1.本实施方式涉及一种冲压(press)对象物的冲压装置。
背景技术:
2.已知有一种冲压装置,其通过伺服马达等驱动装置来使撞锤(ram)上下移动,以冲压对象物。
3.[现有技术文献]
[0004]
[专利文献]
[0005]
专利文献1:日本专利特开2002-66798号公报
[0006]
专利文献2:日本专利特开2008-119737号公报
技术实现要素:
[0007]
[发明所要解决的问题]
[0008]
冲压装置是利用撞锤,通过高压的载荷来进行对象物的冲压。由于利用高压的载荷来进行对象物的冲压,因此撞锤会从对象物受到反作用力。冲压装置尽管构成得坚固,但会因所述反作用力而产生挠曲。所述挠曲一般是在使撞锤与对象物隔开的方向上产生。因此,在通过预先设定的设定移动距离来使撞锤移动以冲压对象物的情况下,对象物会以不足所期望的冲压量受到冲压,因而不理想。
[0009]
而且,在单纯地通过将设定移动距离加上预先设定的修正量所得的移动量来使撞锤移动以进行对象物的冲压的情况下,冲压装置会产生进一步的挠曲。由于所述进一步的挠曲,对象物将以不足所期望的冲压量受到冲压,因而不理想。
[0010]
针对每个对象物,冲压装置产生的挠曲有可能不同。而且,由于经年变化或温度变化,构成冲压装置的构件的刚性会发生变化,冲压装置产生的挠曲有可能不同。由于冲压装置产生的挠曲,存在无法高精度地冲压对象物的问题。
[0011]
本发明是为了解决如上所述的问题而完成,其目的在于提供一种冲压装置,能够减轻因冲压装置的挠曲引起的冲压精度的劣化,从而高精度地冲压对象物。
[0012]
[解决问题的技术手段]
[0013]
本发明的冲压装置的特征在于包括以下。
[0014]
(1)撞锤,对成为冲压对象的对象物给予载荷。
[0015]
(2)驱动部,驱动所述撞锤。
[0016]
(3)检测部,检测所述撞锤对所述对象物的所述载荷的载荷值。
[0017]
(4)控制部,控制所述驱动部,以使所述撞锤对所述对象物给予载荷。
[0018]
(5)所述控制部基于事先的设定来进行下述控制,即,以实际冲压所述对象物时的冲压量成为所期望的冲压量以下的设定移动距离来使所述撞锤移动,在所述撞锤移动所述设定移动距离的过程中,基于由所述检测部所检测的所述载荷值来算出相对于所述所期望的冲压量而不足的、所述撞锤的不足移动距离,进行使所述撞锤移动所述不足移动距离的
控制。
[0019]
本发明的冲压装置中,也可采用以下的结构。
[0020]
(1)所述控制部进行下述控制,即,使所述撞锤不停止而移动所述设定移动距离与所述不足移动距离。
[0021]
(2)所述控制部基于由所述检测部所检测出的所述载荷值来算出与因反作用力引起的挠曲相关的挠曲量,并基于所算出的所述挠曲量来进行所述不足移动距离的计算,所述反作用力是由于通过所述撞锤对所述对象物给予所述载荷而产生。
[0022]
(3)所述控制部基于由所述检测部所检测出的所述载荷值的、相对于所述撞锤的移动距离的变化量来进行所述不足移动距离的计算。
[0023]
(4)所述控制部通过所述检测部来检测所述撞锤对所述对象物的所述载荷值,在算出了所述不足移动距离后,进行使所述撞锤减速移动的控制。
[0024]
(5)所述控制部对于所述驱动部,分为数次发送与所述设定移动距离相关的移动指令后,发送与所述不足移动距离相关的移动指令。
[0025]
[发明的效果]
[0026]
根据本发明,能够提供一种冲压装置,根据基于事先设定的设定移动距离和与所期望的冲压量的差值即不足移动距离来控制驱动部,因此能够高精度地冲压对象物。
[0027]
根据本发明,基于由检测部检测出的载荷来算出撞锤的不足移动距离,并控制驱动部,以使撞锤不停止而进行与设定移动距离以及不足移动距离相关的移动,因此能够高精度地通过检测部来检测撞锤的载荷。由此,不论对应于每个对象物而不同的冲压装置的挠曲、因经年变化或温度变化造成的冲压装置产生的挠曲的变化如何,均能够高精度地冲压对象物。
附图说明
[0028]
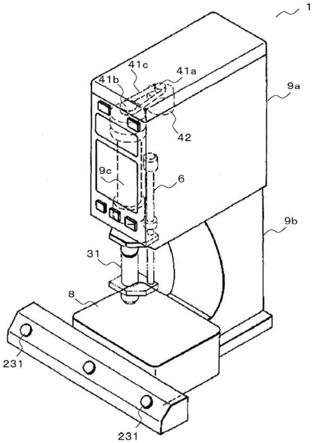
图1是表示第一实施方式的冲压装置的结构的立体图。
[0029]
图2是表示第一实施方式的冲压装置的内部的剖面图。
[0030]
图3是表示第一实施方式的冲压装置的结构的框图。
[0031]
图4的(a)及图4的(b)是说明第一实施方式的冲压装置的挠曲的图。
[0032]
图5是表示第一实施方式的冲压装置的运算部的程序流程的图。
[0033]
图6是说明第一实施方式的冲压装置的撞锤的位置与载荷的关系的图。
[0034]
图7是表示第一实施方式的冲压装置的伴随撞锤的减速的程序流程的图。
[0035]
图8是说明第一实施方式的冲压装置的伴随减速的撞锤的位置与载荷的关系的图。
[0036]
[符号的说明]
[0037]
1:冲压装置
[0038]
2:控制部
[0039]
20:运算部
[0040]
21:程序存储部
[0041]
22:显示部
[0042]
23:操作部
[0043]
231:开关
[0044]
232:输入电路
[0045]
24:临时存储部
[0046]
25:参数存储部
[0047]
26:指令脉冲产生部
[0048]
27:伺服马达驱动器
[0049]
28:编码器位置计数器
[0050]
3:加压部
[0051]
31:撞锤
[0052]
31a:母螺纹部
[0053]
31b:变形产生柱
[0054]
32:滚珠丝杠
[0055]
4:驱动部
[0056]
41:动力传递部
[0057]
41a、41b:皮带轮
[0058]
41c:皮带
[0059]
42:伺服马达
[0060]
43:编码器
[0061]
5:检测部
[0062]
51:应变计
[0063]
52:通信部
[0064]
8:底座
[0065]
9:框体
[0066]
9a:外壳
[0067]
9b:支柱
[0068]
9c:机壳
具体实施方式
[0069]
[第一实施方式]
[0070]
[1-1.概略结构]
[0071]
以下,参照图1~图3来说明本实施方式的冲压装置1的结构。
[0072]
如图1至图3所示,冲压装置1具有控制部2、加压部3、驱动部4、检测部5、底座8、框体9。框体9包含外壳(enclosure)9a、支柱9b、机壳(casing)9c。外壳9a、支柱9b、机壳9c包含铝或铁等材料。外壳9a支撑控制部2、加压部3、驱动部4、检测部5。外壳9a被固定于支柱9b,支柱9b被固定于底座8。底座8包含铝或铁等材料,载置成为冲压对象的对象物w。
[0073]
加压部3具有撞锤31、滚珠丝杠32。
[0074]
撞锤31、滚珠丝杠32包含铁材等的块体。撞锤31的内部形成为中空状。撞锤31在内部具有母螺纹部31a,与滚珠丝杠32螺合。滚珠丝杠32包含公螺纹。撞锤31通过滚珠丝杠32旋转而上下移动,以冲压对象物w。而且,在撞锤31的与对象物w抵接的端部设有变形产生柱
