b设为作为激光入射面侧的上侧的状态载置对象物10。支承部2具有沿着z方向延伸的旋转轴,能够以该旋转轴为中心旋转。
[0049]
激光加工头3具有加工用光源31、观察用光源32、聚光部33和第1摄像元件34。加工用光源31例如通过脉冲振荡方式出射加工用的激光l。激光l是对功能元件层12具有吸收性的波长区域的激光。例如,作为加工用光源31,使用固体脉冲激光装置,激光l的波长为355nm。观察用光源32出射透过第1基板11的观察用透过光l0。观察用透过光l0是对第1基板11具有透过性的波长区域的光。作为观察用光源32,没有特别限定,只要能够出射观察用透过光l0,则能够使用各种光源。
[0050]
聚光部33将激光l和观察用透过光l0聚光于由支承部2支承的对象物10。在本实施方式中,从加工用光源31出射的激光l被分色镜h1反射,入射到聚光部33。另外,从观察用光源32出射的观察用透过光l0被分色镜h2反射而透过分色镜h1,入射到聚光部33。聚光部33将如此入射的激光l和观察用透过光l0聚光于对象物10。聚光部33构成为包括例如由多个聚光用透镜构成的透镜单元。作为聚光部33的透镜单元,能够利用低na(numerical aperture:数值孔径)的透镜单元。另外,聚光部33可以具有在z方向上驱动透镜单元的压电元件等驱动机构,也可以不具有。作为低na,例如可举出0.1~0.4。
[0051]
第1摄像元件34是对观察用透过光l0具有灵敏度的摄像元件。第1摄像元件34接收与观察用透过光l0的照射(聚光部33的观察用透过光l0向对象物10的聚光)相应地反射的
反射光。在本实施方式中,照射到对象物10并被功能元件层12的金属层12a反射的观察用透过光l0的反射光经由聚光部33和分色镜h1、h2而被第1摄像元件34检测出。例如,第1摄像元件34取得由观察用透过光l0形成的金属层12a的像作为图像。
[0052]
另外,第1摄像元件34还对激光l具有灵敏度。第1摄像元件34还接收与激光l的照射(聚光部33对激光l的对象物10的聚光)相应地反射的反射光。在本实施方式中,照射到对象物10而被反射的激光l的反射光经由聚光部33和分色镜h1、h2而由第1摄像元件34检测出。例如,第1摄像元件34取得与激光l的光束形状相关的像作为图像。第1摄像元件34将拍摄结果输出到控制部5。
[0053]
这样的激光加工头3以同轴的方式出射激光l和观察用透过光l0。激光加工头3构成从背面11b侧向对象物10照射激光l的加工用照射部和从背面11b向对象物10照射观察用透过光l0的观察用照射部。激光加工头3可以包括对激光l进行调制的空间光调制器,也可以不包括。
[0054]
移动机构4包括使支承部2和激光加工头3中的至少任一个在x方向、y方向和z方向上移动的机构。移动机构4通过电动机等公知的驱动装置的驱动力驱动支承部2和激光加工头3中的至少任一个,以使激光l的聚光点在x方向、y方向和z方向上移动。移动机构4通过电动机等公知的驱动装置的驱动力来驱动支承部2和激光加工头3中的至少任一个,以使观察用透过光l0的焦点在z方向上移动。另外,移动机构4包括使支承部2以旋转轴为中心旋转的机构。移动机构4通过电动机等公知的驱动装置的驱动力对支承部2进行旋转驱动,以使激光l的聚光点在绕旋转轴的θ方向上移动。作为移动机构4,没有特别限定,能够采用公知的各种机构。
[0055]
控制部5控制激光加工装置1的各部的动作。控制部5构成为包括处理器、存储器、存储器和通信设备等的计算机装置。在控制部5中,处理器执行读入到存储器等的软件(程序),控制存储器和存储装置中的数据的读出和写入、以及基于通信设备的通信。控制部5包括焦点位置取得部51、加工位置设定部52、存储部53和激光加工执行部54。
[0056]
