1.本发明涉及钢线加工技术领域,具体为一种高碳钢高强细丝制备方法。
背景技术:
2.高碳钢高强细丝主要是通过盘条进行拉拔形成的细丝,通过对盘条进行多次拉拔,在加工的过程中红进行热处理、退火和合股等工序,有利于将盘条加工成细丝,同时通过不同的材料和工序的不同,加工出的细丝的强度和韧性各不相同。
3.现今市场上高碳钢高强细丝制备方法,在对高碳钢高强细丝进行加工处理的过程中,后续需对成型的细丝进行涂油工作,从而有利于细丝不易生锈,但是在进行涂油的过程中,整体的自动上油工作不够便捷,整体的上油工作需要通过其它外部设备或是其它驱动装置进行运转,增加了能源损耗和生产成本,因此,我们便提出方便解决上述问题的高碳钢高强细丝制备方法的改进。
技术实现要素:
4.本发明的目的在于提供高碳钢高强细丝制备方法的改进,以便解决上述中所提出的现今市场上高碳钢高强细丝制备方法,在对高碳钢高强细丝进行加工处理的过程中,后续需对成型的细丝进行涂油工作,从而有利于细丝不易生锈,但是在进行涂油的过程中,整体的自动上油工作不够便捷,整体的上油工作需要通过其它外部设备或是其它驱动装置进行运转,增加了能源损耗和生产成本的问题。
5.为实现上述目的,本发明提供如下技术方案:一种高碳钢高强细丝制备方法,包括以下步骤:
6.a:电炉冶炼
7.电炉铁水装入量≥65wt%,铁水采用镁粉脱硫,出钢温度1600~1650℃,出钢时用硅铁脱氧,出钢过程进行合金化;
8.b:炉外精炼
9.精炼时间≥40分钟,精炼采用合成渣;
10.c:小方坯连铸
11.连铸采用15~30℃过热度,拉坯速度为2.0~2.5m/min;
12.d:高线控轧
13.开扎温度为900-1000℃、吐丝温度为800-900℃;
14.e:斯太尔摩线控冷
15.轧制后在斯太尔摩线上控制冷却;
16.f:涂油防锈处理
17.成型的细丝通过涂油防锈装置进行涂油工作;
18.g:缠绕工序
19.涂油后的细丝通过收卷盘进行缠绕工作。
20.a步骤中,所述铁水由直径12mm的盘条融化制成,盘条按重量含有0.83-0.96%的碳,0.35-0.77%的硅和0.45-0.55%的锰以及铁和其它杂质元素制成。
21.其中,工序f中所述的涂油防锈装置,包括储油箱、电机和吸油套层,所述储油箱的左侧顶面焊接固定安装有侧板,且侧板的顶端外表面焊接安装有固定块,所述储油箱的右侧外表面螺栓固定安装有电机,且电机的左端输出端镶嵌安装有驱动轴,并且驱动轴与储油箱相互连接,所述驱动轴的左侧与圆桶的右侧焊接连接,且圆桶的左侧焊接固定安装有连接架,并且连接架的底端固定安装有送油机构,所述驱动轴的外表面键连接有第一连接齿轮,且第一连接齿轮的顶端与第二连接齿轮啮合连接,所述第二连接齿轮键连接在支撑轴的外侧,且支撑轴与储油箱转动连接,所述支撑轴的左侧与套筒的右侧焊接连接,且套筒和圆桶的外侧分别套接安装有吸油套层。
22.其中,所述圆桶的轴心线与储油箱的顶面相互平齐,且圆桶的半径小于连接架的长度。
23.其中,所述送油机构包括定位滚珠、圆环、连接轴、收纳盒体、配重块、定位凸块和限位槽,且送油机构的内部安装有圆环,所述圆环与送油机构之间通过定位滚珠相互连接,且圆环通过连接轴与收纳盒体的右端相互连接,并且收纳盒体的左侧焊接固定安装有配重块,所述连接轴的外表面固定安装有定位凸块,且定位凸块位于限位槽的内部,并且限位槽开设在圆环的内壁上。
24.其中,所述收纳盒体通过连接轴与圆环构成旋转结构,且圆环通过定位滚珠与送油机构构成旋转结构,并且连接轴上的定位凸块与限位槽的连接方式为转动连接,同时定位凸块的旋转角度范围为0
°‑
30
°
。
25.其中,所述套筒包括出油孔和进油孔,且套筒的外表面开设有出油孔,并且套筒的左侧中心设置有进油孔。
26.其中,所述出油孔在套筒上等间距分布,且套筒上的进油孔左侧直径小于进油孔的右侧直径,并且进油孔的直径小于套筒的内径。
27.本发明提供另一种技术方案是一种涂油防锈装置的使用方法,包括如下步骤:
28.步骤一:将储油箱内倾倒防锈油,使防锈油没过圆桶上的吸油套层底部,使的吸油套层吸收防锈油;
29.步骤二:将电机通过电源线与外界电源连接后启动,使电机通过驱动轴带动圆桶和第一连接齿轮进行旋转;
