1.本实用新型涉及冶金油缸钢芯造型加工技术领域,尤其涉及一种用于冶金油缸钢芯造型加工的压严组件。
背景技术:
2.冶金是从矿物中提取金属或者金属化合物,采用各种的加工方法将金属制成具有一定性能的金属的工程和工艺。在冶金过程中需要用到冶金油缸,而在冶金油缸的钢芯加工过程中,需要对钢芯组合件进行压严,在人工压严过程中,难免出现压严不均、费时费力的问题,因此需要一种全自动机械式压严的装置。
技术实现要素:
3.本实用新型的目的是为了解决在压严钢芯的过程中需人工操作,易出现压严不均且费时费力的缺点,而提出的一种用于冶金油缸钢芯造型加工的压严组件。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种用于冶金油缸钢芯造型加工的压严组件,包括装置壳体,所述装置壳体内分为上下分布的工作区和动力区,所述动力区底部内一侧设置有第一电动机,动力区顶部下方两侧轴承安装有水平设置的螺纹杆,两螺纹杆的左右两端分别活动安装有竖直设置的第一移动箱和第二移动箱,所述第一移动箱顶部内侧固定安装有第二电动机,第一移动箱和第二移动箱位于动力区内相对的一侧分别轴承安装有第一转轴和第二转轴,所述工作区顶部内两侧固定安装有水平设置的齿杆,所述齿杆上活动安装有竖直设置的第三移动箱,所述第三移动箱的顶部内侧固定安装有第三电动机,第三移动箱的底部外侧固定安装有竖直设置的液压杆,所述液压杆的底部固定安装有压块。
6.优选的,所述第一电动机的输出端与螺纹杆靠近第一电动机的一端上固定安装有啮合的第一齿轮组。
7.优选的,所述螺纹杆的两端设置有相逆的螺纹,所述第一移动箱与第二移动箱与螺纹杆接触的内表面开设有相适配的螺纹槽。
8.优选的,所述动力区顶部两侧开设有适配第一移动箱和第二移动箱移动的槽口,第一移动箱和第二移动箱两侧设置有滑轨,动力区顶部两侧内壁开设有适配滑轨的槽道。
9.优选的,所述第二电动机的输出端与第一转轴位于第一移动箱内的一端上固定安装有啮合的第二齿轮组,第一转轴与第二转轴相对的一端均固定安装有电控夹具。
10.优选的,所述齿杆上设置有齿道,所述第三电动机的输出端固定安装有与齿道相适配的齿轮。
11.优选的,所述齿杆两侧设置有滑轨,所述第三移动箱与齿杆接触的内表面开设有与滑轨适配的滑槽。
12.本实用新型的有益效果是:
13.本装置通过外部电源驱动,第一电动机带动螺纹杆转动,从而使得螺纹杆上的两
移动箱可以靠近或者远离,然后第二电动机带动第一转轴和上面的电控夹具转动,从而调整工件的压严角度,然后第三电动机通过齿杆和齿轮的配合带动液压杆左右移动,调整对工件的压严位置,实现全自动机械式压严钢芯。
附图说明
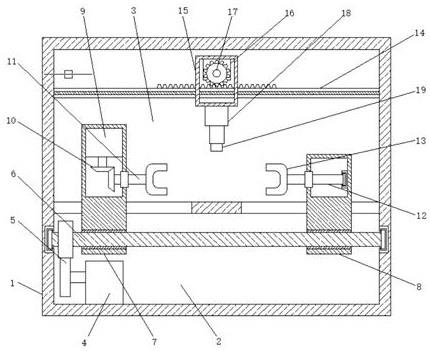
14.图1为本实用新型提出的一种用于冶金油缸钢芯造型加工的压严组件的主视角剖视结构示意图;
15.图2为本实用新型提出的一种用于冶金油缸钢芯造型加工的压严组件的动力区俯视角结构示意图;
16.图3为本实用新型提出的一种用于冶金油缸钢芯造型加工的压严组件的第三移动箱左视角剖视结构示意图。
17.图中:1、装置壳体;2、动力区;3、工作区;4、第一电动机;5、第一齿轮组;6、螺纹杆;7、第一移动箱;8、第二移动箱;9、第二电动机;10、第二齿轮组;11、第一转轴;12、第二转轴;13、电控夹具;14、齿杆;15、第三移动箱;16、第三电动机;17、齿轮;18、液压杆;19、压块。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.参照图1-3,一种用于冶金油缸钢芯造型加工的压严组件,包括装置壳体1,装置壳体1内分为上下分布的工作区3和动力区2,动力区2底部内一侧设置有第一电动机4,动力区2顶部下方两侧轴承安装有水平设置的螺纹杆6,两螺纹杆6的左右两端分别活动安装有竖直设置的第一移动箱7和第二移动箱8,第一移动箱7顶部内侧固定安装有第二电动机9,第一移动箱7和第二移动箱8位于动力区2内相对的一侧分别轴承安装有第一转轴11和第二转轴12,工作区3顶部内两侧固定安装有水平设置的齿杆14,齿杆14上活动安装有竖直设置的第三移动箱15,第三移动箱15的顶部内侧固定安装有第三电动机16,第三移动箱15的底部外侧固定安装有竖直设置的液压杆18,液压杆18的底部固定安装有压块19。
20.本实施例中,第一电动机4的输出端与螺纹杆6靠近第一电动机4的一端上固定安装有啮合的第一齿轮组5,通过第一电动机4带动螺纹杆6转动。
21.其中,螺纹杆6的两端设置有相逆的螺纹,第一移动箱7与第二移动箱8与螺纹杆6接触的内表面开设有相适配的螺纹槽,通过相逆的螺纹使得第一移动箱7和第二移动箱8可以相对地靠近或者远离。
22.然后,动力区2顶部两侧开设有适配第一移动箱7和第二移动箱8移动的槽口,第一移动箱7和第二移动箱8两侧设置有滑轨,动力区2顶部两侧内壁开设有适配滑轨的槽道,通过滑轨滑槽的配合,对第一移动箱7和第二移动箱8的移动进行支撑和限位,防止他们在移动中发生偏移,同时动力区2顶部开设的槽口限制了两移动箱移动的距离。
