1.本实用新型属于数控机床加工设备领域,具体涉及一种带自动上料功能的雕刻机。
背景技术:
2.目前,市场上木工机床(木工雕刻机)上下料装置仍采用人工上料或者上料前需要人工将木板放置为水平状态,上料完成后需要人工将板材进行固定,接着才能进行雕刻工作,这极大地限制了板材的大批量生产。针对这种现状,开发出一种可以自动上料的装置就至关重要。
技术实现要素:
3.本实用新型针对现有技术中的弊端,提供了一种具有自动上料功能的雕刻机,该雕刻机实现了自动上料,同时可以自动夹紧板材,既节省了时间和人力成本,也提高了加工效率。
4.本实用新型的发明目的是通过以下技术方案实现的:一种带自动上料功能的雕刻机,包括上料装置、运输台、工作台以及设置在工作台上的龙门架和雕刻装置,所述上料装置、运输台和工作台依次设置,所述上料装置包括物料架和推料装置,所述物料架上沿物料运输方向开设有若干个矩形安装槽,每一矩形安装槽内设置有数个横向间隔分布的滚轮架,每一滚轮架上安装有数个纵向间隔分布的第一滚轮,所述推料装置位于所述物料架的背离所述运输台的一侧,所述推料装置包括推料板、推料板导轨和推料板驱动缸,所述推料板设置在所述推料板导轨上且与所述推料板驱动缸连接,所述运输台上设置有若干矩阵分布的第二滚轮,还包括第一锁紧装置和第二锁紧装置,所述第一锁紧装置可以沿工作台的纵向水平移动,所述第二锁紧装置位于工作台上且可以沿工作台的横向水平移动,所述龙门架可以沿所述工作台纵向水平移动至运输台的上方,且所述龙门架上设置有用于将板材吸附起来的吸盘。
5.进一步的,所述上料装置还包括用于控制物料架进行上下升降的升降驱动机构,所述升降驱动机构位于物料架的下方。
6.进一步的,所述升降驱动机构包括呈矩阵分布的数个液压缸,所述物料架与各液压缸的活塞杆相连。
7.进一步的,所述物料架的宽度至少为所述运输台的一半。
8.进一步的,所述推料板与所述第二滚轮位于同一水平高度。
9.进一步的,还包括用于供所述第一锁紧装置纵向水平移动的第一导轨和用于供所述第二锁紧装置横向水平移动的第二导轨,所述第一导轨的一部分纵向设置在所述运输台上、另一部分纵向设置在所述工作台上,所述第二导轨横向设置在所述工作台上。
10.进一步的,所述第一锁紧装置不高于所述第二滚轮。
11.进一步的,所述第一锁紧装置为长方形的卡块,所述第二锁紧装置为长条形的卡
块。
12.进一步的,所述运输台和所述工作台为一体设置。
13.与现有技术相比,本实用新型具有以下有益效果:
14.本实用新型通过液压缸来推动物料架进行上升,而后通过推料板将板材推向至运输台上,接着龙门架上的吸盘吸附住板材,将板材带动至工作台上,最后通过第一锁紧装置和第二锁紧装置的相互配合夹紧板材,实现了雕刻机的自动上料,自动夹紧和自动加工,提高了加工效率,节省了人力和成本。
附图说明
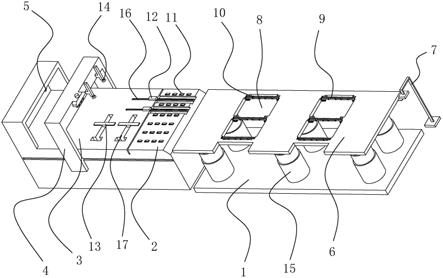
15.图1为本实用新型自动上料功能的雕刻机的结构示意图;
16.图2为本实用新型运输台、工作台和龙门架的结构结构示意图;
17.图3为本实用新型上料装置的结构示意图;
18.图4为本实用新型的推料装置的结构示意图;
19.图中标记:1、上料装置;2、运输台;3、工作台;4、龙门架;5、雕刻装置;6、物料架;7、推料装置;701、推料板;702、推料板导轨;703、推料板驱动缸;8、矩形安装槽;9、滚轮架;10、第一滚轮;11、第二滚轮;12、第一锁紧装置;13、第二锁紧装置;14、吸盘;15、升降驱动机构;16、第一导轨;17、第二导轨。
