1.本发明涉及用于对轧件进行冷轧的轧制装置、方法和轧机列。
背景技术:
2.在冷轧时,使轧件、例如金属轧带在两个工作辊之间穿过,所述两个工作辊通过辊缝被隔开。所述工作辊布置在轧制机架中并且通过驱动装置围绕着其纵轴线转动。通常多台轧制机架先后布置并且形成所谓的轧机列,使轧件沿着轧制方向穿过所述轧机列,其中所述轧件的厚度逐步地被减小。在典型的应用中,轧制速度从轧制机架到轧制机架而提高并且轧制力矩从轧制机架到轧制机架而降低。然而,轧制机架的数量和最大的厚度减薄量在过程技术上不能任意地提高,因为轧件的材料强度根据厚度减薄量而提高。这从一定的轧件强度值和工作辊直径起导致工作辊的高的扁率和轧件的减小的厚度减薄量。
3.通常,轧制机架除了工作辊之外还具有所谓的支承辊,所述支承辊支承着工作辊。每个轧辊在其端部处以能旋转的方式被安装在轴承上,所述轴承分别由所谓的装配件撑住,所述装配件以能垂直移动的方式被安装在轧制机架的支架中。通过所述装配件的可垂直移动性能够改变所述轧辊的位置并且使所述轧辊的位置相互匹配并与轧件的厚度相匹配。此外,通过工作辊装配件,能够将弯曲力施加到工作辊上,在轧制时用所述弯曲力使所述工作辊轻微地弯曲,以便获得轧件的沿着轴向方向、也就是说沿着工作辊的纵轴线的均匀厚度。
4.所述工作辊在对轧件进行轧制时会磨损。因此,所述工作辊分别在一定的轧制持续时间之后会被磨耗。由此,逐渐地减小了所述工作辊的辊直径。最后,当工作辊的辊直径由于磨耗而减小到最小的工作辊直径时,要更换所述工作辊。第一次使用的工作辊的直径等于工作辊的最大的工作辊直径,并且能够通过重复的磨耗而一直减小到最小的工作辊直径。最大的工作辊直径与最小的工作辊直径之间的差尤其通过所谓的硬化深度来决定,所述硬化深度限定了从工作辊的表面径向伸展到内部的区域,该区域具有比工作辊的其余材料大的硬度。只有当工作辊的当前直径处于相应的最大的与最小的工作辊直径之间并且由此所述工作辊的当前表面处于具有比其余的工作辊体大的硬度的区域中时,才使用所述轧制机架上的工作辊。由此,工作辊的最小的和最大的工作辊直径限定了该工作辊的工作辊直径范围,在所述工作辊直径范围之内能够有意义地使用工作辊来进行轧制:如果所述工作辊直径由于进一步的磨耗而离开工作辊直径范围,则不再使用它。
5.此外,所述最小的工作辊直径通过轧制参数(轧制力矩、轧制力、轧制拉力、轧制速度)及其对工作辊轴承和工作辊轴颈的选择的影响来决定,在所述工作辊轴颈上所述工作辊被驱动并且所述工作辊轴颈又决定了所述工作辊轴承的最小的内直径。工作辊轴承的外直径和宽度决定了所述工作辊轴承的生产能力。所述工作辊装配件的所推荐的最小壁厚与所述工作辊轴承的外直径和负荷相对应。由此,所述工作辊轴承的尺寸、所述工作辊装配件的壁厚以及应该避免工作辊和工作辊装配件的碰撞的安全间距决定了工作辊的最小可用直径。所述轧制参数又由轧件的材料特性并且由其入口厚度、出口厚度和宽度来决定。
6.因此,具有大的宽度和厚度以及较高的所要求的例如大于80%的厚度减薄量的相对软的轧件尤其对轧机列的前两台轧制机架提出高的转矩要求并且导致后置的轧制机架的组件的高的温度负荷。因此对软的轧件的这样的轧制来说,优选使用大的工作辊直径。
