1.本发明涉及钢板弹簧生产技术领域,具体为一种中心螺栓全自动装配设备及其工艺。
背景技术:
2.钢板弹簧是汽车悬架中应用最广泛的一种弹性元件,它是由若干片等宽但不等长(厚度可以相等,也可以不相等)的合金弹簧片组合而成的一根近似等强度的弹性梁。
3.中心螺栓是钢板弹簧的重要组成部位,中心螺栓用于连接各弹簧片,即弹簧钢板,连接后保持各个弹簧钢板紧密配合形成钢板弹簧,保证装配时各片的相对位置及钢板反向变形时各片不致互相分开,以免主片单独承载,此外还可防止各片横向错动。
4.目前,现有的中心螺栓装配主要问题在于不易对多片弹簧钢板进行对齐校准,同时中心螺栓装配后才能对成品进行质量检测,检测组装完成的钢板弹簧是否合格,但若不合格则报废或拆解就影响了加工效率,浪费加工能耗,且不易进行自动化生产,为此我们提供一种自动对多片弹簧钢板进行对齐校准的能够进行预先质量检测的中心螺栓全自动装配设备。
技术实现要素:
5.本发明的目的在于提供一种中心螺栓全自动装配设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种中心螺栓全自动装配设备,包括:壳体,所述壳体的底部焊接有支撑架,所述支撑架底部焊接有支撑脚,且支撑架上方的壳体外侧壁相互对称的两侧皆设有进出口。
7.板材治具组件,具有平移座和升降布置于平移座上方的一对放置模具,所述放置模具用于码垛放置待装配的弹簧钢板使用,所述平移座滑动安装于两侧进出口之间的壳体内部,所述壳体上对称布置有一对用于平移座滑动导向使用的滑杆一,滑杆一两端皆设有警示牌,所述壳体外侧壁上对称安装有一对用于带动平移座移动使用的气缸一,两个所述放置模具的底端皆设有贯穿平移座布置有滑杆二,所述放置模具下方的平移座上安装有用于带动放置模具升降使用的气缸二。
8.装配孔校准组件,具有位于壳体内部中间位置处的摇摆座和翻转布置于摇摆座上的校准头,所述摇摆座上设有连接壳体使用的转轴,所述转轴外侧设有轮齿,所述壳体内部安装有用于带动转轴转动使用的电机一,所述摇摆座上焊接有用于安装校准头使用的固定板,所述放置模具同一竖直平面部位的固定板上通过轴承安装有转头,所述固定板上安装有用于带动转头旋转使用的电机二,所述校准头焊接于转头外侧可随转头旋转产生翻转,所述校准头的内部伸缩布置有用于随着摇摆座往复旋转进行装配孔校准使用的插杆,且插杆与校准头之间弹性连接。
9.压紧组件,具有搭接板和翻转布置于搭接板上的收紧臂,所述搭接板伸缩布置于固定板下方,所述固定板上对称安装有一对用于带动搭接板升降使用的气缸三,所述搭接板上设有用于卡设校准头使用的缺口一,所述搭接板两端的两侧皆设有可套设于放置模具两侧使用的延伸部,所述搭接板两端的两侧延伸部之间皆垂直穿插布置有锁紧杆,且搭接板两端的顶部皆安装有用于带动锁紧杆穿插使用的气缸四,所述收紧臂用于翻转后对准放置模具正下方并收缩带动弹簧钢板相互靠近压紧使用,且放置模具上设有用于收紧臂活动使用的缺口二。
10.所述的压紧组件还用于检测螺栓装配前的钢板弹簧的弹力及复位性能使用。
11.螺栓装配组件,具有翻转布置于搭接板上的输送臂和用于螺栓与螺帽伺服使用的机械臂,所述输送臂上设有用于螺栓输送使用的进给柱,所述输送臂用于翻转后对准放置模具正下方并收缩带动进给柱对准弹簧钢板装配孔后顶出螺栓使用,所述进给柱的轴心位置处设有用于螺栓放置使用的放置槽,所述放置槽的内部安装有用于带动内部放置螺栓顶出使用的气缸五,所述机械臂布置于壳体内部一侧的拐角位置处,所述机械臂为工业六轴机器人,且机械臂手臂的前端设有机械爪并具有夹持及旋转功能。