31b。变形产生柱31b抵接于对象物w而给予载荷。撞锤31被收纳于机壳9c而配置在外壳9a内。撞锤31通过引导部6来引导移动方向。
[0075]
滚珠丝杠32连接于驱动部4。滚珠丝杠32由驱动部4予以驱动而旋转。
[0076]
驱动部4具有动力传递部41、伺服马达42、编码器43。
[0077]
动力传递部41具有皮带轮41a、皮带41c、皮带轮41b。动力传递部41被配置在外壳9a的内部。动力传递部41的皮带轮41b连接于滚珠丝杠32。皮带轮41a的旋转经由皮带41c而传递至皮带轮41b,从而滚珠丝杠32旋转。动力传递部41的皮带轮41a连接于伺服马达42。
[0078]
伺服马达42连接于控制部2。伺服马达42通过控制部2来控制旋转量。伺服马达42使动力传递部41的皮带轮41a旋转。伺服马达42被配置在外壳9a的内部。
[0079]
编码器43检测伺服马达42的旋转量。编码器43连接于控制部2。编码器43检测伺服马达42的旋转量,进行编码后输出至控制部2。编码器43被配置于伺服马达42。
[0080]
检测部5包含应变计51、通信部52。应变计51包含压电元件等载荷传感器。应变计51配置在撞锤31的变形产生柱31b的与跟对象物w抵接的端部为相反的面。应变计51检测撞锤31对于对象物w的载荷。应变计51将所检测出的载荷相关的模拟信号发送至通信部52。由应变计51所检测出的载荷相关的模拟信号也可为应变计51的电阻值。
[0081]
通信部52包含模拟数字转换电路、发送电路。通信部52被配置在外壳9a的内部。通信部52对从传感器51接收的载荷相关的模拟信号进行放大并转换成数字信号,并发送至控制部2。
[0082]
控制部2是以微计算机为主体而构成。控制部2被配置在外壳9a的内部。控制部2进行加压部3对于对象物w的加压动作的控制。控制部2连接于驱动部4的伺服马达42,对伺服马达42的旋转量进行控制。控制部2连接于驱动部4的编码器43,接收经编码的伺服马达42的旋转量。控制部2连接于检测部5的通信部52,接收由传感器51所检测出的载荷相关的数字信号。
[0083]
控制部2包含运算部20、程序存储部21、显示部22、操作部23、临时存储部24、参数存储部25、指令脉冲产生部26、伺服马达驱动器27、编码器位置计数器28。
[0084]
程序存储部21包含含有半导体的存储器、或硬盘等存储装置。程序存储部21连接于运算部20。程序存储部21存储负责运算部20的运行的程序。运算部20基于存储于程序存储部21的程序来进行运行。
[0085]
显示部22包含等离子体显示器或液晶显示器等。显示部22连接于运算部20。显示部22由运算部20予以控制,显示所设定的参数、运行状态等。
[0086]
操作部23包含开关231以及输入电路232。操作部23连接于运算部20。开关231在对象物w的冲压动作开始时或冲压动作中止时由作业者进行操作。操作部23通过输入电路232来检测开关231受到操作的情况,并输出至运算部20。
[0087]
临时存储部24包含含有半导体的存储器、或硬盘等存储装置。临时存储部24连接于运算部20。临时存储部24由运算部20予以控制,存储运算过程中的暂时性的数据。
[0088]
参数存储部25包含含有半导体的存储器、或硬盘等存储装置。参数存储部25连接于运算部20。参数存储部25存储位置zt。位置zt是从撞锤31开始抵接于对象物w的位置即位置zs朝底座8方向为设定移动距离ds的位置。设定移动距离ds是位置zs与位置zt的差值。设定移动距离ds是假定为冲压装置1未产生挠曲的、撞锤31的移动距离。设定移动距离ds等于
冲压对象物w的所期望的冲压量dp。
[0089]
位置zt是在对象物w的冲压动作开始前由作业者进行设定,并预先存储在参数存储部25中。参数存储部25除了位置zt以外,也可存储预先设定的位置zs、设定移动距离ds。而且,参数存储部25存储被用于计算不足移动距离dt的挠曲系数k。挠曲系数k是在冲压动作开始前由作业者预先设定。
[0090]
指令脉冲产生部26包含脉冲产生电路。指令脉冲产生部26连接于运算部20、伺服马达驱动器27。指令脉冲产生部26接收从运算部20输出脉冲的指令即移动指令,转换为对伺服马达42的旋转量进行控制的脉冲。被转换为脉冲的移动指令经由伺服马达驱动器27而输入至伺服马达42。
[0091]
伺服马达驱动器27包含伺服马达驱动电路。伺服马达驱动器27连接于指令脉冲产生部26、伺服马达42。伺服马达驱动器27对由指令脉冲产生部26所转换的移动指令相关的脉冲进行电流放大,以驱动伺服马达42。伺服马达42以与从指令脉冲产生部26输出的脉冲数成正比的旋转角而旋转。通过伺服马达42以所期望的旋转角来旋转,从而撞锤31以所期望的移动量而移动。
[0092]
而且,伺服马达驱动器27连接于驱动部4的编码器43、运算部20。伺服马达驱动器27接收由编码器43所检测的伺服马达42的旋转角,并发送至运算部20。
[0093]
编码器位置计数器28包含计数器电路。编码器位置计数器28连接于驱动部4的编码器43、运算部20。编码器位置计数器28从编码器43接收经编码的伺服马达42的旋转量。编码器位置计数器28对伺服马达42的旋转量进行累积计数,并发送至运算部20。运算部20基于从编码器位置计数器28输出的经累积计数的旋转量,来检测撞锤31的移动量以及速度。
[0094]
运算部20包含微计算机。运算部20经由指令脉冲产生部26、伺服马达驱动器27、驱动部4来进行加压部3的控制,以利用所期望的冲压量dp来冲压对象物w。运算部20控制显示部22的显示动作。而且,运算部20经由操作部23来检测作业者所进行的操作。运算部20控制临时存储部24、参数存储部25的存储动作。
[0095]
运算部20经由伺服马达驱动器27来接收由编码器43所检测的伺服马达42的旋转角。而且,运算部20基于从编码器位置计数器28输出的、经累积计数的旋转量,来检测撞锤31的移动量以及速度。运算部20从检测部5接收加压部3的撞锤31的载荷相关的数字信号。运算部20基于存储在程序存储部21中的程序来进行运行。
[0096]
[1-2.作用]
[0097]
接下来,基于图1~图6来说明本实施方式的冲压装置1的作用。本实施方式中的参数如下。
[0098]
所期望的冲压量dp[mm]:所期望的冲压量dp是对于对象物w进行所期望的冲压时的、在冲压开始时撞锤31抵接于对象物w的位置、与进行理想的冲压后的撞锤31的加工后的位置的差值距离。从后述的位置xs直至位置xt为止的距离相当于所期望的冲压量dp[mm]。
[0099]
设定移动距离ds[mm]:设定移动距离ds是基于预先存储在参数存储部25中的位置zt来使撞锤31移动的距离。设定移动距离ds是位置zs与位置zt的差值。设定移动距离ds是假定为冲压装置1未产生挠曲的、撞锤31的移动距离。设定移动距离ds等于冲压对象物w的、所期望的冲压量dp。由于撞锤31会从对象物w受到反作用力,而冲压装置1产生挠曲量δ,因此基于设定移动距离ds所进行的对象物w的冲压将小于所期望的冲压量dp。