7.对于具有例如大于0.5 mm的出口厚度的高强度和最高强度的轧件的轧制在所有轧制机架上导致高的轧制力并且特别是在后置的轧制机架上(例如在第三和第四轧制机架上)与较软的轧件相比导致较小的厚度减薄能力。转矩要求处于较高的和最高的范围内。对于例如用于制造具有较高的硅含量和小于0.5 mm的出口厚度的电工钢带的、非常薄的高强度的轧件的轧制导致具有适度的转矩的高的单位轧制力。在这两种情况下,中等的和大的工作辊直径导致在后置的轧制机架上的工作辊的高的扁率,从而在这些情况下、尤其在后置的轧制机架上优选使用小的工作辊直径。
技术实现要素:
8.本发明的任务在于,说明一种轧制装置、一种方法和一种轧机列,它们能够实现不同的轧制产品、尤其是具有不同的硬度和厚度的轧制产品的生产。
9.根据本发明,该任务通过一种具有权利要求1的特征的轧制机架、一种具有权利要求10的特征的方法和一种具有权利要求15的特征的轧机列来解决。
10.本发明的有利的设计方案是从属权利要求的主题。
11.按本发明的用于对轧件进行冷轧的轧制装置包括轧制机架、多个用于选择性地用装备组之一来装备轧制机架的装备组和工作辊驱动装置。每个装备组包括两个工作辊和用于每个工作辊的两个配属于工作辊的工作辊装配件和配属于工作辊的主轴头,其中所述工作辊装配件分别具有至少一个用于工作辊的工作辊轴承,并且所述主轴头能够形状锁合地与工作辊的工作辊轴颈相连接。同一个装备组的工作辊分别具有相同的工作辊直径范围。不同装备组的工作辊具有彼此不同的工作辊直径范围,其中,如果其中一个装备组的工作辊的最小的或最大的工作辊直径不同于另一个装备组的工作辊的相应的最小的或者最大的工作辊直径,那么一个装备组的工作辊直径范围不同于另一个装备组的工作辊直径范围。所述轧制机架具有支架,所述支架分别被构造用于接纳装备组的工作辊装配件。所述工作辊驱动装置具有两根驱动主轴,它们分别被构造用于经由配属于工作辊的主轴头通过围绕着驱动主轴的纵轴线的旋转来驱动工作辊。
12.按本发明的轧制装置的轧制机架因此能够用具有不同的工作辊直径范围的工作辊来装备。为此,每个装备组包括与其两个工作辊相对应的工作辊装配件,以便将工作辊安装到轧制机架中,并且为每个工作辊而包括与其相对应的主轴头,通过所述主轴头能够用工作辊驱动装置的驱动主轴来驱动工作辊。由此,所述轧制机架能够有利地与相应的轧件相匹配。因此,例如为了对高强度的轧件进行轧制,能够使用具有比用于对相对软的轧件进行轧制的工作辊小的工作辊直径的工作辊。具有不同的工作辊直径范围的工作辊的装备组的不同的结构高度能够通过轧制机架中的装配件的可垂直移动性来补偿。由此,按本发明的轧制装置适合用于有待制造的轧制产品的大的产品范围。本发明的目的尤其在于,用同一个轧制装置不仅能够有利地加工相对软的轧件而且能够制造具有小的厚度、例如小于0.5 mm的厚度的高品质的高强度的钢产品。
13.在所述轧制装置的一种设计方案中,所有装备组的工作辊轴承都被构造为滚动轴
承、例如被构造为圆锥滚子轴承。
14.在所述轧制装置的另一种设计方案中,装备组的最小的工作辊直径与最大的工作辊直径相差40mm至90 mm。
15.在所述轧制装置的另一种设计方案中,一个装备组的工作辊具有340mm的最小的工作辊直径和385mm的最大的工作辊直径,并且另一个装备组的工作辊具有375mm的最小的工作辊直径和460mm的最大的工作辊直径。由此,能够仅仅通过装备组的更换来将轧制机架设立用于对最高强度的轧件进行轧制,对于最高强度的轧件来说需要小于375mm的轧辊直径。由此能够有利地以小的耗费实现能生产的产品范围的扩大。
