1.本实用新型涉及石墨坯料生产技术领域,特别涉及一种石墨坯料预成型加压振实装置。
背景技术:
2.在石墨坯料生产过程中,石墨材料的基础炭颗粒结构的大小直接影响坯料品质,基础炭颗粒结构越细,则其质地越致密,机械强度亦越高,坯料后期加工产品的合格率也高,目前超细粉大规格等静压生坯高度达到1.8米及以上,在生产中成型难度大,预成型工艺中需要对装入胶套和模具的原料粉进行震动紧实,以满足预成型要求,便于后期成型工艺,目前针对大型的坯料生产急需一种震实装置,提高坯料预成型效果。
技术实现要素:
3.本实用新型的目的是克服现有技术的不足,提供一种石墨坯料预成型加压振实装置,提高生产效率,坯料预成型质量好。
4.本实用新型所采用的技术方案是:
5.一种石墨坯料预成型加压振实装置,包括振实平台、调节支撑组件、支撑门架、连接螺栓、液压缸和压料板;
6.所述振实平台设置在地面基坑内,振实平台上表面设置有定位板和顶紧螺栓;定位板根据坯料成型模具的长宽尺寸分别设置在振实平台上;顶紧螺栓相对设置在位于宽度方向或长度方向上的定位板上;
7.所述两个调节支撑组件相对设置在振实平台两侧的地基上,调节支撑组件包括连接底板和支撑柱,连接底板四角位置设置有螺栓孔,通过螺栓将连接底板固定在地基上,支撑柱为垂直设置在连接底板上的u形槽钢,两支撑柱的u形相对设置,两支撑柱u形槽钢槽底上均匀对称设置有若干调节孔;
8.所述支撑门架两侧边上分别均匀设置有与支撑柱上调节孔相对应的连接孔,支撑门架两侧边分别位于两支撑柱的u形槽口内;连接螺栓穿过相对应的调节孔和连接孔将支撑门架设置在两支撑柱之间,支撑门架上端中部设置有穿孔,液压缸伸出端设置在穿孔内;压料板水平设置在液压缸伸出端下侧,压料板与坯料成型模具相匹配。
9.具体的,所述的振实平台上均匀设置有呈矩阵式排列的定位插孔,定位板下端设置有插接柱,定位板下端插接柱设置在振实平台上相应的定位插孔内;定位板上设置有螺栓孔,顶紧螺栓水平设置在定位板上的螺栓孔内。
10.具体的,所述的支撑柱两侧和连接底板之间设置有直角三角形的加强筋板。
11.具体的,所述的支撑门架两侧边与上顶边之间均设置有支撑檩条。
12.由于采用如上所述的技术方案,本实用新型具有如下优越性:
13.本实用新型的支撑门架与支撑柱的设置方式,可根据坯料预成型模具的高低尺寸进行相应的调整,振实平台上定位板的设置方式也满足做种规格的坯料预成型模具的定位
使用,结构简单调节方便,使用范围广,降低生产投入,振实平台与压料板的配合使用,保证坯料预成型的质量,提高生产效率。
附图说明
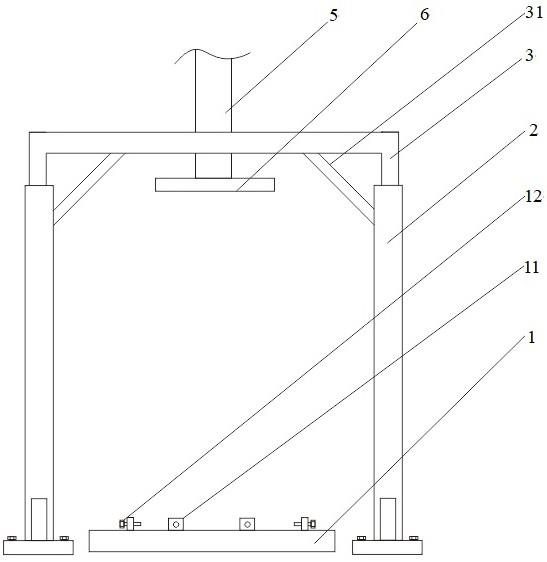
14.图1是本实用新型的主视示意图。
15.图2是本实用新型的侧视示意图。
16.图3是本实用新型的调节支撑组件的示意图。
17.图4是本实用新型定位板与顶紧螺栓在振实平台上的示意图。
18.图5是本实用新型的定位板的示意图。
19.图中:1-振实平台、11-定位板,111-插接柱,12-顶紧螺栓, 2-调节支撑组件,21-连接底板,22-支撑柱,23-加强筋板,3-支撑门架,31-支撑檩条,4-连接螺栓,5-液压缸,6-压料板。
具体实施方式
20.下面结合附图及实施例对本实用新型作进一步解释说明,不能以此限定本实用新型的保护范围,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
21.结合附图1-5所示的一种石墨坯料预成型加压振实装置,包括振实平台1、调节支撑组件2、支撑门架3、连接螺栓4、液压缸5和压料板6。
22.振实平台1设置在地面基坑内,振实平台1上表面设置有定位板11和顶紧螺栓12,振实平台1上均匀设置有呈矩阵式排列的定位插孔,定位板11下端设置有插接柱111,定位板11下端插接柱111设置在振实平台1上相应的定位插孔内;定位板11上设置有螺栓孔,顶紧螺栓12水平设置在位于宽度方向的定位板11上的螺栓孔内。