12.优选的,所述搭接板底端的外侧壁上安装有用于带动输送臂翻转使用的电机三,所述电机三的输出端连接有翻转板一,所述翻转板一的外侧安装有气缸六,所述气缸六平行于翻转板一布置,所述气缸六的输出端连接有升降板一,所述进给柱垂直安装于所述升降板一的顶端,且输送臂翻转后进给柱轴心对准弹簧钢板装配孔布置。
13.优选的,所述搭接板底端的外侧壁上安装有用于带动收紧臂翻转使用的电机四,所述电机四的输出端连接有翻转板二,所述翻转板二的外侧安装有气缸七,所述气缸七平行于翻转板二布置,所述气缸七的输出端连接有升降板二,所述收紧臂翻转后升降板二对准缺口二布置用于带动弹簧钢板收紧。
14.优选的,所述升降板二与气缸七的连接部位安装有压力传感器。
15.优选的,所述放置模具的内部由内到外依次设有若干个用于放置不同长度弹簧钢板使用的限位槽,所述放置模具内部的限位槽呈阶梯状布置,所述限位槽皆呈圆弧状,且限位槽两端位置处的放置模具内部皆通过轴承安装有支撑辊。
16.优选的,所述放置模具顶部的两端皆对称布置有一对用于居中对齐最大弹簧钢板使用的挤压头,所述放置模具上安装有用于带动挤压头相互运动使用的气缸八。
17.优选的,所述校准头的内部设有空腔,所述空腔的内部对称布置有一对滑杆三,所述两侧滑杆三之间的空腔内部滑动连接有连接柱,所述空腔内部安装有用于带动连接柱滑动使用的气缸九,所述插杆弹性连接于连接柱下方,所述连接柱内部设有与插杆相适配的滑槽,且滑槽与插杆之间设有挤压弹簧。
18.一种中心螺栓装配工艺,包括如下步骤:s1:材料准备,将待进行装配的弹簧钢板准备至装配设备部位进行供料,根据厂房结构及设备加工需要可利用传送带将不同大小的弹簧钢板进行依次输送或者直接利用托盘摆放叠加固定位置放置的弹簧钢板等待进行码垛供料使用,螺栓及螺母进行准备,螺栓及螺母准备可由加装的振动盘及固定的输送轨道将螺栓及螺母定点供给,以方便机械臂进行拾取。
19.s2:多个弹簧钢板相互码垛及装配孔的相互校准,利用平移座往复平移使上方的
两个放置模具分别呈其中一个位于壳体外侧露出方便进行码垛,其中另一个位于摇摆座正下方位置处的状态方便进行装配孔校准使用,码垛时,利用外置的工业六轴机器人将多个弹簧钢板按照大小分别放置于放置模具内侧的阶梯状限位槽内部,此时多个弹簧钢板相互叠加布置大致形成钢板弹簧样式但由于放置精度不易控制故而还需要进行装配孔校准以满足自动装配使用,装配孔校准时,平移座平移转换两个放置模具位置,此时原先完成码垛的防止模具移动至摇摆座正下方,而原先位于摇摆座正下方的放置模具则运动至壳体外侧,运动至壳体外侧的放置模具再次进行码垛,同时对位于摇摆座正下方的放置模具内部弹簧钢板进行校准,气缸二带动放置模具上升至靠近校准头的高度位置处,此时校准头竖直向下布置,放置模具顶端两侧的气缸八相互挤压主片卷耳从而将主片限制在放置模具内部中心位置处,完成主片的校准,且此时主片上的装配孔位于插杆正下方,两端卷耳分别与两侧锁紧杆相对齐,气缸四收缩带动锁紧杆插入主片上的卷耳内部完成主片固定,气缸九伸展带动插杆下降插入主片中心位置处的装配孔内部,此时若下方的弹簧钢板皆摆放整齐则插杆可直接顺利贯穿后续弹簧钢板上的装配孔完成校准,但由于摆放存在不确定性即容易存在误差,故而在插杆挤压伸展的同时,摇摆座带动校准头及主片弹簧钢板整体进行往复旋转校准插杆对准各个弹簧钢板上的装配孔使用,插杆左右摇摆能够左右大范围寻找装配孔位置,当对准后即可贯穿布置从而完成校准,此时多个弹簧钢板整齐叠加布置,但由于钢板之间间隙及方便校准使用故而容易使间距摆放的较大,往往首个钢板与最后一级钢板之间的间距大于中心螺栓长度,故而需要进行收紧整合。