[0100]
不足移动距离dt[mm]:不足移动距离dt是所期望的冲压量dp与设定移动距离ds的差值距离。
[0101]
差值r[mm]:差值r是相当于通过伺服马达42来驱动撞锤31时的、“滞留脉冲”的数量的距离。
[0102]
挠曲量δ[mm]:挠曲量δ是相当于因撞锤31从对象物w受到的反作用力引起的、冲压装置1产生的挠曲的距离。
[0103]
位置zs[mm]:位置zs是撞锤31开始抵接于对象物w的位置。位置zs等于位置xs。
[0104]
位置z0[mm]:位置z0是由运算部20进行不足移动距离dt的计算的位置。
[0105]
位置zt[mm]:位置zt是从撞锤31开始抵接于对象物w的位置即位置zs朝底座8方向为设定移动距离ds的位置。位置zt被预先存储在参数存储部25中。
[0106]
位置xs[mm]:位置xs是撞锤31实际上开始抵接于对象物w的位置。位置xs等于位置zs。
[0107]
位置xt[mm]:位置xt是对象物w的冲压实际完成的位置。从位置xs直至位置xt为止的距离等于设定移动距离ds与不足移动距离dt之和。
[0108]
载荷值f(z0)[n]:载荷值f(z0)是位置z0处的撞锤31的载荷值。
[0109]
载荷值f(zt)[n]:载荷值f(zt)是位置zt处的撞锤31的载荷值。
[0110]
载荷值f(xt)[n]:载荷值f(xt)是位置xt处的撞锤31的载荷值。
[0111]
挠曲系数k[mm/n]:挠曲系数k是载荷值f[n]相对于挠曲量δ的比例系数。
[0112]
载荷倾斜值w(z0)[n/mm]:载荷倾斜值w(z0)是位置z0处的、载荷值f(z0)相对于撞锤31的移动距离的变化量。
[0113]
载荷倾斜值w(zt)[n/mm]:载荷倾斜值w(zt)是位置zt处的、载荷值f(zt)相对于撞锤31的移动距离的变化量。
[0114]
载荷倾斜值w(xt)[n/mm]:载荷倾斜值w(xt)是位置xt处的、载荷值f(xt)相对于撞锤31的移动距离的变化量。
[0115]
移动速度v[mm/s]:移动速度v是撞锤31的移动速度。
[0116]
系数sv[s]:系数sv是过冲距离系数。
[0117]
[运算部20的动作]
[0118]
控制部2的运算部20经由指令脉冲产生部26、伺服马达驱动器27、驱动部4来进行加压部3的控制,以冲压对象物w。运算部20通过操作部23来检测作业者所进行的表示开始冲压的操作,进行冲压对象物w的动作的控制。
[0119]
加压部3的撞锤31基于被发送至运算部20的移动指令而移动,对象物w受到冲压。运算部20最初进行下述控制,即,根据基于预先设定在参数存储部25中的位置zt的设定移动距离ds来使撞锤31移动以冲压对象物w。
[0120]
冲压装置1通过撞锤31,以高压的载荷来进行对象物w的冲压。由于以高压的载荷来进行对象物w的冲压,因此撞锤31会从对象物w受到反作用力。冲压装置1尽管构成得坚固,但如图4的(a)及图4的(b)所示,会因所述反作用力而产生挠曲量δ的挠曲。所述挠曲一般是在使撞锤31与对象物w隔开的方向上产生。
[0121]
因此,在根据基于预先设定的位置zt的设定移动距离ds来使撞锤31移动以冲压对象物w的情况下,对象物w将以不足所期望的冲压量dp受到冲压。
[0122]
也考虑单纯地将不足移动距离dt作为修正量而存储至参数存储部25中,将预先设定的不足移动距离dt追加至设定移动距离ds来使撞锤31移动。但是,在根据不足移动距离dt来进一步进行对象物的冲压的情况下,冲压装置1会产生进一步的挠曲。
[0123]
在根据不足移动距离dt来使撞锤移动时撞锤31从对象物w受到的反作用力,大于在根据设定移动距离ds来使撞锤移动时撞锤31所受到的反作用力。因此,一般就冲压装置1产生的挠曲量δ而言,由于进一步的挠曲,基于不足移动距离dt进行的冲压时要大于基于设定移动距离ds进行的冲压时。在根据预先设定的不足移动距离dt而追加至设定移动距离ds来使撞锤31移动的情况下,由于所述进一步的挠曲,对象物将以不足所期望的冲压量dp受到冲压,因而不理想。
[0124]
控制部2的运算部20算出基于预先设定的位置zt的设定移动距离ds、和所期望的冲压量dp与设定移动距离ds的差值即不足移动距离dt。运算部20基于不足移动距离dt来控制驱动部4,以使加压部3运行。运算部20基于由检测部5所检测的载荷来算出不足移动距离dt,使撞锤31不停止而移动与设定移动距离ds以及不足移动距离dt相关的距离。
[0125]
控制部2的运算部20基于由检测部5所检测出的载荷值f来算出与因反作用力引起的挠曲相关的挠曲量δ,并基于所算出的挠曲量δ来进行不足移动距离dt的计算,所述反作用力是由于通过撞锤31来对于对象物w给予载荷而产生。
[0126]
控制部2的运算部20基于由检测部5所检测的载荷值f的、相对于撞锤31的移动距离的变化量即载荷倾斜值w,来进行不足移动距离dt的计算。
[0127]
控制部2的运算部20对于驱动部4,分为数次发送与设定移动距离ds相关的移动指令后,发送与不足移动距离dt相关的移动指令。
[0128]
控制部2的运算部20通过存储在程序存储部21中的图5所示的程序,来进行以下的动作。
[0129]
首先,运算部20检测操作部23的开关231被按下的情况而开始处理(步骤s01)。在冲压动作的开始时,由作业者按下指示冲压作业开始的开关231。
[0130]
接下来,运算部20读出存储在参数存储部25中的位置zt(步骤s02)。根据位置zt来决定冲压结束时的撞锤31的目标停止位置。位置zt是从撞锤31开始抵接于对象物w的位置即位置zs朝底座8方向为设定移动距离ds的位置。设定移动距离ds是位置zs与位置zt的差值。设定移动距离ds是假定为冲压装置1未产生挠曲的、撞锤31的移动距离。设定移动距离ds等于冲压对象物w的所期望的冲压量dp。
[0131]
接下来,运算部20对指令脉冲产生部26发送移动指令(步骤s03)。运算部20根据移动指令,使撞锤31从位置zs移动至设定移动距离ds即位置zt为止。由指令脉冲产生部26转换为脉冲的移动指令经由伺服马达驱动器27而输入至伺服马达42。由此,伺服马达42开始旋转。伺服马达42的旋转经由动力传递部41而传递,滚珠丝杠32旋转,撞锤31移动。
[0132]
伺服马达42以与从指令脉冲产生部26输出的脉冲数成正比的旋转角而旋转。首先,使撞锤31移动至位置zs。在此时间点,撞锤31未受到反作用力,因此位置zs等于撞锤31实际开始抵接于对象物w的位置即位置xs。
[0133]
随后,运算部20对于指令脉冲产生部26,分为数次发送相当于设定移动距离ds的移动指令。例如,在伺服马达42以10,000脉冲移动与设定移动距离ds相关的距离的情况下,运算部20以每1毫秒从指令脉冲产生部26输出10脉冲的方式,分为1000次对指令脉冲产生
部26发送移动指令。
[0134]
