1.本实用新型涉及装配设备技术领域,尤其涉及一种木条和木板组装设备。
背景技术:
2.市场上常用到木条和木板组合装配之后的材料进行成品的组装,比如沙发座、木柜、办公桌等成品的制造。将木条和木板安装在一起的工序通常有:木条上料、木板上料、定位木条、钉装木条和木板、卸料,由于木条较细长,而木板较宽,两者特点不同,因此较难将木条和木板两种原料整合到一个生产设备中进行生产,而目前常用的生产手段为人工生产,工人自主对木条和木板进行上料、定位、钉装和卸料。而较先进的生产手段为使用流水线生产,首先使用人工上料的方法分别对木条和木板进行上料,而木板或木条上通常标有定位标记,流水线旁有专门的工装或限位设备对木条和木板进行相互定位,随后采预装设备对木条和木板进行预固定处理(使用滴胶或气钉进行局部固定),再利用射钉设备对处理后的木条和木板进行钉装,最后再使用人工的方法对钉装后的成品进行卸料。在流水线的生产过程中,由于使用到人工上料和卸料,而不同工人之间的操作存在差异,容易影响后续定位工序、预固定工序和钉装工序的配合精度和稳固性,而且人工放入的方式效率较低,节拍较慢,无法不间断地大规模生产,会较大地影响生产效率。另外流水线采用不同的设备对木条和木板进行处理,其协同工作效率不高,同样制约着生产效率。
技术实现要素:
3.本实用新型所要解决的技术问题在于,提供一种木条和木板组装设备,能够自动对木条和木板进行上料、钉装和卸料,自动化程度高,能够极大提高生产效率。
4.为了解决上述技术问题,本实用新型提供了一种木条和木板组装设备,用于将木条和木板放置于安装工位并将其钉装在一起,包括机架以及依次连接于机架上的木条上料部、射钉安装部、木板上料部和卸料部。
5.所述木条上料部包括木条存料仓、木条推料机构和第一传送带,所述木条存料仓设于所述第一传送带侧部,所述木条推料机构设于所述木条存料仓的侧部,所述木条推料机构能够将所述木条推至所述第一传送带上,所述第一传送带能够将所述木条运至所述安装工位。
6.所述射钉安装部包括连接板以及固定于所述连接板上的移动驱动件、射钉机构和前推机构,所述移动驱动件能够驱动所述射钉机构和所述前推机构在所述安装工位的首端和末端移动,所述射钉机构用于钉装所述木条和木板。
7.所述前推机构包括垂直驱动件和推料板,所述推料板位于所述安装工位的上方,所述垂直驱动件能够驱动所述推料板在垂直方向往复移动。
8.所述木板上料部包括木板存料仓和运料抓取装置,所述木板存料仓位于所述安装工位的侧部,所述运料抓取装置能够在所述木板存料仓和所述安装工位中往复移动并进行升降,所述运料抓取装置能够抓取或松开所述木板。
9.所述卸料部包括第二传送带和卸料抓取装置,所述第二传送带与所述安装工位相接,所述卸料抓取装置能够在所述第二传送带中两侧往复移动并进行升降,所述卸料抓取装置能够抓取或松开所述木板与所述木条组装后的成品。
10.其中,所述木条推料机构包括木条推料驱动件和木条推料杆,所述木条推料杆的一端位于所述木条的侧部,所述木条推料驱动件能够驱动所述木条推料杆将所述木条横向推至所述第一传动带上;所述推料杆的底部高于所述木条存料仓的底部。
11.其中,所述木条和木板组装设备还包括木条挡料部,所述木条挡料部包括挡料滴胶装置和行程补偿装置,所述挡料滴胶装置位于所述木条运料机构的中后部,所述行程补偿装置位于所述挡料机构远离所述安装工位的一侧。
12.其中,所述挡料滴胶装置包括位于木条上方的挡料驱动件、挡料板和滴胶件,所述挡料板连接于所述挡料驱动件的活动端,所述挡料板的末端垂直于所述安装工位上的木条平面,所述挡料驱动件能够驱动所述挡料板在垂直方向往复运动,所述滴胶件的滴胶口垂直朝向所述安装工位上的木条平面。
13.其中,所述行程补偿装置包括固定架、第一补偿驱动件、第二补偿驱动件和补偿推板,所述第一补偿驱动件和所述第二补偿驱动件固定于所述固定架上。
14.其中,所述第二补偿驱动件与所述补偿推板连接,所述第二补偿驱动件能够驱动所述补偿推板在垂直方向往复运动,所述第二补偿驱动件固定于所述第一补偿驱动件的活动端上,所述第一补偿驱动件能够驱动所述第二补偿驱动件在所述安装工位首端和尾端的连线方向往复运动。