16.所有装备组的工作辊轴承的内直径优选彼此偏差最多两个百分点。由此,能够使用具有相同的轴颈直径的工作辊轴颈的工作辊,因而所述主轴头也具有相同的内直径并且所有装备组的工作辊都能够用相同的驱动主轴来驱动。因此,在将轧制机架改装到另一工作辊直径的工作辊上时,不必更换所述驱动主轴。与此相对应,所述轧制装置的另一种设计方案规定,所有装备组的工作辊的工作辊轴颈具有相同的轴颈直径和轴颈形状。
17.工作辊轴承的外直径与内直径的直径比会随着装备组的工作辊的工作辊直径范围的减小而减小。例如,至少一个装备组的工作辊轴承的外直径与内直径的直径比最多为1.41,并且至少另一个装备组的工作辊轴承的外直径与内直径的直径比最多为1.32。通过对于具有工作辊轴承的相应的直径比的装备组的选择,能够使所述轧制机架与相应的轧件等级相匹配。所述工作辊轴承的直径比随着工作辊直径而减小,这一点考虑到,所述工作辊轴承的外半径和工作辊装配件的在面向轧件的侧面上的壁厚的总和必须小于最小的工作辊半径,因为否则所述轧制机架中的两个彼此对置的工作辊的工作辊轴承会相互碰撞或相互阻碍。尽可能小的直径比尤其对于工作辊轴承的预先给定的内直径来说允许工作辊装配件的尽可能小的结构高度并且由此允许小的工作辊直径。小的工作辊直径又适合用于尤其在如上面已经解释的一样的轧机列的后置的轧制机架中对高强度和最高强度的轧件进行轧制。此外,小的工作辊直径也方便工作辊的弯曲,因为为了弯曲而必需的弯曲力减小。
18.在所述轧制装置的另一种设计方案中,至少一个装备组的工作辊装配件的高度与工作辊轴承的外直径的比例小于1.09。所述轧制装置的这种设计方案也旨在通过工作辊装配件的高度的减小来减小工作辊直径。对于工作辊轴承的预先给定的内直径来说,能够结合工作辊轴承的外直径与内直径的直径比的上面所提到的减小来减小工作辊装配件的高度。
19.在所述轧制装置的另一种设计方案中,至少一个装备组的工作辊装配件的在该工作辊装配件的面向轧件的侧面上的最小壁厚小于所述工作辊装配件的工作辊轴承的外直径的百分之六。
20.在所述轧制装置的另一种设计方案中,至少一个装备组的工作辊装配件的在面向轧件的侧面上的最小壁厚最多与所述工作辊装配件的在背离轧件的侧面上的最小壁厚一样大。
21.所述轧制装置的前面所提到的设计方案考虑到,随着工作辊直径的减小,所述工作辊装配件彼此接近并且由此所述工作辊装配件相互碰撞或相互阻碍的危险增大。所述工作辊装配件的在其面向轧件的侧面上的最小壁厚的减小扩大了工作辊装配件的彼此间的间距,并且由此实现了工作辊直径的进一步减小,而所述工作辊装配件不会相互碰撞或不
会相互阻碍。
22.在按本发明的、用于用根据前述权利要求中任一项所述的轧制装置对轧件进行冷轧的方法中,用装备组来装备所述轧制机架,所述装备组根据轧件来选择。由此,尤其使用于轧制的工作辊的工作辊直径与轧件的强度、宽度、入口厚度和/或出口厚度相匹配。