焦点位置取得部51取得观察用透过光l0的焦点对准金属层12a时的z方向上的激光加工头3的位置作为金属层焦点位置(以下,简称为“金属层焦点位置”)。金属层焦点位置由支承部2上的激光加工头3的z坐标(z方向的坐标轴的坐标)表示。例如,在显示于显示部6的基于观察用透过光l0的金属层12a的图像中,在金属层12a对焦时,利用焦点位置取得部51取得此时的激光加工头3的z方向的位置作为金属层焦点位置。
[0057]
加工位置设定部52以由焦点位置取得部51取得的金属层焦点位置为基准,将通过激光l的聚光形成改质区域时的z方向上的激光加工头3的位置设定为激光加工位置(以下,简称为“激光加工位置”)。激光加工位置用支承部2上的激光加工头3的z坐标表示。具体而言,加工位置设定部52求出由焦点位置取得部51取得的金属层焦点位置与存储于存储部53的基准焦点位置的差。然后,加工位置设定部52基于求出的该差和存储于存储部53的基准加工位置来设定激光加工位置。作为一例,加工位置设定部52将根据该差的修正值对基准加工位置进行加减而得到的z坐标设定为激光加工位置。
[0058]
存储部53例如是硬盘等,存储各种数据。存储部53存储预先设定作为金属层焦点位置的基准值的基准焦点位置和预先设定作为激光加工位置的基准值的基准加工位置。基准加工位置是作为加工余裕范围的中央值的余裕中心。加工余裕范围是在以激光l的聚光
点在假想面m1的周边在z方向移动的方式使激光加工头3和/或支承部2移动的情况下加工品质成为一定以上时的该移动的范围(详细内容后述)。加工余裕范围也被称为加工工艺(process)窗口。
[0059]
激光加工执行部54利用移动机构4使激光加工头3位于由加工位置设定部52设定的激光加工位置,以聚光于功能元件层12的方式使激光l从激光加工头3向对象物10照射。当激光l聚光于功能元件层12的内部时,激光l在与激光l的聚光点对应的部分被吸收,形成改质区域。改质区域是密度、折射率、机械强度、其他物理特性与周围的非改质区域不同的区域。作为改质区域,例如有熔融处理区域、裂纹区域、绝缘破坏区域、折射率变化区域等。改质区域包含多个改质点和从多个改质点延伸的龟裂。
[0060]
激光加工执行部54在来自激光加工头3的激光l的照射的同时,利用移动机构4使支承部2和激光加工头3的至少一者移动以使激光l的聚光点沿着假想面m1移动。例如,激光加工执行部54一边使支承部2旋转,一边控制激光加工头3的x方向和/或y方向的移动。
[0061]
显示部6例如是监视器等。显示部6由控制部5控制,显示第1摄像元件34的拍摄结果。显示部6显示基于观察用透过光l0的金属层12a的图像。通过确认显示于显示部6的金属层12a是否对焦,能够确认观察用透过光l0的焦点是否对焦于金属层12a。显示部6显示激光l的光束形状的图像。通过确认显示于显示部6的光束形状是否最缩小,能够确认激光l的聚光点的位置。作为显示部6,没有特别限定,能够使用公知的各种显示装置。
[0062]
接着,对激光加工装置1的激光加工方法进行说明。在此,对使用激光加工装置1在功能元件层12使对象物10剥离的层间剥离加工的例子进行说明。
[0063]
本实施方式的激光加工方法对对象物10照射激光l,在功能元件层12的内部沿着假想面m1形成改质区域。在本实施方式的激光加工方法中,首先,在对生产用的对象物10b进行层间剥离加工之前,作为加工前工序,实施取得基准焦点位置和基准加工位置的基准值取得步骤。
[0064]
在基准值取得步骤中,如图4所示,将基准设定用的对象物10安装于支承部2,在支承部2上支承基准设定用的对象物10a(步骤s1)。在步骤s1中,在将第1基板11的背面11b设为激光入射面侧的状态下,将对象物10a载置在支承部2上。