20.s3:弹簧钢板的收紧整合,电机四翻转带动升降板二呈竖直状态卡合于缺口二部位,气缸七收缩带动升降板二上抬收紧各个弹簧钢板,此时插杆保持限制装配孔位置即确保弹簧钢板能够整齐收紧,收紧后放置模具下降复位并等待随平移座移动进行连续码垛及校准收紧使用。
21.s4:钢板弹簧的质量预检,钢板弹簧收紧完成后升降板二再次克服钢板弹簧弹力进行收紧,收紧时利用升降板二与气缸七之间的压力传感器检测数值判断钢板弹簧在极限变形下的弹力大小,此时插杆充当中心螺栓的功能使用防止弹簧钢板位移,从而对钢板弹簧自动进行检测,合格的钢板弹簧进行后续中心螺栓装配,不合格的钢板弹簧直接不经过螺栓紧固退出设备。
22.s5:中心螺栓装配紧固,针对合格的钢板弹簧进行装配,机械臂首先拾取螺栓放置于进给柱部位放置槽内部,然后再次拾取螺帽等待装配,电机三带动翻转板一及进给柱进行翻转,翻转后进给柱针对弹簧钢板的下方装配孔布置,且此时插杆与进给柱内部螺栓同轴相向布置,插杆由气缸九带动倒退,进给柱内部的螺栓由气缸五顶出进入装配孔内部,当螺栓完成插入各个弹簧钢板部位装配孔后,插杆完全退出装配孔,而后校准头由转头带动翻转偏移露出螺栓的顶端方便进行螺帽装配,机械臂将螺帽对准螺栓后旋紧完成钢板弹簧的装配紧固,完成钢板弹簧全自动码垛校准及中心螺栓装配使用。
23.与现有技术相比,本发明的有益效果是:本发明能够利用双放置模具实现边进行钢板弹簧的自动装配边上料等待下次装配使用,工作效率较高,同时在装配过程中,中心螺栓拧紧前可进行自动装配孔的校准及钢板弹簧的质量检测使用,增加成品质量,减小无用能耗,利用机械结构实现的自动化程度较高,同时令人意想不到的是,校准使用的插杆还在质量检测的过程中起到充当中心螺栓的功能使用效果,装配质量较好。
附图说明
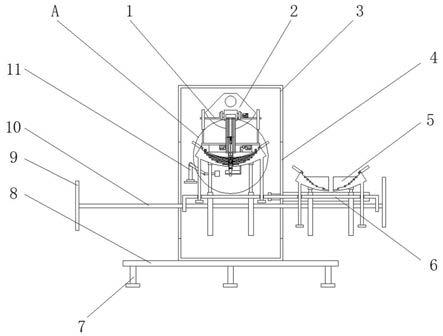
24.图1为本发明的正视内部结构示意图;图2为本发明的摇摆座部位正视内部结构示意图;图3为本发明的等待进行螺栓装配状态下摇摆座部位侧面内部结构示意图;图4为本发明的螺栓进行装配状态下摇摆座部位侧面内部结构示意图;图5为本发明的板材治具组件部位正视内部结构示意图;图6为本发明的放置模具正视内部放大结构示意图;图7为本发明的放置模具俯视结构示意图;图8为本发明的校准头正视内部放大结构示意图;图9为本发明的输送臂与收紧臂侧视结构示意图;图10为本发明的a部位放大结构示意图。
25.图中:1、固定板;2、摇摆座;3、壳体;4、进出口;5、放置模具;6、平移座;7、支撑脚;8、支撑架;9、警示牌;10、滑杆一;11、机械臂;12、转轴;13、电机二;14、气缸三;15、校准头;16、延伸部;17、锁紧杆;18、输送臂;181、翻转板一;182、电机三;183、气缸六;184、升降板一;185、进给柱;19、收紧臂;191、电机四;192、翻转板二;193、气缸七;194、升降板二;20、搭接板;21、气缸四;22、转头;23、轮齿;24、插杆;25、电机一;26、缺口一;27、气缸八;28、限位槽;29、缺口二;30、支撑辊;31、挤压头;32、气缸二;33、滑杆二;34、气缸一;35、气缸九;36、滑杆三;37、滑槽;38、连接柱;39、空腔;40、挤压弹簧。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1-10,本发明提供的一种实施例:一种中心螺栓全自动装配设备,包括:设备外部支撑防护使用的壳体3,所述壳体3的底部焊接有支撑架8,所述支撑架8底部焊接有若干个支撑脚7,且支撑架8上方的壳体3外侧壁相互对称的两侧皆设有进出口4,双进出口4用于双工位交替进行连续装配生产使用,满足螺栓装配同时上料,上料同时安装螺栓进行装配的高效生产目的。
