1.本实用新型涉及木材加工设备,具体涉及一种木材接长设备。
背景技术:
2.目前方木在加工使用的时候,因所需的长度规格不同,需要将方木进行接长以达到所需规格长度,因此,需要一种接长设备对其进行接长操作。
技术实现要素:
3.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种木材接长设备。
4.本实用新型的技术解决方案如下:
5.一种木材接长设备,按进料方向依序设置接长进料输送机、接长预接输送机和接长机,
6.所述接长进料输送机和接长预接输送机的输送速度大于所述接长机的输送速度。
7.优选地,所述接长机包括:
8.机身,
9.输送装置,其设置于所述机身上,其用于将方木朝向前端移动;
10.前压紧组件,其设置于所述机身上,所述前压紧组件用于预接好的前端方木;
11.上压紧组件,其设置于所述机身上,所述上压紧组件用于压紧整条预接好的方木;
12.后压紧组件,其设置于所述机身上,所述后压紧组件用于压紧预接好的后端方木;
13.挤压组件,其用于推送所述将预接好的方木向前挤压。
14.优选地,所述输送装置包括前送料轮和后送料轮以及用于驱动所述前送料轮转动的第一驱动装置和/或驱动所述后送料轮转动的第二驱动装置。
15.优选地,所述挤压组件包括滑轨和用于驱动所述滑轨移动的第二驱动装置,所述后压紧组件与所述滑轨连接以能够随其移动。
16.优选地,所述接长进料输送机包括动力滚筒组件以及用于驱动滚筒组件转动的第三驱动装置。
17.优选地,所述接长预接输送机包括预接链条动力组件以及用于驱动链条传动的第四驱动装置。
18.优选地,所述接长预接输送机上还设置有用于检测木方进料的检测组件。
19.本实用新型还公开了一种木材接长方法,包括以下步骤:
20.设置接长预接输送机、接长进料输送机以及输送机的运输速率;先后将方木输送至接长机、接长预接输送机以及接长进料输送机上进行差速预接,预接完成的木方推送至钱输送轮时,上压紧组件启动,将木方上下压紧,同时前压紧组件压紧木方,后压紧组件先压紧,然后挤压组件启动,将预接好的木方之间的间隙进行挤压;挤压完成后,前压紧组件和后压紧组件松开,上压紧组件保持不变,前送料轮和后送料轮继续往前推送木方,待推送
至设定好长度时,接长循环工作。
21.优选地,所述方木在接长之前需要预先依序对方木进行梳齿和涂胶。
22.本实用新型至少具有以下有益效果之一:本实用新型的一种木材接长设备,采用的是差速原理,使得后批方木的输送速率大于前批的输送速率,以将两批已涂胶的方木进行接长,另通过设置挤压组件,进一步将后批方木朝向前批方木进行挤压,进一步提高两批方木之间的粘结力。
附图说明
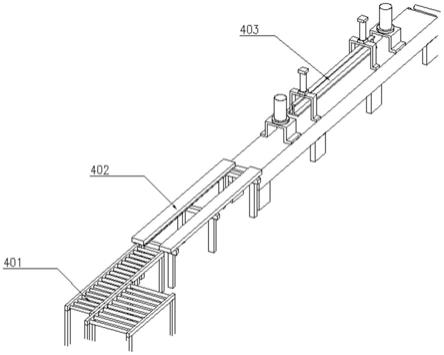
23.图1是本实用新型优选实施例的立体结构示意图;
24.图2是本实用新型优选实施例的主视结构示意图;
25.图中,400-接长机,401-接长进料输送机,402-接长预接输送机,403-前送料轮,404-后送料轮,405-上压紧组件,406-前压紧组件,407-后压紧组件, 408-挤压组件,409-检测组件。
具体实施方式
26.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
27.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
29.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
30.参照图1至图2,本实用新型的优选实施例:
31.一种木材接长设备,按进料方向依序设置接长进料输送机401、接长预接输送机402和接长机400,
32.所述接长进料输送机401和接长预接输送机402的输送速度大于所述接长机400的输送速度。
33.本实施例采用的是差速原理,使得后批方木的输送速率大于前批的输送速率,以将两批已涂胶的方木进行接长作业。
34.作为本实用新型的优选实施例,其还可具有以下附加技术特征:
35.所述接长机400包括:
36.机身,
37.输送装置,其设置于所述机身上,其用于将方木朝向前端移动;
38.前压紧组件406,其设置于所述机身上,所述前压紧组件406用于压紧预接好的前端方木;
39.上压紧组件405,其设置于所述机身上,所述上压紧组件405用于压紧整条预接好的方木;
40.后压紧组件407,其设置于所述机身上,所述后压紧组件407用于压紧预接好的后端方木;
41.挤压组件408,其用于推送所述将预接好的方木向前挤压。
42.所述输送装置包括前送料轮403和后送料轮404以及用于驱动所述前送料轮403转动的第一驱动装置和/或驱动所述后送料轮404转动的第二驱动装置,第一驱动装置和第二驱动装置可以采用电机。
43.所述挤压组件408包括滑轨和用于驱动所述滑轨移动的第二驱动装置,所述后压紧组件407与所述滑轨连接以能够随其移动。
44.所述接长进料输送机401包括动力滚筒组件以及用于驱动滚筒组件转动的第三驱动装置,第三驱动装置可以采用电机。
45.所述接长预接输送机402包括预接链条动力组件以及用于驱动链条传动的第四驱动装置,第四驱动装置可以采用电机。
46.所述接长预接输送机402上还设置有用于检测木方进料的检测组件409,检测组件可以是传感器。
47.本实用新型还提供了另一实施例,一种木材接长方法,包括以下步骤:
48.预先依序对方木进行梳齿和涂胶,设置接长预接输送机402、接长进料输送机401以及输送机400的运输速率;先后将方木输送至接长机400、接长预接输送机402以及接长进料输送机401上进行差速预接,预接完成的木方推送至前送料轮403时,上压紧组件405启动,将木方上下压紧,同时前压紧组件406压紧木方,后压紧组件407先压紧,然后挤压组件408启动,将预接好的木方之间的间隙进行挤压;挤压完成后,前压紧组件406和后压紧组件407松开,上压紧组件405保持不变,前送料轮403和后送料轮404继续往前推送木方,待推送至设定好长度时,接长循环工作。
49.在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
50.以上所述仅为本实用新型的优先实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。