[0065]
取得基准焦点位置(步骤s2)。在步骤s2中,利用激光加工头3从背面11b侧向对象物10a照射观察用透过光l0,利用第1摄像元件34接收与观察用透过光l0的照射相应地反射的反射光(参照图6(a))。使显示部6显示由第1摄像元件34拍摄到的金属层12a的图像(拍摄结果)。利用移动机构4使激光加工头3在z方向上移动,取得显示于显示部6的金属层12a的焦点对准的位置、即观察用透过光l0的焦点对准金属层12a时的激光加工头3的z坐标作为基准焦点位置。将取得的基准焦点位置存储在存储部53中。
[0066]
取得加工余裕范围(步骤s3)。在步骤s3中,首先,例如以激光l的聚光点位于假想面m1上的方式利用移动机构4使激光加工头3在z方向上移动(参照图6(b))。之后,改变激光加工头3的z坐标而从背面11b侧对对象物10a照射激光l,并将其重复多次。根据此时的加工品质和激光加工头3的z坐标,取得加工余裕范围。例如,在使激光加工头3的z坐标从假想面m1的位置逐渐增大和减小地实施的激光加工中,取得加工品质为一定以上的情况下的激光加工头3的z坐标的集合作为加工余裕范围km(参照图7(a)和图7(b))。加工品质为一定以上与对加工品质没有影响的情况同义。通过使显示部6显示在激光加工中或激光加工后由第1
摄像元件34拍摄到的功能元件层12的图像,能够根据该图像掌握加工品质。
[0067]
取得作为加工余裕范围km的中央值的余裕中心作为基准加工位置,并将其存储于存储部53(步骤s4)。将对象物10a从支承部2拆下,基准值取得步骤完成(步骤s5)。
[0068]
顺便说一下,在步骤s3中,也可以将激光加工头3的z坐标与激光l的聚光点的位置关系预先存储于存储部53,基于该位置关系使激光加工头3在z方向上移动。激光加工头3的z坐标与激光l的聚光点的位置关系例如也可以如下那样预先存储于存储部53。即,利用第1摄像元件34拍摄背面11b上的激光l的光束形状的图像,并显示于显示部6。利用移动机构4使激光加工头3在z方向上移动,以使该光束形状最小(光束直径最小化)。也可以将此时的激光加工头3的z坐标与背面11b的位置关系作为激光加工头3的z坐标与激光l的聚光点的位置关系而预先存储于存储部53。
[0069]
接着,进行图5所示的层间剥离加工。在层间剥离加工中,将生产用的对象物10b安装于支承部2,在支承部2上支承对象物10b(步骤s11)。在步骤s11中,在将第1基板11的背面11b设为激光入射面侧的状态下,将对象物10b载置在支承部2上。
[0070]
取得金属层焦点位置(步骤s12)。在步骤s12中,利用激光加工头3从背面11b侧向对象物10b照射观察用透过光l0,利用第1摄像元件34接收与观察用透过光l0的照射相应地反射的反射光(参照图8(a))。使显示部6显示由第1摄像元件34拍摄到的金属层12a的图像(拍摄结果)。利用移动机构4使激光加工头3在z方向上移动,取得显示于显示部6的金属层12a的焦点对准的位置、即观察用透过光l0的焦点对准金属层12a时的激光加工头3的z坐标作为金属层焦点位置。将所取得的金属层焦点位置存储于存储部53。
[0071]
以所取得的金属层焦点位置为基准,设定激光加工位置。即,例如按照下述(1)式,求出在步骤s12中取得的金属层焦点位置与存储于存储部中的基准焦点位置的差(步骤s13)。然后,例如按照下述(2)式,基于差和基准加工位置来设定激光加工位置(步骤s14)。α和β是需要修正的情况下的修正系数。在不需要修正的情况下,α=1和β=0。α和β能够从实验上、经验上和理论上的至少任一观点基于公知技术预先确定。
[0072]
差=金属层焦点位置-基准焦点位置
…
(1)
[0073]
激光加工位置=基准加工位置+(α
×