28.板材治具组件,用于弹簧钢板加工使用的活动治具,具有平移座6和升降布置于平移座6上方的一对放置模具5,所述放置模具5用于码垛放置待装配的弹簧钢板使用,具体地,所述放置模具5的内部由内到外依次设有若干个用于放置不同长度弹簧钢板使用的限位槽28,所述放置模具5内部的限位槽28呈阶梯状布置,所述限位槽28皆呈圆弧状,随弹簧钢板弧度基本一致为宜,放置模具5样式不变,但整体大小可随产品大小进行改变,方便不同大小的弹簧钢板码垛后形成钢板弹簧使用,所述限位槽28两端位置处的放置模具5内部皆通过轴承安装有支撑辊30,限位槽28内部两端皆设有用于支撑辊30安装使用的沉头槽,保持支撑辊30外侧表面高度略大于各个梯次的限位槽28内壁高度一致即可减小滑动摩擦使用,所述放置模具5顶部的两端皆对称布置有一对用于居中对齐最大弹簧钢板使用的挤压头31,最大弹簧钢板即为主片弹簧钢板,且挤压头31的挤压部位为两端挂耳,所述放置模
具5上安装有用于带动挤压头31相互运动使用的气缸八27,所述平移座6滑动安装于两侧进出口4之间的壳体3内部,所述壳体3上对称布置有一对用于平移座6滑动导向使用的滑杆一10,滑杆一10两端皆设有警示牌9,所述壳体3外侧壁上对称安装有一对用于带动平移座6移动使用的气缸一34,两个所述放置模具5的底端皆设有贯穿平移座6布置有滑杆二33,所述放置模具5下方的平移座6上安装有用于带动放置模具5升降使用的气缸二32,放置模具5可拆卸,方便更换不同大小的放置模具5使用,可拆卸方式可为平移座6整体更换拆卸或放置模具5单独与平移座6之间可拆卸,具体拆卸结构在此不一一赘述。
29.装配孔校准组件,板材治具组件部位虽然能够利用限位槽28对各个弹簧钢板在码垛放置时起到一定的对齐效果,但为了方便放置以及板材相互误差的存在,故而限位槽28的长度都设置为大于各个等级弹簧钢板的长度,即预留有活动的间隙,所以为了满足自动化生产,装配孔校准组件需要对可能存在误差的各级弹簧钢板进行装配孔的校准,需要说明的是,装配孔即为各个弹簧钢板中心位置处贯穿的用于中心螺栓安装使用的孔洞,具体的,校准组件具有位于壳体3内部中间位置处的摇摆座2和翻转布置于摇摆座2上的校准头15,所述摇摆座2上设有连接壳体3使用的转轴12,所述转轴12外侧设有轮齿23,所述壳体3内部安装有用于带动转轴12转动使用的电机一25,所述摇摆座2上焊接有用于安装校准头15使用的固定板1,所述放置模具5同一竖直平面部位的固定板1上通过轴承安装有转头22,所述固定板1上安装有用于带动转头22旋转使用的电机二13,所述校准头15焊接于转头22外侧可随转头22旋转产生翻转,所述校准头15的内部伸缩布置有用于随着摇摆座2往复旋转进行装配孔校准使用的插杆24,且插杆24与校准头15之间弹性连接。
30.所述校准头15的内部设有空腔39,所述空腔39的内部对称布置有一对滑杆三36,所述两侧滑杆三36之间的空腔39内部滑动连接有连接柱38,所述空腔39内部安装有用于带动连接柱38滑动使用的气缸九35,所述插杆24弹性连接于连接柱38下方,所述连接柱38内部设有与插杆24相适配的滑槽37,且滑槽37与插杆24之间设有挤压弹簧40。