接下来,运算部20进行撞锤31是否已到达位置z0的判断(步骤s04)。在位置z0,由运算部20进行不足移动距离dt的计算。位置z0是在撞锤31进行与不足移动距离dt相关的移动之前且结束与设定移动距离ds相关的移动之前的位置。撞锤31的位置是基于由编码器位置计数器28累积计数的伺服马达42的旋转量的累积来判断。
[0135]
若未判断为撞锤31已到达位置z0,则运算部20重复步骤s03的动作。若判断为撞锤31已到达位置z0,则运算部20进行步骤s05的动作。
[0136]
若判断为撞锤31已到达位置z0,则运算部20接收位置z0的载荷值f(z0)(步骤s05)。载荷值f(z0)是由检测部5所检测并发送至控制部2。图6显示表示撞锤31的位置与载荷值f(z0)的关系的图表。
[0137]
接下来,运算部20算出载荷倾斜值w(z0)(步骤s06)。载荷倾斜值w(z0)的计算是基于在步骤s05中接收的载荷值f(z0)来进行。载荷倾斜值w(z0)是载荷值f(z0)相对于撞锤31的移动距离的变化量。载荷倾斜值w(z0)相当于撞锤31在位置z0处的载荷值f(z0)的微分值。载荷倾斜值w(z0)的计算方法将后述。
[0138]
接下来,运算部20算出不足移动距离dt(步骤s07)。不足移动距离dt是基于由检测部5所检测的载荷值f(z0)来算出与因反作用力引起的挠曲相关的挠曲量δ,并基于所算出的挠曲量δ而算出,所述反作用力是由于通过撞锤31对于对象物w给予载荷而产生。而且,不足移动距离dt是基于由检测部5所检测出的载荷值f(z0)的、相对于撞锤31的移动距离的变化量即载荷倾斜值w(z0)而算出。载荷倾斜值w(z0)是在步骤s06中算出。不足移动距离dt的计算方法将后述。
[0139]
当到达位置z0后,在运算部20算出不足移动距离dt的时间,撞锤31移动至位置zt。对象物w以从位置xs直至位置zt的设定移动距离ds的距离而受到冲压。设定移动距离ds不足所期望的冲压量dp。
[0140]
接下来,运算部20对指令脉冲产生部26发送与不足移动距离dt相关的移动指令(步骤s08)。指令脉冲产生部26生成对与不足移动距离dt相关的伺服马达42的旋转量进行控制的脉冲。所生成的脉冲经由伺服马达驱动器27而输入至伺服马达42。由此,伺服马达42旋转。伺服马达42的旋转被传递至动力传递部41、滚珠丝杠32,撞锤31进行不足移动距离dt的移动。
[0141]
其结果,撞锤31移动至位置xt。对象物w以从位置xs直至位置xt的距离而受到冲压。从位置xs直至位置xt的距离等于所期望的冲压量dp。由此,对象物w通过所期望的冲压量dp受到冲压。
[0142]
随后,运算部20停止冲压动作。
[0143]
[运算部20对不足移动距离dt的计算]
[0144]
接下来说明运算部20对不足移动距离dt的计算。冲压装置1是通过撞锤31来以高压的载荷进行对象物的冲压,因此撞锤31会从对象物w受到反作用力。如图4的(a)及图4的(b)所示,因所述反作用力,冲压装置1产生基于挠曲量δ的挠曲。所述挠曲一般是在使撞锤31与对象物w隔开的方向上产生。因此,在通过设定移动距离ds来使撞锤31移动以冲压对象物w的情况下,对象物w将以不足所期望的冲压量dp而受到冲压。
[0145]
而且,在单纯地通过将设定移动距离ds加上预先设定的修正量所得的移动量来使
撞锤31移动以进行对象物w的冲压的情况下,冲压装置1会产生进一步的挠曲。由于所述进一步的挠曲,对象物w将以不足所期望的冲压量dp受到冲压。
[0146]
针对每个对象物w,冲压装置1产生的进一步的挠曲有可能不同。而且,由于经年变化或温度变化,构成冲压装置1的构件的刚性会发生变化,冲压装置1产生的挠曲有可能不同。
[0147]
为了解决此问题,通过运算部20,针对每个对象物w来各别地算出冲压装置1产生的挠曲量δ,并基于所算出的挠曲量δ来进行不足移动距离dt的计算。
[0148]
撞锤31从对象物w受到反作用力,从而冲压装置1的外壳9a、支柱9b相对于底座8而挠曲。由于所述挠曲,撞锤31相对于底座8而隔开。由此,对象物w相对于所期望的冲压量dp而不足挠曲量δ的距离受到冲压。
[0149]
冲压装置1产生的挠曲量δ与跟撞锤31相关的载荷值f[n]成正比。挠曲量δ[mm]与载荷值f[n]的关系通过(式1)来表示。
[0150]
δ[mm]=k[mm/n]*f[n]
……
(式1)
[0151]
(式1)中,k[mm/n]为挠曲系数。挠曲系数k[mm/n]是载荷值f[n]相对于挠曲量δ的比例系数。
[0152]
挠曲系数k[mm/n]是预先设定并被存储在参数存储部25中。挠曲系数k[mm/n]是在附有对撞锤31的前端与底座8的距离进行测定的测长器的状态下使撞锤31下降,预先测定与撞锤31相关的载荷值f[n]与挠曲量δ[mm]并算出。
[0153]
挠曲系数k[mm/n]也可在撞锤31的移动距离中的所有区间为一个值。而且,挠曲系数k[mm/n]也可在撞锤31的移动距离中的每个区间为不同的值。挠曲系数k[mm/n]并不限于在撞锤31的移动距离中的所有区间为固定。挠曲系数k[mm/n]也可在撞锤31的移动距离中的每个区间,例如通过折线近似来表示。也可将撞锤31的移动距离中的区间划分为n个,将第i个区间的系数设为挠曲系数ki[mm/n](i=1~n)。
[0154]
假定为冲压装置1未产生挠曲的撞锤31的位置z[mm]与在对象物w的冲压时冲压装置1产生了挠曲时的撞锤31的位置x[mm]的关系通过(式2)来表示。
[0155]
x[mm]=z[mm]+δ[mm]
……
(式2)
[0156]
(式2)中,δ[mm]是前述的(式1)中的挠曲量δ[mm]。
[0157]
图6中,通过基于预先设定的位置zt的设定移动距离ds来使撞锤31移动的位置由z来表示,冲压装置1产生了挠曲时的实际的撞锤31的位置由x来表示。将撞锤31开始抵接于对象物w的位置设为位置zs或位置xs,将对象物w的冲压完成时间点的撞锤31的位置设为xt。
[0158]
冲压装置1未产生挠曲时的从位置zs直至位置zt为止的距离为设定移动距离ds。设定移动距离ds等于所期望的冲压量dp。
[0159]
在存在挠曲的情况下,从位置xs直至位置xt为止的距离等于所期望的冲压量dp。所期望的冲压量dp相当于设定移动距离ds与不足移动距离dt之和。位置zs、位置xs是撞锤31开始抵接于对象物w的位置,为同一位置。
[0160]
为了使撞锤31移动,运算部20对于指令脉冲产生部26,分为数次发送相当于设定移动距离ds的移动指令。伺服马达42以与从指令脉冲产生部26输出的脉冲数成正比的旋转角来旋转。伺服马达42基于从指令脉冲产生部26输出的脉冲数来开始旋转。
[0161]
但是,在从指令脉冲产生部26输出多个脉冲后,直至伺服马达42的旋转达到所指令的旋转量为止会产生时间延迟。将从指令脉冲产生部26输出的多个脉冲中的、因所述时间延迟而充当不了伺服马达42的旋转量的脉冲称作“滞留脉冲”。
[0162]