差+β)
…
(2)
[0074]
实施激光加工(步骤s15)。在步骤s15中,利用激光加工头3从第1基板11的背面11b侧向对象物10b照射激光l(参照图8(b))。利用移动机构4使激光加工头3在z方向移动,以使激光加工头3位于所设定的激光加工位置。在该状态下,利用激光加工头3从第1基板11的背面11b侧向对象物10b照射激光l,使激光l聚光于功能元件层12。在来自激光加工头3的激光l的照射的同时,一边使支承部2旋转一边控制激光加工头3的x方向和/或y方向的移动,使激光l的聚光点沿着假想面m1移动。由此,在功能元件层12的内部沿着假想面m1形成改质区域。在此,改质区域以从z方向观察时在功能元件层12的整个区域扩展的方式形成。
[0075]
之后,将对象物10b从支承部2拆下(步骤s16)。之后,与上述步骤s11~s16同样地对第2张以后的对象物10b进行层间剥离加工,或者结束层间剥离加工。
[0076]
然而,在一般的激光加工中,例如如图9(a)所示,在对象物10形成改质区域时,以照明光l1的焦点位于第1基板11的作为激光入射面的背面11b时的激光加工头3(聚光部33)的z坐标为基准,使激光加工头3在z方向移动规定量h。由此,例如如图9(b)所示,在第1基板11的厚度产生偏差(在图示中变厚)的情况下,受到其影响,z方向上的激光l的聚光点的位
置乃至改质区域的形成位置产生偏差,加工品质有可能恶化。
[0077]
关于这一点,在本实施方式的激光加工装置1和激光加工方法中,取得观察用透过光l0的焦点不对准第1基板11的背面11b而对准金属层12a时的金属层焦点位置,并以该金属层焦点位置为基准来设定激光加工位置。由此,即使第1基板11变厚或变薄,也能够不受其影响地设定激光加工位置。另外,即使第2基板13变厚或变薄,也能够不受其影响地设定激光加工位置。不需要掌握第1和第2基板11、13的厚度。即,能够进行抑制了第1和第2基板11、13的基板厚度的偏差的影响的激光加工。
[0078]
本实施方式包括第1摄像元件34。第1摄像元件34对观察用透过光l0具有灵敏度,接收观察用透过光l0的反射光。在该情况下,能够利用第1摄像元件34的拍摄结果,使激光加工头3在z方向上移动以使观察用透过光l0的焦点对准金属层12a。
[0079]
在本实施方式中,第1摄像元件34还对激光l具有灵敏度,还接收激光l的反射光。在该情况下,能够利用第1摄像元件34的拍摄结果,如上述那样掌握激光l的光束形状。
[0080]
在本实施方式中,金属层焦点位置和激光加工位置用z坐标表示。由此,能够简便地处理金属层焦点位置和激光加工位置。
[0081]
在本实施方式中,存储基准焦点位置和基准加工位置,求出金属层焦点位置与基准焦点位置的差,基于该差和基准加工位置来设定激光加工位置。在该情况下,能够简便地设定激光加工位置。通过在观察用透过光l0和激光l的聚光中使用低na的聚光部33,减少透过第1基板11与非金属层12b所引起的像差影响,而能够使用该设定方法。
[0082]
在本实施方式中,将根据金属层焦点位置与基准焦点位置的差的修正值对基准加工位置进行加减而得到的值设定为激光加工位置。在该情况下,能够简便且高精度地设定激光加工位置。
[0083]
在本实施方式中,基准加工位置是加工余裕范围km的中央值。在该情况下,通过使用低na的聚光部33作为激光l的聚光部,在低na时聚光点尺寸变大,所以能够得到更宽的加工余裕范围km。
[0084]
在本实施方式中,利用移动机构4使激光加工头3位于由加工位置设定部52设定的激光加工位置,从激光加工头3向对象物10照射激光l,由此在功能元件层12的内部形成改质区域。由此,能够具体地实现功能元件层12的内部的沿着假想面m1的改质区域的形成。
[0085]