30.步骤三:圆桶旋转时通过连接架带动送油机构,送油机构进行旋转上升工作,使得收纳盒体与固定块接触后受到挤压进行旋转倾倒,收纳盒体内的防锈油通过进油孔倒进套筒内,套筒内的防锈油通过出油孔流出浸湿吸油套层,从而达到持续送油的工作;
31.步骤四:第一连接齿轮旋转时通过第二连接齿轮和支撑轴带动套筒进行旋转,使套筒与圆桶的旋转方位相反;
32.步骤五:将需要进行涂油的细丝从吸油套层之间穿过,吸油套层可对细丝进行涂油工作。
33.与现有技术相比,本发明的有益效果是:该高碳钢高强细丝制备方法的改进;
34.(一)、电机在进行旋转的工作时,可带动圆桶和套筒进行旋转工作,有利于细丝的移位工作,同时可带动送油机构整体进行重复的旋转升降工作,便于对送油机构上的收纳
盒体将储油箱内的防锈油输送进套筒的内部,有利于进行自动上油工作,方便对细丝的涂油。
35.(二)、收纳盒体可通过配重块保持整体的平稳工作,同时通过圆环在送油机构上的旋转,有利于防止收纳盒体整体发生翻转,同时收纳盒体在旋转上升的过程中,收纳盒体可通过与固定块的接触贴合,受到挤压后,收纳盒体进行顺时针转动,从而将收纳盒体内部的防锈油进行倾倒,提高了整体上油过程中的平稳。
附图说明
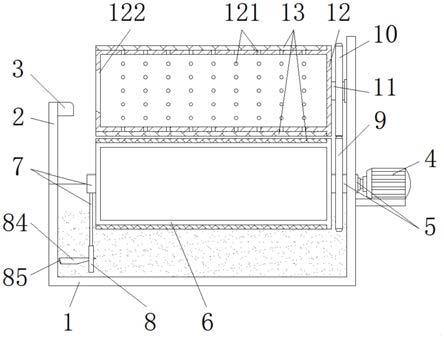
36.图1为本发明整体正视剖面结构示意图;
37.图2为本发明第一连接齿轮与第二连接齿轮左视连接结构示意图;
38.图3为本发明储油箱立体结构示意图;
39.图4为本发明送油机构正视剖面连接结构示意图;
40.图5为本发明送油机构右视结构示意图;
41.图6为本发明连接轴与圆环正视连接结构示意图。
42.图中:1、储油箱;2、侧板;3、固定块;4、电机;5、驱动轴;6、圆桶;7、连接架;8、送油机构;81、定位滚珠;82、圆环;83、连接轴;84、收纳盒体;85、配重块;86、定位凸块;87、限位槽;9、第一连接齿轮;10、第二连接齿轮;11、支撑轴;12、套筒;121、出油孔;122、进油孔;13、吸油套层。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.一种高碳钢高强细丝制备方法,由直径12mm的盘条制成,盘条按重量含有0.83-0.96%的碳,0.35-0.77%的硅和0.45-0.55%的锰以及铁和其它杂质元素制成,通过增加含碳量可提高盘条的强度,同时通过增加盘条的直径来提高总压缩率,从而提高钢丝的强度;
45.a:电炉冶炼
46.电炉铁水装入量≥65wt%,铁水采用镁粉脱硫,出钢温度1600~1650℃,出钢时用硅铁脱氧,出钢过程进行合金化;
47.b:炉外精炼
48.精炼时间≥40分钟,精炼采用合成渣;
49.c:小方坯连铸
50.连铸采用15~30℃过热度,拉坯速度为2.0~2.5m/min;
51.d:高线控轧
52.开扎温度为900-1000℃、吐丝温度为800-900℃
53.e:斯太尔摩线控冷
54.轧制后在斯太尔摩线上控制冷却;
55.f:涂油防锈处理
56.成型的细丝通过涂油防锈装置进行涂油工作;
57.g:缠绕工序
58.涂油后的细丝通过收卷盘进行缠绕工作。
59.a步骤中,铁水由直径12mm的盘条融化制成,盘条按重量含有0.83-0.96%的碳,0.35-0.77%的硅和0.45-0.55%的锰以及铁和其它杂质元素制成。
60.工序f中的涂油防锈装置,包括储油箱1、电机4和吸油套层13,储油箱1的左侧顶面焊接固定安装有侧板2,且侧板2的顶端外表面焊接安装有固定块3,储油箱1的右侧外表面螺栓固定安装有电机4,且电机4的左端输出端镶嵌安装有驱动轴5,并且驱动轴5与储油箱1相互连接,驱动轴5的左侧与圆桶6的右侧焊接连接,且圆桶6的左侧焊接固定安装有连接架7,并且连接架7的底端固定安装有送油机构8,驱动轴5的外表面键连接有第一连接齿轮9,且第一连接齿轮9的顶端与第二连接齿轮10啮合连接,第二连接齿轮10键连接在支撑轴11的外侧,且支撑轴11与储油箱1转动连接,支撑轴11的左侧与套筒12的右侧焊接连接,且套筒12和圆桶6的外侧分别套接安装有吸油套层13。
61.圆桶6的轴心线与储油箱1的顶面相互平齐,且圆桶6的半径小于连接架7的长度,有利于圆桶6的底部与储油箱1内部的防锈油接触,使得防锈油吸附在圆桶6外侧的吸油套层13上,便于后续的涂油工作。