31.插杆24底端可设有滚珠,类似于圆珠笔的笔头样式,减小磨损。
32.压紧组件,具有搭接板20和翻转布置于搭接板20上的收紧臂19,所述搭接板20伸缩布置于固定板1下方,所述固定板1上对称安装有一对用于带动搭接板20升降使用的气缸三14,所述搭接板20底端的外侧壁上安装有用于带动收紧臂19翻转使用的电机四191,所述电机四191的输出端连接有翻转板二192,所述翻转板二192的外侧安装有气缸七193,所述气缸七193平行于翻转板二192布置,所述气缸七193的输出端连接有升降板二194,所述收紧臂19翻转后升降板二194对准缺口二29布置用于带动弹簧钢板收紧,所述搭接板20上设有用于卡设校准头15使用的缺口一26,所述搭接板20两端的两侧皆设有可套设于放置模具5两侧使用的延伸部16,所述搭接板20两端的两侧延伸部16之间皆垂直穿插布置有锁紧杆17,且搭接板20两端的顶部皆安装有用于带动锁紧杆17穿插使用的气缸四21,所述收紧臂19用于翻转后对准放置模具5正下方并收缩带动弹簧钢板相互靠近压紧使用,且放置模具5上设有用于收紧臂19活动使用的缺口二29。
33.所述的压紧组件还用于检测螺栓装配前的钢板弹簧的弹力及复位性能使用,所述升降板二194与气缸七193的连接部位安装有压力传感器,利用压力传感器检测钢板弹簧在定长挤压后的弹力大小判断是否合格,还可在钢板弹簧极限承受力情况下搭配外置的摄像组件判断是否能够承受极端弹力等等,压力传感器的使用即可满足钢板弹簧的性能检测使
用,但根据用户需求,可加装摄像组件进行拍摄图片与预设图片的对比判断是否开裂或破损的情况,或者直接为视频拍摄方便人工直观检查皆可。
34.螺栓装配组件,具有翻转布置于搭接板20上的输送臂18和用于螺栓与螺帽伺服使用的机械臂11,所述搭接板20底端的外侧壁上安装有用于带动输送臂18翻转使用的电机三182,所述电机三182的输出端连接有翻转板一181,所述翻转板一181的外侧安装有气缸六183,所述气缸六183平行于翻转板一181布置,所述气缸六183的输出端连接有升降板一184,所述输送臂18上设有用于螺栓输送使用的进给柱185,所述进给柱185垂直安装于所述升降板一184的顶端,所述输送臂18用于翻转后对准放置模具5正下方并收缩带动进给柱185对准弹簧钢板装配孔后顶出螺栓使用,所述进给柱185的轴心位置处设有用于螺栓放置使用的放置槽,所述放置槽的内部安装有用于带动内部放置螺栓顶出使用的气缸五,所述机械臂11布置于壳体3内部一侧的拐角位置处,所述机械臂11为工业六轴机器人,且机械臂11手臂的前端设有机械爪并具有夹持及旋转功能,需要说明的是,工业六轴机器人用于夹取螺栓及螺母搭配手臂前端的夹具是可以实现且属于本领域技术人员所能理解的,具体地工业六轴机器人在多种方式多部位移动过程中都是可通过编程控制的,而夹持及旋转可由手臂前端的可旋转夹具实现,例如由伺服电机输出端再加装机械爪或气动三爪卡盘皆可,夹持用于固定的部位拾取中心螺栓使用,旋转用于固定的部位拾取螺帽后拧紧使用,在此不一一赘述。
35.一种中心螺栓装配工艺,包括如下步骤:s1:材料准备,将待进行装配的弹簧钢板准备至装配设备部位进行供料,根据厂房结构及设备加工需要可利用传送带将不同大小的弹簧钢板进行依次输送或者直接利用托盘摆放叠加固定位置放置的弹簧钢板等待进行码垛供料使用,螺栓及螺母进行准备,螺栓及螺母准备可由加装的振动盘及固定的输送轨道将螺栓及螺母定点供给,以方便机械臂11进行拾取。