23.两个调节支撑组件2相对设置在振实平台1两侧的地基上,调节支撑组件2包括连接底板21和支撑柱22,连接底板21四角位置设置有螺栓孔,通过螺栓将连接底板21固定在地基上,支撑柱22为垂直设置在连接底板21上的u形槽钢,两支撑柱22的u形相对设置,两支撑柱22u形槽钢槽底上均匀对称设置有若干调节孔;支撑柱22两侧和连接底板21之间设置有直角三角形的加强筋板23。
24.支撑门架3两侧边上分别均匀设置有与支撑柱22上调节孔相对应的连接孔,支撑门架3两侧边分别位于两支撑柱22的u形槽口内;支撑门架3两侧边与上顶边之间均设置有支撑檩条31;连接螺栓4穿过相对应的调节孔和连接孔将支撑门架3设置在两支撑柱22之间,支撑门架3上端中部设置有穿孔,液压缸5伸出端设置在穿孔内;压料板6水平设置在液压缸5伸出端下侧,压料板6与坯料成型模具相匹配。
25.在使用时,根据坯料模具尺寸,调整支撑门架3在调节支撑组件2上的高度,并通过连接螺栓4固定,将定位板11分别设置在振实平台1上相应的定位插孔内并固定,将填好粉料的模具用天车起吊至振实平台1附近,操作人员将模具推至振实平台1上定位板11之间后落下,拧紧定位板11上相对应的顶紧螺栓12,将模具下端定位在振实平台1上,启动液压缸5和振实平台1,液压缸5带动压料板6下压,对模具内的粉料压紧振实,将坯料预成型。
26.本实用新型未详述部分为现有技术。
27.为了公开本实用新型的发明目的而在本文中选用的实施例,当前认为是适宜的,
但是,应了解的是,本实用新型旨在包括一切属于本构思和实用新型范围内的实施例的所有变化和改进。
技术特征:
1.一种石墨坯料预成型加压振实装置,其特征在于:包括振实平台、调节支撑组件、支撑门架、连接螺栓、液压缸和压料板;所述振实平台设置在地面基坑内,振实平台上表面设置有定位板和顶紧螺栓;定位板根据坯料成型模具的长宽尺寸分别设置在振实平台上;顶紧螺栓相对设置在位于宽度方向或长度方向上的定位板上;所述两个调节支撑组件相对设置在振实平台两侧的地基上,调节支撑组件包括连接底板和支撑柱,连接底板四角位置设置有螺栓孔,通过螺栓将连接底板固定在地基上,支撑柱为垂直设置在连接底板上的u形槽钢,两支撑柱的u形相对设置,两支撑柱u形槽钢槽底上均匀对称设置有若干调节孔;所述支撑门架两侧边上分别均匀设置有与支撑柱上调节孔相对应的连接孔,支撑门架两侧边分别位于两支撑柱的u形槽口内;连接螺栓穿过相对应的调节孔和连接孔将支撑门架设置在两支撑柱之间,支撑门架上端中部设置有穿孔,液压缸伸出端设置在穿孔内;压料板水平设置在液压缸伸出端下侧,压料板与坯料成型模具相匹配。2.根据权利要求1所述的石墨坯料预成型加压振实装置,其特征在于:所述的振实平台上均匀设置有呈矩阵式排列的定位插孔,定位板下端设置有插接柱,定位板下端插接柱设置在振实平台上相应的定位插孔内;定位板上设置有螺栓孔,顶紧螺栓水平设置在定位板上的螺栓孔内。3.根据权利要求1所述的石墨坯料预成型加压振实装置,其特征在于:所述的支撑柱两侧和连接底板之间设置有直角三角形的加强筋板。4.根据权利要求1所述的石墨坯料预成型加压振实装置,其特征在于:所述的支撑门架两侧边与上顶边之间均设置有支撑檩条。
技术总结
本专利介绍了一种石墨坯料预成型加压振实装置,包括振实平台、调节支撑组件、支撑门架、连接螺栓、液压缸和压料板;振实平台设置在地面基坑内;两个调节支撑组件相对设置在振实平台两侧的地基上,支撑门架两侧边分别位于两支撑柱的U形槽口内;支撑门架上端中部设置有穿孔,液压缸伸出端设置在穿孔内;压料板水平设置在液压缸伸出端。本实用新型的支撑门架与支撑柱的设置方式,可根据坯料预成型模具的高低尺寸进行相应的调整,振实平台上定位板的设置方式也满足做种规格的坯料预成型模具的定位使用,结构简单调节方便,使用范围广,降低生产投入,振实平台与压料板的配合使用,保证坯料预成型的质量,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:王光林 马朋飞
受保护的技术使用者:洛阳宜墨新材料有限公司
技术研发日:2021.08.19
技术公布日:2022/2/18