15.其中,所述前推机构还包括水平驱动件和连接杆,所述水平驱动件固定于所述连接板上,所述连接杆的一端与所述水平驱动件的活动端连接,另一端与所述垂直驱动件的侧部连接,所述水平驱动件能够通过所述连接杆驱动所述垂直驱动件在所述安装工位首端和尾端的连线方向运动。
16.其中,所述运料抓取装置包括第一龙门架、第一升降机构和第一吸取头,所述第一龙门架横跨于所述安装工位的两侧并分别位于所述安装工位的首端和末端,所述第一升降机构设于所述第一龙门架上,所述第一升降机构能够在所述第一龙门架上在所述安装工位的两侧往复移动,所述第一升降机构能够控制所述第一吸取头对所述安装工位两侧的木板进行吸取或松开。
17.其中,所述卸料抓取装置包括第二龙门架、第二升降机构和第二吸取头,所述第二龙门架横跨于所述第二传送带的两侧并分别位于所述第二传送带的首端和末端,所述第二升降机构设于所述第二龙门架上,所述第二升降机构能够在所述第二龙门架上在所述第二传送带的两侧往复移动,所述第二升降机构能够控制所述第二吸取头对所述第二传送带上的成品进行吸取或松开。
18.其中,所述木板上料部还包括拍齐装置,所述拍齐装置包括拍齐驱动件和拍齐板,所述拍齐板与所述拍齐驱动件的活动端连接,所述拍齐板朝向所述安装工位,所述拍齐驱动件能够驱动所述拍齐板在垂直于所述安装工位首端和尾端的连线的方向往复移动。
19.实施本实用新型,具有如下有益效果:
20.本实用新型木条和木板组装设备设有木条上料部、射钉安装部、木板上料部和卸料部,其中木条上料部包括木条存料仓、木条推料机构和第一传送带,木条推料机构能够将
木条推至第一传送带上,第一传送带能够将木条运至所述安装工位,从而完成木条的上料。木板上料部包括木板存料仓和运料抓取装置,运料抓取装置能够从木板存料仓中吸取木板,并将其放到安装工位,从而完成木板上料。射钉安装部能够推动木条进行定位,并且能够对木条和木板进行钉装,从而完成自动钉装。卸料部包括第二传送带和卸料抓取装置,卸料抓取装置能够将组装后的木条和木板成品从第二传动带取出,从而完成卸料操作。
21.因此本实用新型能够自动完成对木条和木板的上料、钉装和卸料,其不同工位的装置协作性高,因此具有较高的自动化程度,能够极大提高生产效率。
附图说明
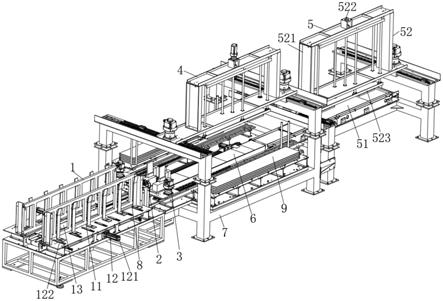
22.图1是本实用新型木条和木板组装设备的结构示意图;
23.图2是本实用新型木条上料部的结构示意图;
24.图3是本实用新型木条挡料部和射钉安装部的结构示意图;
25.图4是本实用新型卸料部的结构示意图;
26.图5是图4中a的局部图。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。仅此声明,本实用新型在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
28.参见图1,本实用新型实施例公开了一种木条和木板组装设备,用于将木条8和木板9放置于安装工位6并将其钉装在一起,包括机架7以及依次连接于机架7上的木条上料部1、射钉安装部3、木板上料部4和卸料部5。木条上料部1包括木条存料仓11、木条推料机构12和第一传送带13,木条存料仓11用于存放木条8,其设于第一传送带13侧部,木条推料机构12设于木条存料仓11的侧部,木条推料机构12能够将木条8推至第一传送带13上,木条存料仓11优选位于第一传动带的两侧,因此木条推料机构12能够轮流将两侧的木条8推向第一传送带13,从而加快效率。第一传送带13能够将木条8运至安装工位6。
29.参见图3,射钉安装部3包括连接板31以及固定于连接板31上的移动驱动件32、射钉机构33和前推机构34,移动驱动件32优选为电机,也可以为气缸等具有直线往复运动特性的部件或装置。连接板31跨于安装工位6两侧,移动驱动件32能够驱动连接板31,因此能够驱动连接板31上的射钉机构33和前推机构34在安装工位6的首端和末端往复移动,射钉机构33用于钉装木条8和木板9。前推机构34用于将木条8推至安装工位6进行定位。前推机构34包括垂直驱动件341和推料板342,垂直驱动件341优选为气缸,也可以为连杆机构、电机等具有直线往复运动的机构或部件。推料板342位于安装工位6的上方,垂直驱动件341能够驱动推料板342在垂直方向往复移动,当推料板342下降,则可以为推动木条8做准备。射钉安装部3中设有钉枪,钉枪的枪头向下垂直指向安装工位6,从而便于对木板9和木条8进行精确的射钉安装。