36.s2:多个弹簧钢板相互码垛及装配孔的相互校准,利用平移座6往复平移使上方的两个放置模具5分别呈其中一个位于壳体3外侧露出方便进行码垛,其中另一个位于摇摆座2正下方位置处的状态方便进行装配孔校准使用,码垛时,利用外置的工业六轴机器人将多个弹簧钢板按照大小分别放置于放置模具5内侧的阶梯状限位槽28内部,此时多个弹簧钢板相互叠加布置大致形成钢板弹簧样式但由于放置精度不易控制故而还需要进行装配孔校准以满足自动装配使用,装配孔校准时,平移座6平移转换两个放置模具5位置,此时原先完成码垛的防止模具5移动至摇摆座2正下方,而原先位于摇摆座2正下方的放置模具5则运动至壳体3外侧,运动至壳体3外侧的放置模具5再次进行码垛,同时对位于摇摆座2正下方的放置模具5内部弹簧钢板进行校准,气缸二32带动放置模具5上升至靠近校准头15的高度位置处,此时校准头15竖直向下布置,放置模具5顶端两侧的气缸八27相互挤压主片卷耳从而将主片限制在放置模具5内部中心位置处,完成主片的校准,且此时主片上的装配孔位于插杆24正下方,两端卷耳分别与两侧锁紧杆17相对齐,气缸四21收缩带动锁紧杆17插入主片上的卷耳内部完成主片固定,气缸九35伸展带动插杆24下降插入主片中心位置处的装配孔内部,此时若下方的弹簧钢板皆摆放整齐则插杆24可直接顺利贯穿后续弹簧钢板上的装配孔完成校准,但由于摆放存在不确定性即容易存在误差,故而在插杆24挤压伸展的同时,摇摆座2带动校准头15及主片弹簧钢板整体进行往复旋转校准插杆24对准各个弹簧钢板上
的装配孔使用,插杆24左右摇摆能够左右大范围寻找装配孔位置,当对准后即可贯穿布置从而完成校准,此时多个弹簧钢板整齐叠加布置,但由于钢板之间间隙及方便校准使用故而容易使间距摆放的较大,往往首个钢板与最后一级钢板之间的间距大于中心螺栓长度,故而需要进行收紧整合。
37.s3:弹簧钢板的收紧整合,电机四191翻转带动升降板二194呈竖直状态卡合于缺口二29部位,气缸七193收缩带动升降板二194上抬收紧各个弹簧钢板,此时插杆24保持限制装配孔位置即确保弹簧钢板能够整齐收紧,收紧后放置模具5下降复位并等待随平移座6移动进行连续码垛及校准收紧使用。
38.s4:钢板弹簧的质量预检,钢板弹簧收紧完成后升降板二194再次克服钢板弹簧弹力进行收紧,收紧时利用升降板二194与气缸七193之间的压力传感器检测数值判断钢板弹簧在极限变形下的弹力大小,此时插杆24充当中心螺栓的功能使用防止弹簧钢板位移,从而对钢板弹簧自动进行检测,合格的钢板弹簧进行后续中心螺栓装配,不合格的钢板弹簧直接不经过螺栓紧固退出设备。
39.s5:中心螺栓装配紧固,针对合格的钢板弹簧进行装配,机械臂11首先拾取螺栓放置于进给柱185部位放置槽内部,然后再次拾取螺帽等待装配,电机三182带动翻转板一181及进给柱185进行翻转,翻转后进给柱185针对弹簧钢板的下方装配孔布置,且此时插杆24与进给柱185内部螺栓同轴相向布置,插杆24由气缸九35带动倒退,进给柱185内部的螺栓由气缸五顶出进入装配孔内部,当螺栓完成插入各个弹簧钢板部位装配孔后,插杆24完全退出装配孔,而后校准头15由转头22带动翻转偏移露出螺栓的顶端方便进行螺帽装配,机械臂11将螺帽对准螺栓后旋紧完成钢板弹簧的装配紧固,完成钢板弹簧全自动码垛校准及中心螺栓装配使用。
40.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。