1.本发明属于复合材料制备技术领域,具体涉及一种钨硼铝复合屏蔽材料的搅拌摩擦焊接方法及其强化工艺。
背景技术:
2.碳化硼和钨增强铝基屏蔽材料即钨硼铝复合屏蔽材料是一种既具有中子吸收性能又可屏蔽射线的先进复合屏蔽材料。但是由于碳化硼和钨在高温下会发生反应生产金属间化合物,同时在焊接熔池区域产生大量孔洞,严重影响材料焊接后的拉伸性能,因此常规的钎焊、激光焊接、电子束焊接等高温焊接方法,无法满足焊接后材料对力学性能的要求。
3.搅拌摩擦焊接是利用低温下材料的塑性流动行为,对同种或者异种材料进行有效连接的一种焊接方法。相对常规熔化焊接,焊接过程中发热量较低,可有效对第二项增强复合材料进行焊接,避免增强相在高温下与基体发生严重反应,从而提高材料的焊接可靠性。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种钨硼铝复合屏蔽材料的搅拌摩擦焊接方法。该搅拌摩擦焊接的方法避免了碳化硼与钨在高温下反应生成金属间化合物以及焊接熔池区域产生大量孔洞,从而避免了对钨硼铝复合屏蔽材料拉伸性能的不良影响,改善了钨硼铝复合屏蔽材料的力学性能,实现了钨硼铝板材之间的高效焊接。
5.为解决上述技术问题,本发明采用的技术方案为:钨硼铝复合屏蔽材料的搅拌摩擦焊接方法,其特征在于,该方法包括以下步骤:步骤一、在搅拌摩擦焊接设备中安装一体化钨钢搅拌头;步骤二、将两块钨硼铝板材装配固定,且两块钨硼铝板材的相对端面之间形成待焊接区域,得到待焊接组件,然后设置一体化钨钢搅拌头与待焊接组件之间的压力,以及一体化钨钢搅拌头的旋转速度和行进速度;步骤三、启动搅拌摩擦焊接设备,使得一体化钨钢搅拌头旋转并插入待焊接组件中的待焊接区域,并持续向前移动进行搅拌摩擦焊接,得到钨硼铝复合屏蔽材料。
6.上述的钨硼铝复合屏蔽材料的搅拌摩擦焊接方法,其特征在于,步骤一中所述一体化钨钢搅拌头为夹持端、搅拌针和轴间一体化零件,且轴间设置有同心的散热圆环。
7.上述的钨硼铝复合屏蔽材料的搅拌摩擦焊接方法,其特征在于,步骤二中所述一体化钨钢搅拌头的旋转速度为800r/min ~1200r/min,行进速度为60r/min~120r/min。
8.上述的钨硼铝复合屏蔽材料的搅拌摩擦焊接方法,其特征在于,步骤二中所述待焊接组件的下部设置有压力传感器,且一体化钨钢搅拌头与待焊接组件之间的压力为10mpa~30mpa。
9.另外,本发明还公开了一种对上述的方法制备的钨硼铝复合屏蔽材料进行强化的工艺,其特征在于,该工艺包括以下步骤:
步骤一、将钨硼铝复合屏蔽材料在540℃下随炉加热并保温20min;步骤二、将步骤一中经保温后的钨硼铝复合屏蔽材料进行室温淬火;步骤三、将步骤二中经室温淬火后的钨硼铝复合屏蔽材料在180℃下随炉加热并保温8h,经空冷降温,得到强化钨硼铝复合屏蔽材料。
10.本发明与现有技术相比具有以下优点:1、相较于传统的激光焊接、真空电子束焊接及钎焊,本发明首次提出采用搅拌摩擦焊接的方法,对两块钨硼铝板材进行焊接制备钨硼铝复合屏蔽材料,利用搅拌摩擦焊接过程中材料温度较低的特性,避免了碳化硼与钨在高温下反应生成金属间化合物,同时避免了焊接熔池区域产生大量孔洞,从而避免了对钨硼铝复合屏蔽材料拉伸性能的不良影响,改善了钨硼铝复合屏蔽材料的力学性能,实现了钨硼铝板材之间的高效焊接。
11.2、本发明采用一体化钨钢搅拌头,其材质为钨钢含有钨元素,降低了焊接过程中搅拌头带来的元素污染,保证了钨硼铝复合屏蔽材料的质量纯度及性能。
12.3、本发明的一体化钨钢搅拌头为夹持端、搅拌针和轴间一体化零件,有利于精确控制搅拌头的速度,便于安装,且制备工艺简单,另外,通过在轴间设置同心的散热圆环,有利于焊接过程中的散热,降低了轴间与待焊接组件之间摩擦热量的积累。
13.4、本发明通过在待焊接组件的下部设置压力传感器,以实时检测一体化钨钢搅拌头的轴间与待焊接组件之间的压力,实现对焊接过程的控制,避免压力过大造成焊接压痕过深,保证了钨硼铝复合屏蔽材料的质量。