23.在所述按本发明的方法的一种设计方案中,用装备组来装备所述轧制机架,所述装备组根据轧制装置在轧机列中的位置来选择。“轧制装置在(多机架的)轧机列中的位置”是指以下位置,所述轧制装置的轧制机架在轧机列的所有轧制机架的次序中占据所述位置,所述轧件以所述次序穿过轧制机架。所述按本发明的方法的这种设计方案考虑到,沿着所述轧机列所述轧件的强度和厚度以及轧制速度和必需的轧制力矩发生变化,由此轧制装置的工作辊的对轧制过程来说最有利的工作辊直径又能够取决于轧制装置在轧机列中的位置。
24.在所述按本发明的方法的另一种设计方案中,根据工作辊装配件的、在所述工作辊装配件的面向轧件的侧面上的最小壁厚为至少一个装备组确定用于工作辊的正弯曲的弯曲极限,并且使所述工作辊不超过弯曲极限地正弯曲。所述按本发明的方法的这种设计方案尤其针对按本发明的轧制装置的上面所提到的设计方案,其中工作辊装配件的在面向轧件的侧面上的最小壁厚被减小。这些壁厚的减小引起所述工作辊装配件的在工作辊的正向弯曲中的负荷能力的减小。所述按本发明的方法的前面所提到的设计方案通过对于工作辊的正弯曲的相应的限制来考虑到这一点。
25.在所述按本发明的方法的另一种设计方案中,根据工作辊的凸度使至少一个装备组的工作辊负弯曲。所述按本发明的方法的这种设计方案的目的也在于,在工作辊在其面向轧件的侧面上的弯曲中减轻所述工作辊装配件的负荷,方法是:取代尤其给这些侧面加荷的正弯曲而优选实施所述工作辊的与工作辊的凸度共同作用的负弯曲,这以所述工作辊的适当地设计的凸度为前提。
26.在所述按本发明的方法的另一种设计方案中,根据轧件的宽度和厚度为至少一个装备组调节工作辊相对彼此的轴向移动。由此能够减轻轧件的带边缘的负荷,例如用于避免带边缘的边缘裂纹,所述边缘裂纹可能在对有边缘裂纹危险的轧件、例如具有至少两个百分点的硅含量的电工钢带进行轧制时在不减轻带边缘的负荷的情况下出现。此外,通过所述工作辊的这样的相互的轴向移动,能够防止所述工作辊的中间区域在对非常薄的轧件进行轧制时在轧件之外的区域中相互接触,其中在所述中间区域中所述工作辊具有其最大的工作辊直径。
27.按本发明的轧机列具有至少一个按本发明的轧制装置。这样的轧机列的优点从按本发明的轧制装置的上面所提到的优点中得出。尤其按本发明的轧机列允许根据相应的轧件来改装所述按本发明的轧制装置,也就是说允许使这些轧制装置的轧制机架的装备与轧件相匹配,并且由此允许用同一个轧机列来加工不同的轧件或者制造不同的轧制产品。
附图说明
28.本发明的上面所描述的特性、特征和优点以及如何实现这些特性、特征和优点的方式和方法结合以下对实施例所作的描述而变得更加清楚易懂,所述实施例结合附图进行进一步解释。在此:
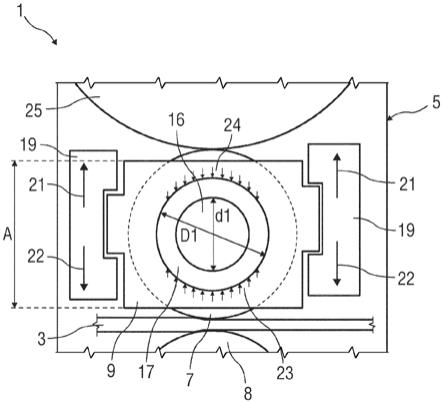
图1示出了轧制装置的一种实施例的在工作辊的区域中的剖面图,图2示出了工作辊和在工作辊之间穿过的轧件,图3以剖面图示出了工作辊轴颈、主轴头和驱动主轴,图4示出了轧制装置的另一种实施例的工作辊装配件,图5示意性地示出了具有四个轧制装置的轧机列。
29.彼此相对应的部件在所有附图中设有相同的附图标记。
具体实施方式
30.图1示出了按本发明的用于对轧件3进行冷轧的轧制装置1的一种实施例的剖面图。所述轧制装置1包括轧制机架5、多个用于可选地用装备组之一来装备轧制机架5的装备组以及工作辊驱动装置。每个装备组包括两个工作辊7、8和用于每个工作辊7、8的两个配属于工作辊7、8的工作辊装配件9和配属于工作辊7、8的主轴头11。一个装备组的两个工作辊7、8具有相同的工作辊直径范围,不同装备组的工作辊7、8具有彼此不同的工作辊直径范围。