具体实施方式
20.下面结合附图所表示的实施例对本实用新型作进一步描述:
21.本实施例中的
‘
纵向’和
‘
横向’等方向是基于操作者站至在推送装置一侧向雕刻装置一侧看望时的方向。
22.实施例1
23.如图1、图2、图3、图4所示,一种带自动上料功能的雕刻机,包括上料装置1、运输台2、工作台3以及设置在工作台3上的龙门架4和雕刻装置5,所述上料装置1、运输台2和工作台3依次设置,所述上料装置1包括物料架6和推料装置7,所述物料架6上沿物料运输方向开设有若干个矩形安装槽8,每一矩形安装槽8内设置有数个横向间隔分布的滚轮架9,每一滚轮架9上安装有数个纵向间隔分布的第一滚轮10,所述推料装置1位于所述物料架6的背离所述运输台2的一侧,所述推料装置7包括推料板701、推料板导轨702和推料板驱动缸703,所述推料板701设置在所述推料板导轨702上且与所述推料板驱动缸703连接,所述运输台2上设置有若干矩阵分布的第二滚轮11,还包括第一锁紧装置12和第二锁紧装置13,所述第一锁紧装置12可以沿工作台3的纵向水平移动,所述第二锁紧装置13位于工作台3上且可以沿工作台3的横向水平移动,所述龙门架4可以沿所述工作台3纵向水平移动至运输台2的上方,且所述龙门架4上设置有用于将板材吸附起来的吸盘14。推料板701将板材推向至运输台2上,接着龙门架4上的吸盘14吸附住板材,将板材带动至工作台3上,最后通过第一锁紧装置12和第二锁紧装置13的相互配合夹紧板材。
24.如上所述,所述上料装置1还包括用于控制物料架6进行上下升降的升降驱动机构15,所述升降驱动机构15位于物料架6的下方。
25.如上所述,所述升降驱动机构15包括呈矩阵分布的数个液压缸,所述物料架6与各
液压缸的活塞杆相连。
26.如上所述,所述推料板701与所述第二滚轮11位于同一水平高度,这样可以确保推料板701每次只能推送一块板材至运输台2上。
27.如上所述,还包括用于供所述第一锁紧装置12纵向水平移动的第一导轨16和用于供所述第二锁紧装置13横向水平移动的第二导轨17,所述第一导轨16的一部分纵向设置在所述运输台2上、另一部分纵向设置在所述工作台3上,所述第二导轨17横向设置在所述工作台3上。
28.如上所述,所述第一锁紧装置12不高于所述第二滚轮11,这样可以避免板材在通过运输台上的第二滚轮向前输送时受到第一锁紧装置的阻挡。
29.如上所述,所述第一锁紧装置12为长方形的卡块,所述第二锁紧装置13为长条形的卡块,所述第一锁紧装置12与第二锁紧装置13相互配合锁紧。
30.如上所述,所述运输台2和所述工作台3为一体设置。
31.本实用新型在使用时先将物料架6收缩起来,然后将多块板材层叠堆垛在物料架6上,放置板材的数量与运输台2齐平即可,当板材减少后升降驱动机构15便会将物料架6向上抬升,接着推料装置7推送一块板材至运输台2上,接着龙门架4运动至运输台2的上方,而后龙门架4的吸盘14吸附住板材继续往工作台3上运输,当板材运输到位后第一锁紧装置12对板材进行纵向的锁紧,第二锁紧装置13对板材进行横向锁紧,当两个锁紧装置同时锁紧时雕刻机便可以开始工作。
32.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。