14.5、本发明将钨硼铝复合屏蔽材料依次在540℃保温20min、室温淬火、180℃保温8h空冷降温进行强化处理,显著提高了钨硼铝复合屏蔽材料的拉升强度性能。
15.下面通过附图和实施例对本发明的技术方案作进一步的详细描述。
附图说明
16.图1为本发明搅拌摩擦焊接的原理示意图。
17.图2a为本发明一体化钨钢搅拌头的实物图。
18.图2b为本发明一体化钨钢搅拌头的轴间俯视图。
19.图3a为本发明实施例1制备的钨硼铝复合屏蔽材料的实物图。
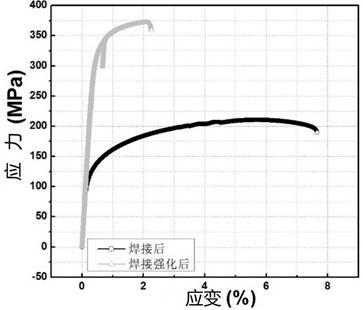
20.图3b为本发明实施例1制备的钨硼铝复合屏蔽材料与强化钨硼铝复合屏蔽材料的拉伸性能图。
21.图4a为本发明实施例2制备的钨硼铝复合屏蔽材料的实物图。
22.图4b为本发明实施例2制备的钨硼铝复合屏蔽材料与强化钨硼铝复合屏蔽材料的拉伸性能图。
23.图5为本发明实施例3制备的钨硼铝复合屏蔽材料的金相表征图。
24.图6a为本发明对比例1制备的钨硼铝复合屏蔽材料的实物图。
25.图6b为本发明对比例1制备的钨硼铝复合屏蔽材料的金相表征图。
26.图6c为本发明对比例1制备的钨硼铝复合屏蔽材料中焊接区域的组织放大图。
27.图7a为本发明对比例2制备的钨硼铝复合屏蔽材料的实物图。
28.图7b为本发明对比例2制备的钨硼铝复合屏蔽材料的金相表征图。
29.图7c为本发明对比例2制备的钨硼铝复合屏蔽材料中焊接区域的组织放大图。
具体实施方式
30.如图1所示,本发明搅拌摩擦焊接的原理为:将板材1和板材2即两块钨硼铝板材的端面相对放置装配固定,形成待焊接区域并得到待焊接组件,在焊接组件的下部设置压力传感器,然后将搅拌头旋转并插入待焊接组件中的待焊接区域,并沿着待焊接区域长度方向持续向前移动进行搅拌摩擦焊接。
31.实施例1本实施例的方法包括以下步骤:步骤一、在搅拌摩擦焊接设备中安装一体化钨钢搅拌头;所述一体化钨钢搅拌头为夹持端、搅拌针和轴间一体化零件,且轴间设置有同心的散热圆环,如图2a和图2b所示;步骤二、将两块钨硼铝板材装配固定,且两块钨硼铝板材的相对端面之间形成待焊接区域,得到待焊接组件,并在待焊接组件的下部设置压力传感器,然后设置一体化钨钢搅拌头与待焊接组件之间的压力为10mpa,以及一体化钨钢搅拌头的旋转速度为800r/min和行进速度为60r/min;步骤三、启动搅拌摩擦焊接设备,使得一体化钨钢搅拌头旋转并插入待焊接组件中的待焊接区域,并持续向前移动进行搅拌摩擦焊接,得到钨硼铝复合屏蔽材料;步骤四、将钨硼铝复合屏蔽材料在540℃下随炉加热并保温20min,然后进行室温淬火,再在180℃下随炉加热并保温8h,经空冷降温,得到强化钨硼铝复合屏蔽材料。
32.图3a为本实施例制备的钨硼铝复合屏蔽材料的实物图,从图3a可以看出,该钨硼铝复合屏蔽材料的表面光滑平整,焊接质量较好。
33.图3b为本实施例制备的钨硼铝复合屏蔽材料与强化钨硼铝复合屏蔽材料的拉伸性能图,从图3b可以看出,该钨硼铝复合屏蔽材料的拉伸强度为210mpa,而强化钨硼铝复合屏蔽材料的拉伸强度达到368mpa,强化后拉伸强度提高了75.2%,说明本发明的强化工艺显著提高了钨硼铝复合屏蔽材料的拉升强度性能。
34.实施例2本实施例的方法包括以下步骤:步骤一、在搅拌摩擦焊接设备中安装一体化钨钢搅拌头;所述一体化钨钢搅拌头为夹持端、搅拌针和轴间一体化零件,且轴间设置有同心的散热圆环,如图2a和图2b所示;步骤二、将两块钨硼铝板材装配固定,且两块钨硼铝板材的相对端面之间形成待焊接区域,得到待焊接组件,并在待焊接组件的下部设置压力传感器,然后设置一体化钨钢搅拌头与待焊接组件之间的压力为30mp,以及一体化钨钢搅拌头的旋转速度为1200r/min和行进速度为120r/min;步骤三、启动搅拌摩擦焊接设备,使得一体化钨钢搅拌头旋转并插入待焊接组件中的待焊接区域,并持续向前移动进行搅拌摩擦焊接,得到钨硼铝复合屏蔽材料;步骤四、将钨硼铝复合屏蔽材料在540℃下随炉加热并保温20min,然后进行室温淬火,再在180℃下随炉加热并保温8h,经空冷降温,得到强化钨硼铝复合屏蔽材料。