31.图2示出了一个装备组的工作辊7、8和在工作辊7、8之间穿过的具有宽度b的轧件3。工作辊7、8的工作辊直径d是所述工作辊7、8的最大直径,并且由所述工作辊7、8在中间区域13中所具有,所述中间区域近似为圆柱形并且通常被研磨成凸球状或瓶状。每个工作辊7、8的中间区域13的端部具有倒棱15,其中所述两个工作辊7、8的倒棱15彼此对置地设置。工作辊7、8的每个端部区域被构造为工作辊轴颈16,其轴颈直径d小于所述工作辊直径d。所有装备组的工作辊7、8的轴颈直径d相一致。
32.在图2中,所述工作辊7、8相对于彼此如此轴向移动,使得所述两个工作辊7、8的倒棱15分别布置在轧件3的两条侧面的带边缘之一的区域中。由此在轧制时减轻所述轧件3的带边缘的负荷,例如用于避免带边缘的边缘裂纹,所述边缘裂纹在对有边缘裂纹危险的轧件3、例如具有至少两个百分点的硅含量的电工钢带进行轧制时在不减轻带边缘的负荷的情况下可能出现。此外,通过所述工作辊7、8的这样的相互的轴向移动,能够防止所述工作辊7、8的中间区域13在对非常薄的轧件3进行轧制时在轧件3外部的区域中相互接触。
33.每个工作辊装配件9具有用于工作辊7、8的工作辊轴颈16的工作辊轴承17。所述工作辊轴承17是具有与工作辊轴颈16的轴颈直径d相对应的内直径d1以及外直径d1的滚动轴承、例如圆锥滚子轴承。所有装备组的工作辊轴承17的内直径d1至少近似相同;例如它们彼此偏差最多两个百分点。相反,不同装备组的工作辊轴承17的外直径d1可能明显地彼此不同。例如,工作辊轴承17的外直径d1与内直径d1的直径比d1/d1随着装备组的工作辊7、8的辊直径d的减小而减小。例如,这种直径比例对至少一个装备组来说、尤其对具有小的工作辊直径d的装备组来说至多为1.32。此外,工作辊装配件9的高度a与工作辊装配件9的工作辊轴承17的外直径d1的比例a/d1对至少一个装备组来说、尤其对所有装备组来说优选小于1.09。
34.为了用所述轧制装置1对轧件3进行轧制,所述轧制机架5装备有装备组的工作辊装配件9和工作辊7、8。所述轧制机架5为此具有四个支架19,所述支架接纳各一个工作辊装配件9并且所述工作辊装配件9能够例如通过(未示出的)液压缸在支架中竖直移动。尤其能够通过所述支架19将弯曲力施加到工作辊7、8上。通过沿着背离轧件3指向的第一弯曲力方
向21的弯曲力,能够使工作辊7、8正弯曲。在此,尤其是向所述工作辊装配件9的面向轧件3的第一负荷区23加荷,其中在图1中在此起作用的力通过在所述第一负荷区23中的箭头来示出。通过沿着指向轧件3的第二弯曲力方向22的弯曲力,能够使工作辊7、8负弯曲。在此,尤其是向所述工作辊装配件9的背离轧件3的第二负荷区24加荷,其中在图1中在此起作用的力通过在第二负荷区24中的箭头来示出。
35.此外,在图1中所示出实施例的轧制装置1具有支承辊25,所述支承辊布置在支架19的上方和下方并且能够垂直移动,使得其位置能够与工作辊7、8的工作辊直径d和位置相匹配。
