1.本实用新型涉及金刚石锯片加工技术领域,特别是涉及一种用于金刚石锯片基体内孔加工的三爪卡盘。
背景技术:
2.数控车床用三爪卡盘是用于在数控车床加工时对物料进行固定的夹具,广泛应用于加工厂的数控车床加工场合,具有较好的使用效果。但是传统的三爪卡盘无法适用于金刚石锯片基体和硬质合金锯片基体内孔加工时的装夹固定,而金刚石锯片基体与硬质合金锯片基体内孔的传统的加工生产效率不高,操作较为繁琐,更主要的是无法适配物料夹取机构来适配自动化系统,因此,需要设计一种金刚石锯片基体与硬质合金锯片基体用的三爪卡盘。
技术实现要素:
3.为解决以上技术问题,本实用新型提供用于金刚石锯片基体内孔加工的三爪卡盘,此三爪卡盘能够用于金刚石锯片基体和硬质合金锯片基体的装夹固定,进而配合自动化设备和数控车床实现锯片内孔的自动加工。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:用于金刚石锯片基体内孔加工的三爪卡盘,它包括三爪卡盘主体,所述三爪卡盘主体的头部设置有均布的用于工件夹紧的第一卡爪、第二卡爪和第三卡爪;所述第一卡爪上固定安装有第一扇形卡盘,所述第二卡爪上固定安装有第二扇形卡盘,所述第三卡爪上固定安装有第三扇形卡盘;所述第一扇形卡盘、第二扇形卡盘和第三扇形卡盘采用相同的结构,并在外端面分别加工有深度不同的第一弧形卡槽和第二弧形卡槽。
5.所述三爪卡盘主体采用液压三爪卡盘,包括卡盘液压筒体,所述卡盘液压筒体的内部设置有三个均布的活塞腔体,所述活塞腔体的内部滑动设置有活塞体,三个活塞体的外顶端分别固定安装第一卡爪、第二卡爪和第三卡爪。
6.所述卡盘液压筒体的尾部固定安装有筒体端盖,所述筒体端盖的中心部位设置有多个液压管接口,所述液压管接口与用于提供液压油的油泵系统相连。
7.所述筒体盖板通过多个筒体固定螺栓与数控车床主轴相连,并带动整个三爪卡盘主体回转运动。
8.所述第一扇形卡盘、第二扇形卡盘和第三扇形卡盘上分别加工有多组沉头螺栓孔,所述沉头螺栓孔上通过螺栓与相应的第一卡爪、第二卡爪和第三卡爪固定相连。
9.所述第一扇形卡盘、第二扇形卡盘和第三扇形卡盘的底部端面都分别加工有用于和第一卡爪、第二卡爪和第三卡爪相配合的矩形凹槽。
10.本实用新型有如下有益效果:
11.1、本实用新型的数控车床用液压三爪卡盘,通过设置的液压腔,能够加快三爪卡盘对物料的固定夹紧速度,又不会让操作人员使用起来较为费劲,为使用三爪卡盘时带来
了便利,通过设置不同深度的第一弧形卡槽和第二弧形卡槽,能够同时加工多种不同规格的产品,具有一定的适应性,整个数控车床用液压三爪卡盘结构简单,操作方便,使用的效果相对于传统方式更好,更可以搭配自动上下料设备进行自动化改造。
12.2、通过采用上述结构的三爪卡盘,具体使用过程中,通过驱动相应的第一卡爪、第二卡爪和第三卡爪能够同时驱动相应的第一扇形卡盘、第二扇形卡盘和第三扇形卡盘同时向中心运动,进而对放置在第一弧形卡槽和第二弧形卡槽内的锯片进行卡紧。
13.3、通过采用多种不同深度和不同尺寸的第一弧形卡槽和第二弧形卡槽能够适应不同尺寸型号的锯片。
附图说明
14.下面结合附图和实施例对本实用新型作进一步说明。
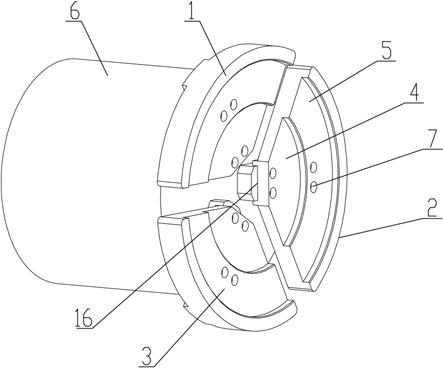
15.图1为本实用新型的整体结构示意图。
16.图2为本实用新型的卡爪结构示意图。
17.图3为本实用新型的后视图。
18.图4为本实用新型的内部结构示意图。
19.图5为本实用新型夹持硬质合金锯片基体示意图。
20.图6为本实用新型夹持金刚石锯片基体示意图。
21.图7为本实用新型夹持小尺寸金刚石锯片基体示意图。
22.图中:第一扇形卡盘1、第二扇形卡盘2、第三扇形卡盘3、第二弧形卡槽4、第一弧形卡槽5、三爪卡盘主体6、沉头螺栓孔7、第一卡爪8、第二卡爪9和第三卡爪10、螺栓11、筒体固定螺栓12、液压管接口13、活塞体14、活塞腔体15、矩形凹槽16、卡盘液压筒体17、硬质合金锯片基体18、金刚石锯片基体19、小尺寸金刚石锯片基体20。