运算部20对指令脉冲产生部26发送移动指令。指令脉冲产生部26将移动指令转换为脉冲,对伺服马达42输出具有移动至位置zt的数量的指令脉冲(相当于步骤s03)。运算部20以从指令脉冲产生部26分为数次输出指令脉冲的方式,发送相当于设定移动距离ds的移动指令。在假定为冲压装置1未产生挠曲的情况下,撞锤31的位置xt=zt,不需要通过(式1)来进行挠曲量δ[mm]的计算。
[0163]
但是,在冲压时,冲压装置1会产生挠曲。冲压装置1产生了挠曲时的运算是通过下述来进行。
[0164]
首先,运算部20进行下述控制,即,使撞锤31移动假定为冲压装置1未产生挠曲时的设定移动距离ds。即,运算部20将使撞锤31从位置zs移动至位置zt的移动指令发送至指令脉冲产生部26。指令脉冲产生部26将移动指令转换为具有使撞锤31移动至位置zt的数量的脉冲,并对伺服马达42输出。
[0165]
运算部20对指令脉冲产生部26,分为数次来发送使撞锤31移动至位置zt的移动指令(步骤s03)。而且,运算部20从检测部5接收此时间点的载荷值f(z0)(步骤s05)。运算部20基于载荷值f(z0)来算出载荷倾斜值w(z0)(步骤s06)。
[0166]
随后,运算部20进行不足移动距离dt的计算(步骤s07)。不足移动距离dt是在撞锤31到达位置z0之后且到达位置zt之前的时间所算出。
[0167]
位置z0是基于从编码器位置计数器28输出的经累积计数的伺服马达42的旋转量,由运算部20算出撞锤31的移动量而检测。载荷值f(z0)是将由应变计51所检测出的、撞锤31对于对象物w的载荷相关的模拟信号通过通信部52转换为数字信号,并输入至运算部20。
[0168]
载荷倾斜值w是载荷值f相对于单位距离的增加量,具有与弹簧常数相同的维度[n/mm]。载荷倾斜值w是载荷值f相对于位置的微分,通过(式3)来表示。
[0169]
w[n/mm]=df[n]/dz[mm]
……
(式3)
[0170]
载荷倾斜值w[n/mm]成为将位置z[mm]设为横轴、将载荷值f[n]设为纵轴的图6所示的图表中的倾斜。
[0171]
为了难以受到偏差的影响而算出可靠性高的倾斜值,优选通过直线回归计算来算出图表的倾斜。在表示撞锤31的前端的位置z[mm]的数据为(z1、z2
…
zn),表示各位置处的位置z[mm]载荷值f[n]的数据为(f1、f2
…
fn)的情况下,相对于各点划出回归直线。回归直线的倾斜是通过(式4)来表示。
[0172]
[数1]
[0173][0174]
运算部20通过(式4),基于到达位置z0[mm]为止的n个数据的组来进行载荷倾斜值w(z0)[n/mm]的计算。
[0175]
运算部20进行发送与分为数次而输出的设定移动距离ds相关的所有移动指令的
时间点的撞锤31的位置z0[mm]、与设想通过与设定移动距离ds相关的所有移动指令而移动的目标位置即位置zt[mm]的差值r[mm]的计算。差值r[mm]是通过(式5)来表示。
[0176]
zt[mm]=z0[mm]+r[mm]
……
(式5)
[0177]
差值r[mm]相当于通过伺服马达42来驱动撞锤31时的“滞留脉冲”的数量。“滞留脉冲”的数量与撞锤31的移动速度v[mm/s]成正比。差值r[mm]与撞锤31的移动速度v[mm/s]的关系是通过(式6)来表示。
[0178]
r[mm]=sv[s]*v[mm/s]
……
(式6)
[0179]
(式6)中,sv[s]为系数。
[0180]
系数sv[s]根据驱动部4或加压部3的结构、伺服马达驱动器27的反馈增益等而不同。系数sv[s]是预先算出并被存储在参数存储部25中。系数sv[s]是通过下述方式来算出,即,对伺服马达42输入脉冲以使撞锤31的移动速度v[mm/s]发生变化,测定从停止脉冲输入的时间点直至撞锤31停止移动为止的撞锤31的移动距离,以测定出所测定的撞锤31的移动距离的倾斜。
[0181]
若假定为即使撞锤31移动微小距离即差值r[mm],载荷倾斜值w[n/mm]也不会发生变化,则位置zt[mm]处的载荷倾斜值w(zt)[n/mm]通过(式7)来表示。
[0182]
w(zt)[n/mm]=w(z0+r)[n/mm]=w(z0)[n/mm]
……
(式7)
[0183]
运算部20在算出了不足移动距离dt后,对指令脉冲产生部26发送与不足移动距离dt相关的移动指令,使其转换为脉冲(步骤s08)。指令脉冲产生部26输出对伺服马达42的旋转量进行控制的脉冲。由此,撞锤31移动相当于不足移动距离dt的距离。运算部20进行使撞锤31移动至目标位置xt的控制。
[0184]
运算部20通过以下方式来进行不足移动距离dt的计算。位置z0[mm]与目标位置即位置xt的差值微小。因此,若假定为位置xt[mm]处的载荷倾斜值w(xt)[n/mm]与位置zt[mm]处的载荷倾斜值w(zt)[n/mm]相同,则位置xt[mm]处的载荷倾斜值w(xt)[n/mm]通过(式8)来表示。
[0185]
w(xt)[n/mm]=w(zt+dt)[n/mm]=w(zt)[n/mm]=w(z0+r)[n/mm]=w(z0)[n/mm]
……
(式8)
[0186]
对(式3)进行变形,载荷值f相对于单位距离的增加量df通过(式9)来表示。
[0187]
df[n]=w[n/mm]*dz[mm]
……
(式9)
[0188]
根据以上所述,目标位置即位置xt处的载荷值f(xt)为载荷值f(zt+dt),因此通过(式10)来表达。而且,将相对于位置xt的载荷值f(xt)示于图6。
[0189]
f(xt)[n]=f(z0+r+dt)=f(z0)[n]+w(z0)[n/mm]*r[mm]+w(z0)[n/mm]*dt[mm]
……
(式10)
[0190]
图6中,将位置zs、位置z0间的倾斜设为载荷倾斜值w0[n/mm],将位置z0、位置zt间的倾斜设为载荷倾斜值w1[n/mm],将位置zt、位置xt间的倾斜设为载荷倾斜值w2[n/mm]。
[0191]
位置z0、位置zt间的载荷的变化δf(z0
→
zt)如(式100)所示。
[0192]
δf(z0
→
zt)[n]=w1[n/mm]*r[mm]
……
(式100)
[0193]
同样,位置zt、位置xt间的载荷的变化δf(zt
→
xt)如(式101)所示。
[0194]
δf(zt
→
xt)[n]=w2[n/mm]*dt[mm]
……
(式101)
[0195]
因而,f(xt)如(式102)所示。
[0196]
f(xt)[n]=f(z0)[n]+δf(z0
→
zt)[n]+δf(zt
→
xt)[n]
……
(式102)
[0197]
代入(式100)、(式101),(式102)变为如(式103)所示。
[0198]
f(xt)[n]=f(z0)[n]+w1[n/mm]*r[mm]+w2[n/mm]*dt[mm]
……
(式103)
[0199]
由于差值r[mm]、不足移动距离dt[mm]微小,因此载荷倾斜值w1[n/mm]、w2[n/mm]通过(式104)、(式105)的近似式来表示。
