1.本发明涉及石壶制造技术领域,尤其涉及一种用金钱石制造石壶的工艺方法。
背景技术:
2.因其花纹状为古币,故名金钱石,其颜色有黄、红、绿、金钱色等多种,形状大小不一,大者重于数万斤,小者可纳于袖中。其中以黄色金钱石较为名贵稀少,石肤清润秀色,纹理由单线或复线的金钱纹组成,呈现出金玉满堂的特有景致,因深埋地下,量少难采,极为珍贵,自出土以来深受国内为赏石名家的青睐,金钱石质地细腻,具良好的工艺控能和稳定性。
3.现有金钱石制造石壶的过程中,加工成品率低、质量得不到保证,从而造成金钱石制造石壶价格昂贵,为了解决这个问题我们提出一种用金钱石制造石壶的工艺方法。
技术实现要素:
4.本发明的目的是为了解决现有技术中加工成品率低、质量得不到保证,从而造成金钱石制造石壶价格昂贵的问题,而提出的一种用金钱石制造石壶的工艺方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
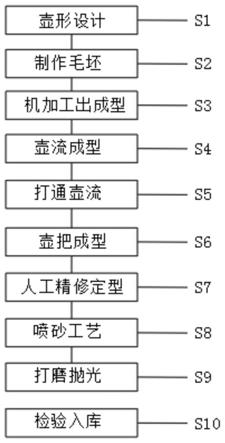
7.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
8.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
9.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
10.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
11.s5:打通壶流,根据s3中得到茶壶平成品后,采用3~8毫米的雕刻头高速旋转打壶流;
12.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
13.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
14.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
15.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在2~5毫米之间;
16.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
17.优选的,所述s2、s3、s4、s5、s6和s7工序,在加工过程需要进行喷水润滑降温处理,加工温度控制在160℃内。
18.优选的,所述石壶要做整体抛光的表面,可以跳过s8工序,直接进行之后的工序。
19.与现有技术相比,本发明提供了一种用金钱石制造石壶的工艺方法,具备以下有益效果:
20.1、观赏性强,本发明金钱石茶壶表面不紧有金黄色、黑色的圆形金钱,并且金钱的大小也不同,甚至连底色也有金色黄色,给人以强烈的视觉冲击力;
21.2、收藏价值高,本发明金钱石茶壶石质温润、构图丰富,每个金钱石茶壶表面的图案都不尽相同,每个产品都具有唯一性,极具收藏价值;
22.3、使用体验感好,本发明金钱石茶壶壶体厚度薄,仅有3毫米左右,重量轻,同等大小容量下,壶的重量比陶瓷壶还轻,并具有良好的透气性能,透气不透水,与瓷壶相比,茶汤不易变质发馊;
23.4、可玩性强,本发明荷花石茶具可以“养壶”,也可以拿在手上把玩,壶越养越温润,颜色光泽度会随着使用的时间产生变化,甚至会产生“包浆”,极具可玩性;
24.5、具有一定的保健功能,金钱石含等微量元素,饮用金钱石茶具泡出的茶水对身体大有益处,具有一定的保健功能。
附图说明
25.图1为本发明提出的一种用金钱石制造石壶的工艺方法的工艺流程图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.实施例1:
29.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
30.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
31.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
32.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
33.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
34.s5:打通壶流,根据s3中得到茶壶平成品后,采用8毫米的雕刻头高速旋转打壶流;
35.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
36.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
37.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进
行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
38.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在2毫米之间;
39.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
40.实施例1加上成品率为95%,外观基本无瑕疵,富有质感,成品质量较高。由于壶身壁厚仅有2mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳
41.实施例2:
42.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
43.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
44.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
45.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
46.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
47.s5:打通壶流,根据s3中得到茶壶平成品后,采用3毫米的雕刻头高速旋转打壶流;
48.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
49.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
50.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
51.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在3毫米之间;
52.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
53.实施例1加上成品率为91%,外观基本无瑕疵,富有质感,成品质量较高。由于壶身壁厚仅有2mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳。
54.实施例3:
55.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
56.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
57.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
58.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
59.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
60.s5:打通壶流,根据s3中得到茶壶平成品后,采用4毫米的雕刻头高速旋转打壶流;
61.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
62.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
63.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
64.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在3毫米之间;
65.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
66.实施例3.加上成品率为94%,外观基本无瑕疵,富有质感,成品质量较高。由于壶身壁厚仅有3mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳。
67.实施例4:
68.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
69.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
70.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
71.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
72.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
73.s5:打通壶流,根据s3中得到茶壶平成品后,采用8毫米的雕刻头高速旋转打壶流;
74.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
75.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
76.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
77.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在5毫米之间;
78.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
79.实施例4加上成品率为94%,外观基本无瑕疵,富有质感,成品质量较高。由于壶身壁厚仅有5mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳。
80.实施例5:
81.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
82.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
83.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
84.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
85.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
86.s5:打通壶流,根据s3中得到茶壶平成品后,采用6毫米的雕刻头高速旋转打壶流;
87.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
88.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
89.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
90.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在3毫米之间;
91.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
92.实施例5加上成品率为91%,外观基本无瑕疵,富有质感,成品质量较高,由于壶身壁厚仅有3mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳。
93.实施例6:
94.参照图1,一种用金钱石制造石壶的工艺方法,所述金钱石选自河北邯郸太行山,利用天然的金钱石加工而成,但包括以下工序:
95.s1:壶形设计,结合金钱石的画面的分布,设计壶形并绘制图纸;
96.s2:制作毛坏,根据s1中得到的壶形图纸,将整块的金钱石切成所需壶高的厚板材,在切成的厚板上用设置制作的壶行模具定好壶的尺寸大小,再切割成小块的毛坯;
97.s3:机加工初成型,根据s1中得到的壶形图纸在毛坯上划线,采用铣床和雕刻机铣削、雕刻毛坯的内腔、外壁,形成茶壶平成品;
98.s4:壶流成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶流外形;
99.s5:打通壶流,根据s3中得到茶壶平成品后,采用3~8毫米的雕刻头高速旋转打壶流;
100.s6:壶把成型,根据s3中得到茶壶平成品后,采用雕刻机加工出壶把;
101.s7:人工精修定型,根据s3至s6中得到茶壶平成品后,手工对石壶进行局部加工精修,直至加工到设计的尺寸和外形;
102.s8:喷砂工艺,根据s7中得到茶壶平成品后,用喷砂机对壶体的外表面及内表面进行喷砂工艺处理,壶体形成有具有颗粒感、质感的表面;
103.s9:打磨抛光,根据s8中茶壶喷砂工艺完成后,对壶体的外表面及内表面进行打磨抛光处理,使壶形成有颗粒感、有质感的光滑表面,并把壶体壁厚控制在4毫米之间;
104.s10:检验入库,根据s9中对上述产品进行检验,检验合格,成品包装入库。
105.实施例1加上成品率为94%,外观基本无瑕疵,富有质感,成品质量较高。由于壶身壁厚仅有4mm,重量堪比紫砂和陶瓷茶具,壶身还有各种“花朵”图案,观赏感、使用体验感极佳。
106.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。