62.送油机构8包括定位滚珠81、圆环82、连接轴83、收纳盒体84、配重块85、定位凸块86和限位槽87,且送油机构8的内部安装有圆环82,圆环82与送油机构8之间通过定位滚珠81相互连接,且圆环82通过连接轴83与收纳盒体84的右端相互连接,并且收纳盒体84的左侧焊接固定安装有配重块85,连接轴83的外表面固定安装有定位凸块86,且定位凸块86位于限位槽87的内部,并且限位槽87开设在圆环82的内壁上,收纳盒体84通过连接轴83与圆环82构成旋转结构,且圆环82通过定位滚珠81与送油机构8构成旋转结构,并且连接轴83上的定位凸块86与限位槽87的连接方式为转动连接,同时定位凸块86的旋转角度范围为0
°‑
30
°
,有利于收纳盒体84通过连接轴83进行旋转倾倒工作,且可对收纳盒体84的旋转范围进行限定,避免整体角度过大无法运转,同时通过圆环82的转动避免收纳盒体84发生翻转,方便后续收纳盒体84与固定块3接触后受到挤压进行倒油工作,从而达到自动上油的运转。
63.套筒12包括出油孔121和进油孔122,且套筒12的外表面开设有出油孔121,并且套筒12的左侧中心设置有进油孔122,出油孔121在套筒12上等间距分布,且套筒12上的进油孔122左侧直径小于进油孔122的右侧直径,并且进油孔122的直径小于套筒12的内径,有利于防锈油通过进油孔122进入套筒12的内部,后续套筒12的内部的防锈油通过出油孔121浸入吸油套层13内,从而保持吸油套层13整体的湿润工作,便于进行涂油。
64.为了更好的展现出涂油防锈装置的具体使用方法,本实施例中对一种涂油防锈装置的使用方法,包括如下步骤:
65.步骤一:将储油箱1内倾倒防锈油,使防锈油没过圆桶6上的吸油套层13底部,使的吸油套层13吸收防锈油;
66.步骤二:将电机4通过电源线与外界电源连接后启动,使电机4通过驱动轴5带动圆桶6和第一连接齿轮9进行旋转;
67.步骤三:圆桶6旋转时通过连接架7带动送油机构8,送油机构8进行旋转上升工作,
使得收纳盒体84与固定块3接触后受到挤压进行旋转倾倒,收纳盒体84内的防锈油通过进油孔122倒进套筒12内,套筒12内的防锈油通过出油孔121流出浸湿吸油套层13,从而达到持续送油的工作;
68.步骤四:第一连接齿轮9旋转时通过第二连接齿轮10和支撑轴11带动套筒12进行旋转,使套筒12与圆桶6的旋转方位相反;
69.步骤五:将需要进行涂油的细丝从吸油套层13之间穿过,吸油套层13可对细丝进行涂油工作。
70.本实施例的工作原理:根据图1和图3-5,首先往储油箱1内进行倒油工作,使防锈油没过圆桶6外侧吸油套层13的底部,接着将电机4通过电源线与外界电源连接后启动,使电机4通过驱动轴5带动圆桶6进行旋转工作,从而使圆桶6通过连接架7带动送油机构8进行旋转,送油机构8在进行旋转上升的过程中,收纳盒体84带着收集的防锈油移出储油箱1内,同时收纳盒体84整体通过圆环82在送油机构8上的旋转和配重块85进行调节工作,提高了收纳盒体84整体的稳定性,避免收纳盒体84发生翻转,防止收纳盒体84内的防锈油洒出;
71.根据图1和图3-6,当收纳盒体84移动到上方时,收纳盒体84的左端与侧板2上固定块3的表面进行贴合,使得收纳盒体84受到挤压后,收纳盒体84通过连接轴83在圆环82上进行旋转倾倒工作,将收纳盒体84内部的防锈油通过进油孔122倒进套筒12的内部,防锈油可通过套筒12内的出油孔121侵入吸油套层13内,同时收纳盒体84继续旋转与固定块3分离,收纳盒体84通过配重块85进行旋转复位,且连接轴83带动定位凸块86在限位槽87内转动,可对收纳盒体84的复位角度进行定位,提高了收纳盒体84整体的稳定,避免收纳盒体84发生转动角度过大,从而达到重复的上油工作;
72.根据图1-2,驱动轴5在进行旋转的过程中,驱动轴5带动第一连接齿轮9进行旋转,第一连接齿轮9通过第二连接齿轮10和支撑轴11带动套筒12的进行旋转,有利于套筒12和圆桶6同时进行转动,便于套筒12和圆桶6外侧的吸油套层13对细丝进行涂油工作,从而完成一系列工作。
73.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
74.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。