[0200]
w1[n/mm]=w0[n/mm]
……
(式104)
[0201]
w2[n/mm]=w0[n/mm]
……
(式105)
[0202]
代入(式104)(式105),(式103)变为如(式106)所示。
[0203]
f(xt)[n]=f(z0)[n]+w0[n/mm]*r[mm]+w0[n/mm]*dt[mm]
……
(式106)
[0204]
载荷倾斜值w0[n/mm]为位置z0[mm]处的载荷倾斜值w1[n/mm],因此(式106)变为(式10)。
[0205]
f(xt)[n]=f(z0)[n]+w(z0)[n/mm]*r[mm]+w(z0)[n/mm]*dt[mm]
……
(式10)
[0206]
不足移动距离dt是最终的目标位置即位置xt处的挠曲量,因此通过(式11)来表示。
[0207]
dt[mm]=k[mm/n]*f(xt)[n]
……
(式11)
[0208]
将(式10)代入(式11)的右边,不足移动距离dt通过(式12)来表示。
[0209]
dt[mm]=k[mm/n]*f(z0)[n]+k[mm/n]*w(z0)[n/mm]*r[mm]+k[mm/n]*w(z0)[n/mm]*dt[mm]
……
(式12)
[0210]
基于(式12)与(式6),不足移动距离dt通过(式13)来表示。
[0211]
[数2]
[0212][0213]
此处,f(z0)[n]、k[mm/n]、w(z0)[n/mm]、sv[s]、v[mm/s]通过测定或计算而如所述那样为已知,运算部20基于(式13)来进行不足移动距离dt的计算。
[0214]
运算部20在撞锤31到达位置z0的时间点,进行不足移动距离dt的计算,并将与不足移动距离dt相关的移动指令发送至指令脉冲产生部26。位置z0是撞锤31到达足够设定移动距离ds的位置即位置zt之前的位置。位置z0相对于位置zt而隔开相当于差值r[mm]的距离。
[0215]
在撞锤31到达位置z0的时间点,伺服马达42具有相当于差值r[mm]的“滞留脉冲”。直至伺服马达42的旋转达到相当于“滞留脉冲”的旋转量为止,会产生时间延迟。在基于所述延迟的时间内,运算部20在撞锤31到达位置zt之前算出不足移动距离dt。
[0216]
假设使撞锤31暂时停止而进行与设定移动距离ds以及不足移动距离dt相关的移动,则与撞锤31相关的载荷值f(z0)将大幅变动,因此无法高精度地进行不足移动距离dt的计算。运算部20在撞锤31到达位置zt之前算出不足移动距离dt,使撞锤31不停止而移动与设定移动距离ds以及不足移动距离dt相关的距离。
[0217]
[伴随撞锤31的减速的运算部20的动作]
[0218]
运算部20也可使撞锤31不停止而减速或加速地进行与不足移动距离dt相关的移动。
[0219]
在通过固定速度来使撞锤31移动的情况下,运算部20以固定的时间间隔来对指令脉冲产生部26发送移动指令,伺服马达42以与从指令脉冲产生部26输出的脉冲数成正比的旋转角来旋转。例如,在撞锤31的移动速度快的情况下,不足移动距离dt的计算时间不够,运算部20对指令脉冲产生部26发送与不足移动距离dt相关的移动指令会延迟,其结果,撞锤31的移动有时会停止。
[0220]
载荷值f(z0)根据撞锤31的移动速度而不同。若在使撞锤31的移动减速后,进行与撞锤31相关的载荷值f(z0)的测定,则载荷值f(z0)的值发生变动而无法高精度地检测载荷值f(z0)。其结果,无法高精度地算出不足移动距离dt,因而不佳。在预测到不足移动距离dt的计算时间不够而必须使撞锤31的移动速度减速的情况下,运算部20也可在使撞锤31的移动减速之前进行不足移动距离dt的计算。
[0221]
而且,在从运算部20发送了移动指令后,直至撞锤31完成基于移动指令的移动为止,会产生时间延迟。尤其在驱动部4以包含伺服马达42的方式而构成的情况下,所述时间延迟将无法避免。例如,直至伺服马达42的旋转量达到相当于“滞留脉冲”的旋转量为止的时间相当于所述时间延迟。通过设定移动距离ds而移动的目标位置即位置zt与发送移动指令的时间点的撞锤31的位置z0的隔开距离为起因于“滞留脉冲”的距离,成为前述的(式5)所示的差值r。
[0222]
若差值r大,则目标位置即位置zt与发送移动指令的时间点的撞锤31的位置z0的隔开距离变大,因此无法高精度地算出不足移动距离dt,因而不佳。如(式6)所示,差值r与撞锤31的移动速度v成正比。因此,通过使撞锤31的移动速度v减速,能够减小差值r,从而能够提高不足移动距离dt的计算精度。在以提高不足移动距离dt的计算精度为目的而使撞锤31的移动速度减速的情况下,运算部20也可在使撞锤31的移动减速之前进行不足移动距离dt的计算。
[0223]
运算部20在撞锤31到达位置z0之前的位置ze,通过检测部5来检测撞锤31对于对象物w的载荷值f(ze),进行不足移动距离dt的计算。位置ze是从位置z0而与底座8隔开移动距离q[mm]的位置。随后,运算部20进行使撞锤31的移动减速的控制。为了使撞锤31的移动减速,运算部20加大对指令脉冲产生部26发送移动指令的时间间隔。
[0224]
如上所述,使撞锤31的移动在位置ze处减速的情况下,代替(式10)而通过(式14)来算出不足移动距离dt。
[0225]
f(xt)[n]=f(ze+q+r+dt)=f(ze)[n]+w(ze)[n/mm]*q[mm]w(ze)[n/mm]*r[mm]+w(ze)[n/mm]*dt[mm]
……
(式14)
[0226]
移动距离q[mm]是位置ze与位置z0的距离。
[0227]
而且,代替(式13)而通过(式15)来表示不足移动距离dt。
[0228]
[数3]
[0229][0230]
此处,f(ze)[n]、k[mm/n]、w(ze)[n/mm]、q[mm]、sv[s]、v[mm/s]通过测定或计算而如所述那样为已知,运算部20基于(式15)来进行不足移动距离dt的计算。
[0231]
控制部2的运算部20根据存储在程序存储部21中的图7所示的程序,来进行伴随撞
锤31的移动的减速的动作。
[0232]
首先,运算部20检测操作部23的开关231被按下的情况而开始处理(步骤s11)。在冲压动作的开始时,由作业者按下指示冲压作业开始的开关231。
[0233]
接下来,运算部20读出存储在参数存储部25中的位置zt(步骤s12)。根据位置zt来决定冲压结束时的撞锤31的目标停止位置。位置zt是从位置zs朝底座8方向为设定移动距离ds的位置。设定移动距离ds是假定为冲压装置1未产生挠曲的、撞锤31的移动距离。
[0234]
接下来,运算部20对指令脉冲产生部26发送移动指令(步骤s13)。运算部20通过移动指令来使撞锤31从位置zs移动至设定移动距离ds即位置zt为止。
[0235]