在本实施方式中,改质区域以从z方向观察在功能元件层12的整个区域扩展的方式形成。在该情况下,能够利用形成于功能元件层12的一部分区域或整个区域的改质区域,使对象物10层间剥离。
[0086]
本实施方式的激光加工装置1包括激光加工头3,从激光加工头3以同轴的方式出射激光l和观察用透过光l0。在该情况下,能够将加工用照射部和观察用照射部作为激光加工头3一体地构成,并且能够将激光l和观察用透过光l0以同轴的方式出射。能够简化装置结构。
[0087]
本实施方式的激光加工方法包括取得基准焦点位置和基准加工位置的基准值取得步骤。在基准值取得步骤中,支承基准设定用的对象物10a,从背面11b向对象物10a照射观察用透过光l0,由第1摄像元件34接收其反射光,根据第1摄像元件34的拍摄结果使激光加工头3在z方向上移动,取得基准焦点位置。改变z方向上的激光加工头3的位置而从背面11b侧向对象物10a照射激光l,基于其加工品质和激光加工头3的z坐标取得基准加工位置。
之后,在设定激光加工位置的情况下,求出金属层焦点位置与基准焦点位置的差,基于该差和基准加工位置来设定激光加工位置。由此,能够利用基准焦点位置和基准加工位置简便地设定激光加工位置。
[0088]
[第2实施方式]
[0089]
对第2实施方式进行说明。在第2实施方式的说明中,对与第1实施方式不同的点进行说明,省略重复的说明。
[0090]
如图10所示,第2实施方式的激光加工装置101在激光加工头3还具有第2摄像元件35这一点上与第1实施方式不同。第2摄像元件35还对激光l具有灵敏度,还接收与激光l的照射相应地反射的反射光。在本实施方式中,照射到对象物10而被反射的激光l的反射光经由聚光部33和分色镜h1、h2、h3而由第2摄像元件35检测出。例如,第2摄像元件35取得激光l的光束形状的像作为图像。第2摄像元件35将拍摄结果输出到控制部5。另外,本实施方式的第1摄像元件34也可以不对激光l具有灵敏度。显示部6还可以显示第2摄像元件35的拍摄结果。
[0091]
以上,在本实施方式的激光加工装置101和激光加工方法中,也能够进行抑制了第1和第2基板11、13的基板厚度的偏差的影响的激光加工。另外,由于激光加工装置101包括第2摄像元件35,所以能够利用第2摄像元件35的拍摄结果来掌握激光l的光束形状等。
[0092]
[第3实施方式]
[0093]
对第3实施方式进行说明。在第3实施方式的说明中,对与第1实施方式不同的点进行说明,省略重复的说明。
[0094]
如图11所示,第3实施方式的激光加工装置201在替代激光加工头3(参照图1)而包括激光加工头3a和观察用头3b这一点上与第1实施方式不同。
[0095]
激光加工头3a具有加工用光源31、聚光部33a和第2摄像元件35。聚光部33a将激光l聚光于由支承部2支承的对象物10。在本实施方式中,从加工用光源31出射的激光l被分色镜h1反射,入射到聚光部33a。聚光部33a将如此入射的激光l聚光于对象物10。聚光部33a构成为包括例如由多个聚光用透镜构成的透镜单元。作为聚光部33a的透镜单元,能够利用低na的透镜单元。第2摄像元件35还对激光l具有灵敏度,还接收与激光l的照射相应地反射的反射光。例如,第2摄像元件35取得激光l的光束形状的像作为图像。第2摄像元件35将拍摄结果输出到控制部5。
[0096]
观察用头3b具有观察用光源32、聚光部33b和第1摄像元件34。聚光部33b将观察用透过光l0聚光于由支承部2支承的对象物10。在本实施方式中,从观察用光源32出射的观察用透过光l0被分色镜h2反射,入射到聚光部33b。聚光部33b将如此入射的观察用透过光l0聚光于对象物10。聚光部33b与聚光部33a同样地构成为包括例如由多个聚光用透镜构成的透镜单元。
