1.本技术涉及五金制品领域,更具体地,涉及一种可浮升定位的加工模具。
背景技术:
2.在钣金面板压边装置技术领域,常常需要对产品进行步进加工,且为了对工件进行定位,需要对工件进行额外加工生成用于定位的槽体,使增加加工难度,且工件的利用率很低。
技术实现要素:
3.本技术为克服现有技术中对工件进行额外加工生成用于定位的槽体,使增加加工难度,且工件的利用率很低的技术问题是提供一种可浮升定位的加工模具。
4.一种可浮升定位的加工模具,包括下模组件、以及上模组件,所述下模组件与所述上模组件相对设置;
5.所述下模组件设置有多个支撑组件,设置在所述支撑组件上的工件在所述下模组件横向进行步进加工;
6.其中,所述上模组件设置有第一步距刀,所述下模组件设置有与所述第一步距刀相匹配的第一刀槽,所述下模组件还设置有定位组件,所述定位组件与所述第一刀槽相邻设置;经过所述第一步距刀裁切的工件,由所述步距挡块进行阻挡定位。
7.可选地,所述下模组件包括第一安装座、下模板,所述下模板下表面固定在第一安装座上;所述支撑组件包括支撑杆、第一弹性件,所述下模板设置有第一安装孔,所述支撑杆下端通过第一弹性件抵接在设于所述第一安装座内的第一固定件,所述支撑杆穿过所述第一安装孔设置。
8.可选地,所述支撑杆上端还设置有放料槽,相对位置的两所述支撑杆的放料槽相对设置。
9.可选地,所述定位组件包括步距挡块、第二弹性件,所述步距挡块下端通过第二弹性件抵接在设于所述第一安装座内的第二固定件上;所述步距挡块穿过设于所述下模板的第二安装孔。
10.可选地,所述步距挡块上表面设置有卡接凸起,且所述卡接凸起一表面与步距挡块侧面连接形成第一斜面。
11.可选地,所述上模组件包括第二安装座、上模板,所述上模板上表面活动连接在所述第二安装座下表面;所述第一步距刀上端固定在第二安装座上,且第一步距刀穿过设于上模板第一通孔设置。
12.可选地,所述第一刀槽挖设在所述下模板上表面;所述第一步距刀、第一刀槽横截面为“工”字型,且所述第一步距刀中部宽度大于等于所述卡接凸起的宽度。
13.可选地,所述第二安装座上设有至少一个冲针,所述冲针下端穿过设于所述上模板的第二通孔,且所述冲针位于所述第一步距刀上一工位;所述下模板设置有与所述冲针
相应的冲孔。
14.可选地,所述上模组件设置有沿工件移动方向还设置有第一母接部、第二母接部,所述下模组件设置有第一公接部、第二公接部,其中,所述第一母接部设置在所述第一步距刀的下一工位;
15.两所述第一母接部设置有抵接在第一公接部上端的第一成型槽,所述第一成型槽内表面与水平线夹角小于90
°
;
16.两所述第二母接部设置有抵接在第二公接部上端的第二成型槽,所述第二成型槽内表面与水平线夹角等于90
°
。
17.可选地,所述上模组件设置有第二步距刀,且所述下模组件设置有第二刀槽,所述第二步距刀设置在所述第二母接部的下一工位,且两所述第二步距刀分别设置在工件两侧上方。
18.与现有技术相比,本技术的有益效果是:本技术的定位组件根据工件生产所需的槽体作为定位槽体,无需额外开槽,简化加工流程,降低工件加工难度,提高工件的利用率。
附图说明
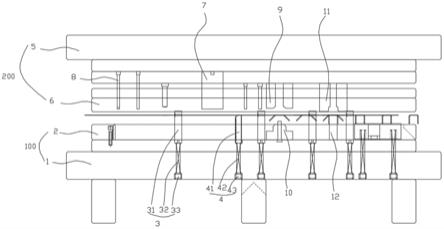
19.图1为本技术实施例的模具示意图。
20.图2为本技术实施例的定位组件定位示意图。
21.图3为本技术实施例的步距挡块示意图。
具体实施方式
22.下面结合具体实施方式对本技术作进一步的说明。
23.本技术实施例的附图中相同或相似的标号对应相同或相似的部件;在本技术的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
24.此外,若有“第一”、“第二”等术语仅用于描述目的,主要是用于区分不同的装置、元件或组成部分(具体的种类和构造可能相同也可能不同),并非用于表明或暗示所指示装置、元件或组成部分的相对重要性和数量,而不能理解为指示或者暗示相对重要性。
25.在如1-3所示的实施例中,本技术提供了一种可浮升定位的加工模具,包括下模组件100、以及上模组件200,下模组件100与上模组件200相对设置;下模组件100设置有多个支撑组件3,设置在支撑组件3上的工件在下模组件100横向进行步进加工;其中,上模组件200设置有第一步距刀7,下模组件100设置有与第一步距刀7相匹配的第一刀槽,下模组件100还设置有定位组件4,定位组件4与第一刀槽相邻设置;经过第一步距刀7裁切的工件,由步距挡块进行阻挡定位。在本实施例中,第一步距刀7在带加工的工件300加工出分隔槽301,定位组件4位于第一步距刀7加工的下一工位中;用于卡接在分隔槽301上,将工件300进行定位,使工件300更容易定位进行步进加工。本技术的定位组件4根据工件300生产所需的槽体作为定位槽体,无需额外开槽,简化加工流程,降低工件300加工难度,提高工件300的利用率。