伺服马达42以与从指令脉冲产生部26输出的脉冲数成正比的旋转角来旋转。运算部20对于指令脉冲产生部26,分为数次来发送相当于设定移动距离ds的移动指令。
[0236]
接下来,运算部20进行撞锤31是否已到达位置ze的判断(步骤s14)。在位置ze,由检测部5进行撞锤31对于对象物w的载荷值f(ze)的检测,并进行不足移动距离dt的计算、使撞锤31减速的控制。位置ze是在撞锤31进行与不足移动距离dt相关的移动之前且结束与设定移动距离ds相关的移动之前的位置。撞锤31的位置是基于由编码器位置计数器28累积计数的伺服马达42的旋转量的累积来判断。
[0237]
若未判断为撞锤31已到达位置ze,则运算部20重复步骤s13的动作。若判断为撞锤31已到达位置ze,则运算部20进行步骤s15的动作。
[0238]
若判断为撞锤31已到达位置ze,则运算部20接收位置ze处的载荷值f(ze)(步骤s15)。图8显示表示撞锤31的位置与载荷值f(ze)的关系的图表。
[0239]
接下来,运算部20算出载荷倾斜值w(ze)(步骤s16)。载荷倾斜值w(ze)的计算是基于在步骤s05中接收的载荷值f(ze)而通过(式4)来进行。载荷倾斜值w(ze)是载荷值f(ze)相对于撞锤31的移动距离的变化量。载荷倾斜值w(ze)相当于撞锤31的位置ze处的载荷值f(ze)的微分值。
[0240]
接下来,运算部20算出不足移动距离dt(步骤s17)。不足移动距离dt是通过所述(式15)来算出。
[0241]
接下来,运算部20对指令脉冲产生部26发送与不足移动距离dt相关的移动指令(步骤s18)。伺服马达42从指令脉冲产生部26接收被转换为脉冲的移动指令。由此,伺服马达42旋转,撞锤31进行与不足移动距离dt相关的移动。
[0242]
运算部20将移动指令发送至指令脉冲产生部26,以使撞锤31减速移动(步骤s19)。由此,撞锤31减速移动设定移动距离ds中的移动距离q。运算部20也可在使撞锤31减速移动了移动距离q后进行控制,以使撞锤31通过到达位置ze之前的速度来移动。
[0243]
其结果,撞锤31移动至位置xt。对象物w以从位置xs直至位置xt的距离受到冲压。从位置xs直至位置xt的距离等于所期望的冲压量dp。由此,对象物w通过所期望的冲压量dp受到冲压。
[0244]
随后,运算部20停止冲压动作。
[0245]
以上为冲压装置1的作用。
[0246]
[1-3.效果]
[0247]
(1)根据本发明,冲压装置1包括:撞锤31,对成为冲压对象的对象物w给予载荷;驱动部4,驱动撞锤31;检测部5,检测撞锤31对于对象物w的载荷的载荷值f(z0);以及控制部
2,控制驱动部4,以使撞锤31对于对象物w给予载荷,控制部2基于事先的设定来进行下述控制,即,以实际冲压对象物w时的冲压量成为所期望的冲压量dp以下的设定移动距离ds来使撞锤31移动,在撞锤31移动设定移动距离ds的过程中,基于由检测部5所检测的载荷值f(z0)来算出相对于所期望的冲压量dp而不足的、撞锤31的不足移动距离dt,进行使撞锤31移动不足移动距离dt的控制,因此能够提供一种可高精度地冲压对象物w的冲压装置1。
[0248]
在撞锤31移动设定移动距离ds的过程中,通过检测部5来检测撞锤31的载荷值f(z0),因此可高精度地检测撞锤31的载荷的载荷值f(z0)。由此,可高精度地算出不足移动距离dt,其结果,能够高精度地冲压对象物w。
[0249]
(2)根据本发明,冲压装置1的控制部2进行下述控制,即,使撞锤31不停止而移动设定移动距离ds与不足移动距离dt,能够提供一种可高精度地冲压对象物w的冲压装置1。
[0250]
假设使撞锤31暂时停止而进行与设定移动距离ds以及不足移动距离dt相关的移动,则与撞锤31相关的载荷值f(z0)将大幅变动,因此无法高精度地进行不足移动距离dt的计算。根据本发明,控制部2使撞锤31不停止而进行与设定移动距离ds以及不足移动距离dt相关的移动,因此能够抑制与撞锤31相关的载荷值f(z0)的变动。由此,可高精度地算出不足移动距离dt。其结果,不论冲压装置1产生的挠曲如何,均能够高精度地冲压对象物。
[0251]
而且,在使撞锤31暂时停止的情况下,有可能因压入等而导致对象物w的冲压加工结果受到影响。而且,在使撞锤31暂时停止的情况下,存在每一个对象物w的加工时间比不使撞锤31暂时停止的情况长的缺点。其结果,存在单位时间能够进行冲压加工的对象物w的数量变少的缺点。
[0252]
根据本发明,控制部2使撞锤31不停止而进行与设定移动距离ds以及不足移动距离dt相关的移动,因此能够减轻因压入等引起的、对于对象物w的冲压加工结果的影响。而且,根据本发明,能够使每一个对象物w的加工时间比不使撞锤31暂时停止的情况短,其结果,能够增多单位时间能够进行冲压加工的对象物w的数量。
[0253]
(3)根据本发明,控制部2基于由检测部5所检测出的载荷值f(z0)来算出与因反作用力引起的挠曲相关的挠曲量δ,并基于所算出的挠曲量δ来进行不足移动距离dt的计算,所述反作用力是由于通过撞锤31对于对象物w给予载荷而产生,因此能够提供一种可高精度地冲压对象物w的冲压装置1。
[0254]
针对每个对象物w,冲压装置1产生的挠曲量δ有可能不同。而且,由于经年变化或温度变化,构成冲压装置1的构件的刚性会发生变化,冲压装置1产生的挠曲有可能不同。控制部2基于由检测部5所检测出的载荷值f(z0)来算出冲压装置1产生的挠曲量δ,并基于挠曲量δ来算出不足移动距离dt。
[0255]
根据本发明,控制部2针对每个对象物w,基于由检测部5所检测出的载荷值f(z0)来算出挠曲量δ,并基于所算出的挠曲量δ来进行不足移动距离dt的计算,因此能够高精度地冲压对象物w。
[0256]
(4)根据本发明,控制部2基于由检测部5所检测出的载荷值f(z0)的、相对于撞锤31的移动距离的变化量来进行不足移动距离dt的计算,因此能够提供一种可高精度地冲压对象物w的冲压装置1。
[0257]
控制部2基于载荷值f(z0)相对于撞锤31的移动距离的变化量,来预测冲压完成时的撞锤31在位置xt处的载荷值f(xt),以进行不足移动距离dt的计算。由此,可高精度地算
出不足移动距离dt,从而能够高精度地冲压对象物w。
[0258]
(5)根据本发明,控制部2通过检测部5来检测撞锤31对于对象物w的载荷值f(z0),在算出了不足移动距离dt后,进行使撞锤31减速移动的控制,因此,能够提供一种即使在撞锤31的移动速度快的情况下,也能高精度地冲压对象物w的冲压装置1。
[0259]
在撞锤31的移动速度快的情况下,不足移动距离dt的计算时间不够,运算部20对指令脉冲产生部26发送与不足移动距离dt相关的移动指令会延迟,其结果,撞锤31的移动有时会停止。
[0260]
载荷值f(z0)根据撞锤31的移动速度而不同。若在使撞锤31的移动减速后,进行与撞锤31相关的载荷值f(z0)的测定,则载荷值f(z0)的值发生变动而无法高精度地检测载荷值f(z0)。其结果,无法高精度地算出不足移动距离dt,因而不佳。在预测到不足移动距离dt的计算时间不够而必须使撞锤31的移动速度减速的情况下,运算部20也可在使撞锤31的移动减速之前进行不足移动距离dt的计算。