23.再然后,第二电动机9的输出端与第一转轴11位于第一移动箱7内的一端上固定安装有啮合的第二齿轮组10,第一转轴11与第二转轴12相对的一端均固定安装有电控夹具13,两转轴直接的电控夹具13可以固定工件,然后第二电动机9通过带动第一转轴11转动,
来调整电控夹具13上工件的角度。
24.其次,齿杆14上设置有齿道,第三电动机16的输出端固定安装有与齿道相适配的齿轮17,通过齿轮17和齿杆14上齿道的配合,实现第三移动箱15在齿杆14上的左右移动。
25.最后,齿杆14两侧设置有滑轨,第三移动箱15与齿杆14接触的内表面开设有与滑轨适配的滑槽,通过滑轨滑槽的配合对第三移动箱15进行支撑和限位,防止第三移动箱15在移动中发生偏移或者摆动。
26.综上所述,本装置通过外部电源驱动,第一电动机4带动螺纹杆6转动,从而使得螺纹杆6上的两移动箱可以靠近或者远离,然后第二电动机9带动第一转轴11和上面的电控夹具13转动,从而调整工件的压严角度,然后第三电动机16通过齿杆14和齿轮17的配合带动液压杆18左右移动,调整对工件的压严位置,实现全自动机械式压严钢芯。
27.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种用于冶金油缸钢芯造型加工的压严组件,包括装置壳体(1),其特征在于,所述装置壳体(1)内分为上下分布的工作区(3)和动力区(2),所述动力区(2)底部内一侧设置有第一电动机(4),动力区(2)顶部下方两侧轴承安装有水平设置的螺纹杆(6),两螺纹杆(6)的左右两端分别活动安装有竖直设置的第一移动箱(7)和第二移动箱(8),所述第一移动箱(7)顶部内侧固定安装有第二电动机(9),第一移动箱(7)和第二移动箱(8)位于动力区(2)内相对的一侧分别轴承安装有第一转轴(11)和第二转轴(12),所述工作区(3)顶部内两侧固定安装有水平设置的齿杆(14),所述齿杆(14)上活动安装有竖直设置的第三移动箱(15),所述第三移动箱(15)的顶部内侧固定安装有第三电动机(16),第三移动箱(15)的底部外侧固定安装有竖直设置的液压杆(18),所述液压杆(18)的底部固定安装有压块(19)。2.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述第一电动机(4)的输出端与螺纹杆(6)靠近第一电动机(4)的一端上固定安装有啮合的第一齿轮组(5)。3.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述螺纹杆(6)的两端设置有相逆的螺纹,所述第一移动箱(7)与第二移动箱(8)与螺纹杆(6)接触的内表面开设有相适配的螺纹槽。4.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述动力区(2)顶部两侧开设有适配第一移动箱(7)和第二移动箱(8)移动的槽口,第一移动箱(7)和第二移动箱(8)两侧设置有滑轨,动力区(2)顶部两侧内壁开设有适配滑轨的槽道。5.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述第二电动机(9)的输出端与第一转轴(11)位于第一移动箱(7)内的一端上固定安装有啮合的第二齿轮组(10),第一转轴(11)与第二转轴(12)相对的一端均固定安装有电控夹具(13)。6.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述齿杆(14)上设置有齿道,所述第三电动机(16)的输出端固定安装有与齿道相适配的齿轮(17)。7.根据权利要求1所述的一种用于冶金油缸钢芯造型加工的压严组件,其特征在于,所述齿杆(14)两侧设置有滑轨,所述第三移动箱(15)与齿杆(14)接触的内表面开设有与滑轨适配的滑槽。
技术总结
本实用新型涉及冶金油缸钢芯造型加工技术领域,尤其涉及一种用于冶金油缸钢芯造型加工的压严组件,解决了在压严钢芯的过程中需人工操作,易出现压严不均且费时费力的缺点,包括装置壳体、工作区和动力区,动力区顶部下方两侧轴承安装有螺纹杆,两螺纹杆的左右两端分别安装有第一移动箱和第二移动箱,所述工作区顶部内两侧固定安装有水平设置的齿杆,本装置通过外部电源驱动,第一电动机带动螺纹杆转动,从而使得螺纹杆上的两移动箱可以靠近或者远离,然后第二电动机带动第一转轴和上面的电控夹具转动,从而调整工件的压严角度,然后第三电动机通过齿杆和齿轮的配合带动液压杆左右移动,调整对工件的压严位置,实现全自动机械式压严钢芯。械式压严钢芯。械式压严钢芯。
技术研发人员:汤美琳 曾迪 郑剑啸 曾益
受保护的技术使用者:常州市郝莱泽机械有限公司
技术研发日:2021.08.25
技术公布日:2022/2/18