35.图4a为本实施例制备的钨硼铝复合屏蔽材料的实物图,从图4a可以看出,该钨硼铝复合屏蔽材料的表面光滑平整,焊接质量较好。
36.图4b为本实施例制备的钨硼铝复合屏蔽材料与强化钨硼铝复合屏蔽材料的拉伸性能图,从图4b可以看出,该钨硼铝复合屏蔽材料的拉伸强度为192mpa,而强化钨硼铝复合
屏蔽材料的拉伸强度达到361mpa,强化后拉伸强度提高了88%,说明本发明的强化工艺显著提高了钨硼铝复合屏蔽材料的拉升强度性能。
37.实施例3本实施例的方法包括以下步骤:步骤一、在搅拌摩擦焊接设备中安装一体化钨钢搅拌头;所述一体化钨钢搅拌头为夹持端、搅拌针和轴间一体化零件,且轴间设置有同心的散热圆环,如图2a和图2b所示;步骤二、将两块钨硼铝板材装配固定,且两块钨硼铝板材的相对端面之间形成待焊接区域,得到待焊接组件,并在待焊接组件的下部设置压力传感器,然后设置一体化钨钢搅拌头与待焊接组件之间的压力为15mpa,以及一体化钨钢搅拌头的旋转速度为1000r/min和行进速度为90r/min;步骤三、启动搅拌摩擦焊接设备,使得一体化钨钢搅拌头旋转并插入待焊接组件中的待焊接区域,并持续向前移动进行搅拌摩擦焊接,得到钨硼铝复合屏蔽材料;步骤四、将钨硼铝复合屏蔽材料在540℃下随炉加热并保温20min,然后进行室温淬火,再在180℃下随炉加热并保温8h,经空冷降温,得到强化钨硼铝复合屏蔽材料。
38.图5为本实施例制备的钨硼铝复合屏蔽材料的金相表征图,从图5可以看出,该钨硼铝复合屏蔽材料中与母材区相比,焊核区和热影响区仍保持了母材原有组织,说明本发明采用搅拌摩擦焊接的方法避免了碳化硼与钨在高温下反应生成金属间化合物,进而有利于保证钨硼铝复合屏蔽材料的力学性能。
39.对比例1本对比例通过对两块钨硼铝板材进行激光焊接制备得到钨硼铝复合屏蔽材料。
40.图6a为本对比例制备的钨硼铝复合屏蔽材料的实物图,从图6a可以看出,该钨硼铝复合屏蔽材料的焊缝区域明显突出。
41.图6b为本对比例制备的钨硼铝复合屏蔽材料的金相表征图,从图6b可以看出,该钨硼铝复合屏蔽材料的焊接区域出现大量空洞。
42.图6c为本对比例制备的钨硼铝复合屏蔽材料中焊接区域的组织放大图,将图6c结合能谱检测结果可知,该钨硼铝复合屏蔽材料中w和al反应生成大量的间隙化合物即钨铝金属间化合物,导致焊接制备制备得到的钨硼铝复合屏蔽材料无力学性能。
43.对比例2本对比例通过对两块钨硼铝板材进行真空电子束焊接制备得到钨硼铝复合屏蔽材料。
44.图7a为本对比例制备的钨硼铝复合屏蔽材料的实物图,从图7a可以看出,该钨硼铝复合屏蔽材料的焊缝表面均匀一致,侧面表现为典型的锥形焊接口。
45.图7b为本对比例制备的钨硼铝复合屏蔽材料的金相表征图,从图7b可以看出,该钨硼铝复合屏蔽材料的焊接区域无明显空洞,但热影响区依旧存在大量空洞。
46.图7c为本对比例制备的钨硼铝复合屏蔽材料中焊接区域的组织放大图,将图7c结合能谱检测结果可知,该钨硼铝复合屏蔽材料中熔池区域发生严重的w和al反应,生成大量的间隙化合物即钨铝金属间化合物,导致焊接失败,制备得到的钨硼铝复合屏蔽材料无力学性能。
47.将本发明的实施例1~3与对比例1~2进行比较可知,相较于传统的激光焊接、真空
电子束焊接,本发明采用搅拌摩擦焊接的方法制备钨硼铝复合屏蔽材料,避免了碳化硼与钨在高温下反应生成金属间化合物,同时避免了焊接熔池区域产生大量孔洞,从而避免了对钨硼铝复合屏蔽材料拉伸性能的不良影响,改善了钨硼铝复合屏蔽材料的力学性能。
48.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。