[0097]
像这样,激光加工头3a和观察用头3b相互分体地构成,分别出射激光l和观察用透过光l0。激光加工头3a构成从背面11b侧向对象物10照射激光l的加工用照射部,观察用头3b构成从背面11b向对象物10照射观察用透过光l0的观察用照射部。激光加工头3a可以包括对激光l进行调制的空间光调制器,也可以不包括。
[0098]
本实施方式的移动机构4可以使激光加工头3a和观察用头3b能够独立地在z方向上移动,也可以使激光加工头3a和观察用头3b能够一体地在z方向上移动。
[0099]
以上,在本实施方式的激光加工装置201和激光加工方法中,也能够进行抑制了第1和第2基板11、13的基板厚度的偏差的影响的激光加工。另外,能够将加工用照射部和观察用照射部分别作为激光加工头3a和观察用头3b分体地构成,并且将激光l和观察用透过光l0分别从激光加工头3a和观察用头3b以不同轴的方式出射。
[0100]
图12是表示第3实施方式的变形例的观察用头3b的结构图。如图12所示,观察用头3b也可以具有多个聚光部33b和多个第1摄像元件34。多个聚光部33b所包含的各透镜单元的倍率也可以相互不同。在该情况下,也可以使用多个聚光部33b中的包含倍率最高的透镜单元的聚光部33b,使观察用透过光l0聚光于对象物10。
[0101]
[第4实施方式]
[0102]
对第4实施方式进行说明。在第4实施方式的说明中,对与第1实施方式不同的点进行说明,省略重复的说明。
[0103]
如图13所示,第4实施方式的激光加工装置301在替代激光加工头3(参照图1)而包括激光加工头303这一点上与第1实施方式不同。
[0104]
激光加工头303具有加工用光源31、聚光部333a、第1摄像元件34、观察用光源32、聚光部333b和第2摄像元件35。聚光部333a将激光l聚光于由支承部2支承的对象物10。在本实施方式中,从加工用光源31出射的激光l被分色镜h1反射,入射到聚光部333a。聚光部333a将如此入射的激光l聚光于对象物10。聚光部333a构成为包括例如由多个聚光用透镜构成的透镜单元。作为聚光部333a的透镜单元,能够利用低na的透镜单元。
[0105]
聚光部333b将观察用透过光l0聚光于由支承部2支承的对象物10。在本实施方式中,从观察用光源32出射的观察用透过光l0被分色镜h2反射,入射到聚光部333b。聚光部333b将如此入射的观察用透过光l0聚光于对象物10。聚光部33b与聚光部333a同样地构成为包括例如由多个聚光用透镜构成的透镜单元。第2摄像元件35还对激光l具有灵敏度,还接收与激光l的照射相应地反射的反射光。例如,第2摄像元件35取得激光l的光束形状的像作为图像。第2摄像元件35将拍摄结果输出到控制部5。
[0106]
这样的激光加工头303以不同轴的方式出射激光l和观察用透过光l0。激光加工头303构成从背面11b侧向对象物10照射激光l的加工用照射部和从背面11b向对象物10照射观察用透过光l0的观察用照射部。激光加工头303可以包括对激光l进行调制的空间光调制器,也可以不包括。
[0107]
以上,在本实施方式的激光加工装置301和激光加工方法中,也能够进行抑制了第1和第2基板11、13的基板厚度的偏差的影响的激光加工。另外,能够将加工用照射部和观察用照射部作为激光加工头303一体地构成,并且从该激光加工头303以不同轴的方式出射激光l和观察用透过光l0。
[0108]
[变形例]
[0109]
本发明的一个方式并不限定于上述的实施方式。
[0110]