26.在一些实施例中,下模组件100包括第一安装座1、下模板2,下模板2下表面固定在第一安装座1上;支撑组件3包括支撑杆31、第一弹性件32,下模板2设置有第一安装孔,支撑杆31下端通过第一弹性件32抵接在设于第一安装座1内的第一固定件33,支撑杆31穿过第一安装孔设置。在本实施例中,支撑组件3设置有多个,分别设置在工件300两侧,且支撑杆31上端还设置有放料槽,相对位置的两支撑杆31的放料槽相对设置,形成放置工件300的放置工件300,工件300两侧被卡接在放料槽上,当上模组件200下压时,抵接在支撑组件3上表面,使支撑杆31沿第一弹性件32方向下压伸下模板2内,通过上模组件200和下模板2对工件300进行冲压。其中,第一弹性件32为弹簧,第一固定件33可以是螺接在第一安装座1底部的止付螺丝。
27.在一些实施例中,参见图2-3,定位组件4包括步距挡块41、第二弹性件42,步距挡块41下端通过第二弹性件42抵接在设于第一安装座1内的第二固定件43上;步距挡块41穿过设于下模板2的第二安装孔。步距挡块41上表面设置有卡接凸起44,且卡接凸起44一表面与步距挡块41侧面连接形成第一斜面45。在本实施例中,卡接凸起44卡接在工件300的分隔槽301上,且在工件300紧移动时,第一斜面45设置在移动方向的反向,使工件300分隔槽301一侧面抵接在第一斜面45上,沿第一斜面45被顶起。同时,卡接凸起44另一侧与步距挡块41形成限位台阶46,分隔槽301另一侧搭接在限位台阶46上。在上模组件200完成压模后,离开下模组件100时,步距挡块41被第二弹性件42顶起,卡接在分隔槽301上。第二弹性件42为弹簧,第二固定件43可以是螺接在第一安装座1底部的止付螺丝。
28.在一些实施例中,上模组件200包括第二安装座5、上模板6,上模板6上表面活动连接在第二安装座5下表面;第一步距刀7上端固定在第二安装座5上,且第一步距刀7穿过设于上模板6第一通孔设置。第一刀槽挖设在下模板2上表面;第一步距刀7、第一刀槽横截面为“工”字型,且第一步距刀7中部宽度大于等于卡接凸起44的宽度。在本实施例中,第二安装座5与上模板6可以通过弹簧活动连接;且第一步距刀7在上模板6的第一通孔中活动设置,第一步距刀7在工件300切割出分隔槽301;第一步距刀7中部宽度大于等于卡接凸起44的宽度使卡接凸起44可卡接在分隔槽301上。
29.在一些实施例中,第二安装座5上设有至少一个冲针8,冲针8下端穿过设于上模板6的第二通孔,且冲针8位于第一步距刀7上一工位;下模板2设置有与冲针8相应的冲孔。在本实施例中,冲针8固定在第二安装座5上,且穿过上模板6设置。冲针8用于在工件300表面冲压出冲头,用于后期加工或装配。
30.在一些实施例中,上模组件200设置有沿工件300移动方向还设置有第一母接部9、第二母接部11,下模组件100设置有第一公接部10、第二公接部12,其中,第一母接部9设置在第一步距刀7的下一工位;两第一母接部9设置有抵接在第一公接部10上端的第一成型槽,第一成型槽内表面与水平线夹角小于90
°
;两第二母接部11设置有抵接在第二公接部12上端的第二成型槽,第二成型槽内表面与水平线夹角等于90
°
。在本实施例中,本技术通过将通过第一公接部10、第二公接部12对两分割槽之间的材料两侧进行折弯,通过两侧折弯,使折弯效果很好,良品率更高。
31.在一些实施例中,上模组件200设置有第二步距刀13,且下模组件100设置有第二刀槽,第二步距刀13设置在第二母接部11的下一工位,且两第二步距刀13分别设置在工件300两侧上方。在本实施例中,本技术的模具为步进加工的模具,即工件300沿模具一端步进
进行每步骤加工,直到加工成品出货。其中,本模具依次设置有冲针8、第一步距刀7、第一母接部9、第二母接部11、第二步距刀135个工位,依次对工件300进行加工。本技术通过第二步距刀13将工件300上的材料进行切削,加工成多个产品。
32.显然,本技术的上述实施例仅仅是为清楚地说明本技术所作的举例,而并非是对本技术的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术权利要求的保护范围之内。