36.图3以剖面图示出了工作辊7、8的工作辊轴颈16、配属于工作辊7、8的主轴头11和轧制装置1的工作辊驱动装置的驱动主轴27。所述主轴头11管状地构成。所述主轴头11的朝向工作辊轴颈16的端部形成开口,该开口的横截面与工作辊轴颈16的端部的横截面相对应并且所述工作辊轴颈16的端部伸入到该开口中。所述工作辊轴颈16的端部的横截面不是圆形的,而是例如具有圆的形状,从所述圆中切出两个通过在该圆的圆心处的点镜像而产生的圆弓。由此,所述主轴头11和工作辊轴颈16的端部形状锁合地相互连接。
37.所述驱动主轴27的一端伸入到主轴头11的另一端里面。所述驱动主轴27的这个端部具有外齿部29,该外齿部与主轴头11的内表面上的内齿部31相对应,使得所述驱动主轴27的围绕着其纵轴线的旋转被传递到主轴头11上并且通过所述主轴头11被传递到工作辊轴颈16上并且驱动着所述工作辊7、8。所述驱动主轴27的旋转通过工作辊驱动装置的(未示出的)驱动单元、例如通过马达来产生。
38.所述主轴头11的壁厚、外直径和内齿部31为工作辊驱动装置的最大转矩而设计,所述工作辊驱动装置用于驱动工作辊7、8,所述主轴头11配属于所述工作辊。此外,如此设计所述主轴头11,使得在所述驱动主轴27与主轴头11的纵轴线之间的角度是能调节的,以便对所述工作辊7、8的、例如在所述工作辊7、8的磨损之后的位置变化进行补偿。
39.图4示出了轧制装置1的另一种实施例的工作辊装配件9。所述工作辊装配件9在面向轧件3的侧面33上具有最小壁厚w1,该最小壁厚小于在背离轧件3的侧面34上的最小壁厚w2。例如,所述在面向轧件3的侧面33上的最小壁厚w1小于所述工作辊装配件9的工作辊轴承17的外直径d1的百分之六。在使用这样的工作辊装配件9时,优选根据所述工作辊装配件9的、在面向轧件3的侧面上的最小壁厚w1来确定用于所述工作辊7、8的正弯曲的弯曲极限,并且使所述工作辊7、8不超过所述弯曲极限地正弯曲。
40.图5示意性地示出了具有四个按本发明的轧制装置1的轧机列35。所述轧制装置1沿着轧制方向37先后布置,轧件3沿着所述轧制方向穿过所述轧机列35。所述轧机列35的所有轧制装置1优选在驱动主轴27、主轴头11、工作辊7、8的工作辊轴颈16和工作辊装配件9方面同样地构成,使得这些组件能够在轧制装置1之间进行更换。这有利地简化了备件库存并且提高轧机列35的收益性。
41.按照本发明,轧制装置1的轧制机架5装备有装备组,该装备组根据轧件3、尤其是其强度、宽度b、入口厚度和/或出口厚度以及轧制装置1在轧机列35中的位置来选择。例如就在图5中所示出的用于制造薄的、高强度和最高强度的轧件3、例如具有硅含量的电工钢带的、四机架的轧机列35而言,两个后置的轧制装置1的轧制机架5装备有工作辊7、8,所述工作辊的工作辊直径d小于两个前置的轧制装置1的轧制机架5所装备的工作辊7、8的工作
辊直径d。例如,所述两个后置的轧制装置1用具有最多350mm至430mm(取决于轧件3的宽度b)的工作辊直径d的工作辊7、8来装备,并且所述两个前置的轧制装置1用具有最多400mm至490mm(取决于轧件3的宽度b)的工作辊直径d的工作辊7、8来装备。
42.附图标记列表:1轧制装置3轧件5轧制机架7、8工作辊9工作辊装配件11主轴头13中间区域15倒棱16工作辊轴颈17轴承19支架21、22弯曲力方向23、24负荷区25支承辊27驱动主轴29外齿部31内齿部33、34侧面35轧机列37轧制方向a高度b宽度d工作辊直径d轴颈直径d1外直径d1内直径w1、w2最小壁厚。