在上述实施方式中,对象物10具有第1基板11和第2基板13,但并不限定于此。例如如图14所示,对象物10也可以不具有第2基板13。在上述实施方式中,使用修正系数α、β来修正激光加工位置,但也可以不进行该修正。在上述实施方式中,使用上述(2)式所例示的1次函数来修正激光加工位置,但也可以使用n次函数(n为2以上的整数)来修正激光加工位置。上述实施方式的第1摄像元件34也可以不对激光l具有灵敏度。
[0111]
在上述实施方式中,控制部5也可以包括位置对齐部,该位置对齐部根据第1摄像元件34的拍摄结果来控制移动机构4,使激光加工头3、3a、303和观察用头3b在z方向上移动,以使观察用透过光l0的焦点对准金属层12a。在该情况下,能够使激光加工头3、3a、303和观察用头3b自动地在z方向上移动以使观察用透过光l0的焦点对准金属层12a。
[0112]
在上述实施方式中,利用移动机构4使激光加工头3、3a、303和观察用头3b在z方向上移动,但也可以替代其或者在此基础上,利用移动机构4使支承部2在z方向上移动。在上述实施方式中,聚光部33、33a、33b、333a、333b也可以构成为替代透镜单元而例如包含单透镜。
[0113]
在上述实施方式中,从z方向观察时设定在功能元件层12的整个区域扩展的假想面m1,以在功能元件层12的整个区域扩展的方式形成改质区域(整面层间剥离加工),但并不限定于此。也可以设定从z方向观察时在功能元件层12的一部分区域扩展的假想面,以在功能元件层12的一部分区域扩展的方式形成改质区域。在该情况下,能够利用形成于功能元件层12的一部分区域的改质区域,对对象物10进行层间剥离。
[0114]
例如,如图15(a)所示,也可以从z方向观察时设定在功能元件层12的外周部分扩展的假想面m2,以在功能元件层12的外周部分扩展的方式形成改质区域(外周部层间剥离加工)。另外,也可以例如如图15(b)所示,从z方向观察时设定在功能元件层12的内周部分扩展的假想面m3,以在功能元件层12的内周部分扩展的方式形成改质区域(内周部层间剥离加工)。
[0115]
另外,也可以例如如图16(a)所示,从z方向观察时设定弓形的假想面m4,以在功能元件层12中的弓形的一部分扩展的方式形成改质区域(局部层间剥离加工)。另外,也可以例如如图16(b)所示,从z方向观察时设定在圆形中的被一对弓形夹着的一部分扩展的假想面m5,以在功能元件层12中的该一部分扩展的方式形成改质区域(局部层间剥离加工)。
[0116]
在上述实施方式中,对象物10的种类、对象物10的形状、对象物10的尺寸、对象物10所具有的晶体取向的数量和方向、以及对象物10的主面的面方位没有特别限定。在上述实施方式中,对象物10可以包含具有结晶结构的结晶材料而形成,也可以替代其或在此基础上包含具有非结晶结构(非晶质结构)的非结晶材料而形成。结晶材料可以是各向异性结晶和各向同性结晶中的任一种。例如,对象物10也可以包含由氮化镓(gan)、硅(si)、碳化硅(sic)、litao3、金刚石、gaox、蓝宝石(al2o3)、砷化镓、磷化铟、玻璃和无碱玻璃中的至少任一种形成的基板。
[0117]
在上述实施方式中,改质区域例如也可以是形成于对象物10的内部的结晶区域、再结晶区域或吸杂(gettering)区域。结晶区域是维持对象物10的加工前的结构的区域。再结晶区域是暂时蒸发、等离子体化或熔融后再凝固时作为单晶或多晶凝固的区域。吸杂区域是发挥收集并捕获重金属等杂质的吸杂效果的区域,可以连续地形成,也可以断续地形成。上述实施方式也可以应用于烧蚀等加工。
[0118]
上述的实施方式和变形例中的各结构并不限定于上述的材料和形状,能够应用各种材料和形状。另外,上述的实施方式或变形例中的各结构能够任意地应用于其他实施方式或变形例中的各结构。
[0119]
根据本发明,能够提供一种能够抑制基板厚度的偏差的影响的激光加工装置和激光加工方法。