具体实施方式
23.下面结合附图对本实用新型的实施方式做进一步的说明。
24.参见图1-7,用于金刚石锯片基体内孔加工的三爪卡盘,它包括三爪卡盘主体6,所述三爪卡盘主体6的头部设置有均布的用于工件夹紧的第一卡爪8、第二卡爪9和第三卡爪10;所述第一卡爪8上固定安装有第一扇形卡盘1,所述第二卡爪9上固定安装有第二扇形卡盘2,所述第三卡爪10上固定安装有第三扇形卡盘3;所述第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3采用相同的结构,并在外端面分别加工有深度不同的第一弧形卡槽5和第二弧形卡槽4。通过采用上述结构的三爪烤盘,能够加快三爪卡盘对物料的固定夹紧速度,又不会让操作人员使用起来较为费劲,为使用三爪卡盘时带来了便利,通过设置不同深度的第一弧形卡槽5和第二弧形卡槽4,能够同时加工多种不同规格的产品,具有一定的适应性,整个数控车床用液压三爪卡盘结构简单,操作方便,使用的效果相对于传统方式更好,更可以搭配自动上下料设备进行自动化改造。
25.进一步的,所述三爪卡盘主体6采用液压三爪卡盘,包括卡盘液压筒体17,所述卡盘液压筒体17的内部设置有三个均布的活塞腔体15,所述活塞腔体15的内部滑动设置有活塞体14,三个活塞体14的外顶端分别固定安装第一卡爪8、第二卡爪9和第三卡爪10。通过采用上述结构的液压三爪卡盘采用液压驱动,保证了夹紧力的同时,方便了其控制。
26.进一步的,所述卡盘液压筒体17的尾部固定安装有筒体端盖18,所述筒体端盖18的中心部位设置有多个液压管接口13,所述液压管接口13与用于提供液压油的油泵系统相连。通过上述的液压管接口13能够用于给整个卡盘提供相应的液压动力。
27.进一步的,所述筒体盖板18通过多个筒体固定螺栓12与数控车床主轴相连,并带动整个三爪卡盘主体6回转运动。通过上述的固定安装方式,保证了整个三爪卡盘主体6固定的可靠性。
28.进一步的,所述第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3上分别加工有多组沉头螺栓孔7,所述沉头螺栓孔7上通过螺栓11与相应的第一卡爪8、第二卡爪9和第三卡爪10固定相连。通过上述的固定方式,保证了第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3的固定可靠性。
29.进一步的,所述第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3的底部端面都分别加工有用于和第一卡爪8、第二卡爪9和第三卡爪10相配合的矩形凹槽16。通过上述的矩形凹槽16保证了对第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3固定的可靠性,并保证其能够在一定范围内调整。
30.本实用新型的使用过程如下:
31.参见图5、6和7,在使用时,首先将数控车床上的筒体固定螺栓12,对三爪卡盘主体6进行安装定位,并将油管接在液压管接口13上;
32.然后,需要固定加工的锯片放入第二弧形卡槽4或第一弧形卡槽5内,当液压管接通时,液压油通过液压管接口13进入卡盘液压筒体17内形成压力,顶动卡盘带动活塞体14向前推,从而带动第一卡爪8、第二卡爪9和第三卡爪10,再由第一卡爪8、第二卡爪9和第三卡爪10带动第一扇形卡盘1、第二扇形卡盘2和第三扇形卡盘3向三爪卡盘的圆心位置移动,将放入的锯片抱死卡紧,完成对物料的固定,然后数控车床便可对物料进行加工,其中,由卡盘液压筒体17和活塞体14配合其他部件形成的液压固定结构,加快了三爪卡盘对物料的固定夹紧速度,又不会让操作人员使用起来较为费劲,为使用三爪卡盘时带来了便利。