[0261]
而且,在从运算部20发生了移动指令后,直至撞锤31完成基于移动指令的移动为止,会产生时间延迟。尤其在驱动部4以包含伺服马达42的方式而构成的情况下,所述时间延迟将无法避免。例如,直至伺服马达42的旋转量达到相当于“滞留脉冲”的旋转量为止的时间相当于所述时间延迟。通过设定移动距离ds而移动的目标位置即位置zt与发送移动指令的时间点的撞锤31的位置z0的隔开距离为起因于“滞留脉冲”的距离,成为前述的(式5)所示的差值r。
[0262]
若差值r大,则目标位置即位置zt与发送移动指令的时间点的撞锤31的位置z0的隔开距离变大,因此无法高精度地算出不足移动距离dt,因而不佳。如(式6)所示,差值r与撞锤31的移动速度v成正比。因此,通过使撞锤31的移动速度v减速,能够减小差值r,从而能够提高不足移动距离dt的计算精度。在以提高不足移动距离dt的计算精度为目的而使撞锤31的移动速度减速的情况下,运算部20也可在使撞锤31的移动减速之前进行不足移动距离dt的计算。
[0263]
由此,可高精度地测定与撞锤31相关的载荷值f(z0),并基于所测定出的载荷值f(z0)来算出不足移动距离dt,因此可高精度地算出不足移动距离dt。其结果,能够高精度地冲压对象物w。
[0264]
(6)根据本发明,控制部2对于驱动部4,分为数次发送与设定移动距离ds相关的移动指令后,发送与不足移动距离dt相关的移动指令。直至伺服马达42的旋转达到相当于与设定移动距离ds相关的移动指令中的“滞留脉冲”的旋转量为止,会产生时间延迟。控制部2在所述延迟时间进行不足移动距离dt的计算。
[0265]
由此,控制部2能够使撞锤31不停止而进行与设定移动距离ds以及不足移动距离dt相关的移动。其结果,能够不使撞锤31停止而高精度地检测与撞锤31相关的载荷值f(z0)。由此,可高精度地算出不足移动距离dt。其结果,能够高精度地冲压对象物。
[0266]
[2.其他实施方式]
[0267]
对包含变形例的实施方式进行了说明,但这些实施方式仅为例示,并不意图限定发明的范围。这些实施方式能以其他的各种形态来实施,在不脱离发明主旨的范围内,能够进行各种省略或置换、变更。这些实施方式或其变形包含在发明的范围或主旨内,同样包含在权利要求书所记载的发明及其均等的范围内。以下为其一例。
[0268]
(1)所述实施方式中,不足移动距离dt的计算是在一次冲压动作时,在位置z0处进行一次,但不足移动距离dt的计算也可在一次冲压动作时进行多次。例如,运算部20也可在将与设定移动距离ds相关的移动指令发送至指令脉冲产生部26后的发送位置z01处进行第一次不足移动距离dt1的计算,在将与不足移动距离dt1相关的移动指令发送至指令脉冲产生部26后的发送位置z02处进行第二次不足移动距离dt2的计算,并将与不足移动距离dt2相关的移动指令发送至指令脉冲产生部26。
[0269]
通过像这样在一次冲压动作时进行多次不足移动距离dt的计算,从而即使在因不足移动距离dt1而与撞锤31相关的载荷值f(z02)发生了变化的情况下,也能够高精度地进行不足移动距离dt2的计算。由此,能够提供一种可高精度地冲压对象物w的冲压装置1。
[0270]
(2)所述实施方式中,所期望的冲压量dp是在冲压开始时撞锤31抵接于对象物w的位置与进行了理想的冲压后的撞锤31的加工后的位置的差值距离。但是,所期望的冲压量dp并不限于撞锤31的移动距离。例如,所期望的冲压量dp也可为与冲压部分的容积等相关的数值。设定移动距离ds是与所期望的冲压量dp对应的、假定为冲压装置1未产生挠曲的撞锤31的移动距离。
[0271]
(3)所述实施方式中,位置zt是事先设定的,设定移动距离ds是撞锤31基于预先存储在参数存储部25中的位置zt而移动的距离。但是,设定移动距离ds也可为事先设定,并预先存储在参数存储部25中。
[0272]
而且,事先设定并预先存储在参数存储部25中的项目并不限于位置zt或设定移动距离ds。例如,除了位置zt、设定移动距离ds以外,也可事先设定所期望的冲压量dp并预先存储至参数存储部25中。或者,也可事先设定位置zt、设定移动距离ds、所期望的冲压量dp中的至少一个并预先存储至参数存储部25中。
[0273]
(4)所述实施方式中,设定移动距离ds是与冲压对象物w的所期望的冲压量dp对应的、假定为冲压装置1未产生挠曲的撞锤31的移动距离。但是,设定移动距离ds并不限于所述。对于设定移动距离ds,也可由作业者来选择并事先设定实际冲压对象物w时的冲压量成为所期望的冲压量dp以下的距离,且预先存储至参数存储部25中。设定移动距离ds也可如以下那样由作业者来选择。
[0274]
设定移动距离ds优选为与跟所期望的冲压量dp对应的撞锤31的移动距离相同的值,但也可为以下述方式而选择的值,即,在通过设定移动距离ds来使撞锤31移动的情况下,实际受到冲压的对象物w的冲压量成为所期望的冲压量dp以下。所期望的冲压量dp也可独立于位置zt或设定移动距离ds而设定。设定移动距离ds也可为如以下那样由作业者所选择的数值。
[0275]
在与所期望的冲压量dp对应的撞锤31的移动距离为100mm,挠曲量δ为2mm的情况下,例如也可事先设定80mm作为设定移动距离ds,并预先存储至参数存储部25中。此时,控制部2也可将设定移动距离ds即80mm与跟所期望的冲压量dp对应的撞锤31的移动距离即100mm的差值即20mm、与跟挠曲量δ相关的2mm相加,而算出不足移动距离dt为22mm。通过像这样构成,即使在撞锤31的移动速度快的情况下,也能够事先根据设定移动距离ds来指定进行与撞锤31相关的载荷值f(z0)的测定的移动距离。其结果,能够提供一种即使在撞锤31的移动速度快的情况下,也能高精度地冲压对象物w的冲压装置1。
[0276]
而且,在与所期望的冲压量dp对应的撞锤31的移动距离为100mm,挠曲量δ为2mm的
情况下,已预先掌握了对于所有对象物w的挠曲量δ为1mm以上,例如也可事先设定101mm作为设定移动距离ds,并预先存储至参数存储部25中。此时,控制部2也可算出设定移动距离ds即101mm与跟所期望的冲压量dp对应的撞锤31的移动距离即100mm的差值即1mm、和与挠曲量δ相关的2mm的差值,从而算出不足移动距离dt为1mm。通过像这样构成,能够事先根据设定移动距离ds而将进行与撞锤31相关的载荷值f(z0)的测定的移动距离指定为接近冲压完成的位置。由此,可更高精度地检测撞锤31的载荷值f(z0)。其结果,能够提供一种可高精度地冲压对象物w的冲压装置1。
[0277]
如上所述,对于设定移动距离ds,也可由作业者来选择并事先设定实际冲压对象物w时的冲压量成为所期望的冲压量dp以下的距离,且预先存储至参数存储部25中。