30.参见图4,木板上料部4包括木板存料仓41和运料抓取装置42,木板存料仓41位于安装工位6的侧部,优选位于安装工位6的两侧,运料抓取装置42设置于安装工位6上方,运料抓取装置42能够在木板存料仓41和安装工位6中往复移动并进行升降,运料抓取装置42
能够抓取或松开木板9,在木板9上料时,运料抓取装置42能够移动到两侧的木板存料仓41上并降落,随后利用负压原理抓取木板9然后上升,最后移动到安装工位6上,缓慢降落并松开木板9,使木板9落入安装工位6上。卸料部5包括第二传送带51和卸料抓取装置52,第二传送带51与安装工位6相接,组装好后的木板9和木条8成品能够从安装工位6到达第二传送带51,卸料抓取装置52位于第二传送带51上方并能够在其上方移动,卸料抓取装置52能够在第二传送带51中两侧往复移动并进行升降,卸料抓取装置52能够抓取或松开木板9与木条8组装后的成品。当需要卸料时,卸料抓取装置52移动到第二传送带51上方并下降,使用负压原理对成品进行吸取后上升,并将其移动到一侧的下料包装工位,从而实现自动卸料。
31.本实用新型实施例的有益效果如下:
32.本实用新型实施例木条和木板组装设备设有木条上料部1、射钉安装部3、木板上料部4和卸料部5,其中木条上料部1包括木条存料仓11、木条推料机构12和第一传送带13,木条推料机构12能够将木条8推至第一传送带13上,第一传送带13能够将木条8运至安装工位6,从而完成木条8的上料。木板上料部4包括木板存料仓41和运料抓取装置42,运料抓取装置42能够从木板存料仓41中吸取木板9,并将其放到安装工位6,从而完成木板9上料。射钉安装部3能够推动木条8进行定位,并且能够对木条8和木板9进行钉装,从而完成自动钉装。卸料部5包括第二传送带51和卸料抓取装置52,卸料抓取装置52能够将组装后的木条8和木板9成品从第二传动带取出,从而完成卸料操作。因此本实用新型实施例能够自动完成对木条8和木板9的上料、钉装和卸料,其不同工位的装置协作性高,因此具有较高的自动化程度,能够极大提高生产效率。
33.参见图2,木条推料机构12包括木条推料驱动件121和木条推料杆122,木条推料驱动件121优选为气缸,也可以为连杆机构、电机能具有直线往复运动特性的机构或部件。木条推料杆122的一端位于木条8的侧部,木条推料驱动件121能够驱动木条推料杆122将木条8横向推至第一传动带上。木条推料杆122的底部高于木条存料仓11的底部,从而方便推料杆将木条存料仓11中最底部的木条8推至第一传动带。
34.木条和木板组装设备还包括木条挡料部2,木条挡料部2包括挡料滴胶装置21和行程补偿装置22,挡料滴胶装置21位于木条8运料机构的中后部,用于挡住来自第一传送带13的木条8并对其进行滴胶预处理,便于后续木条8与木板9预固定。挡料滴胶装置21包括位于木条8上方的挡料驱动件211、挡料板212和滴胶件213,挡料板212连接于挡料驱动件211的活动端,挡料板212的末端垂直于安装工位6上的木条8平面,挡料驱动件211能够驱动挡料板212在垂直方向往复运动。当第一传送带13中的木条8运行至挡料滴胶装置21下方,挡料驱动件211会驱动挡料板212对木条8进行拦截,此时木条8相对于滴胶件213静止,此时滴胶件213能够对木条8进行滴胶预处理。滴胶件213的滴胶口垂直朝向安装工位6上的木条8平面,便于对木条8进行滴胶,提高运作效率。
35.行程补偿装置22位于挡料机构远离安装工位6的一侧,用于将长度过长的木条8的尾端推至安装工位6前,从而使前推机构34能够对木条8进行推料,适用于由于木条8较长其尾部不能自动到达前推机构34底部的情况。行程补偿装置22包括固定架221、第一补偿驱动件222、第二补偿驱动件223和补偿推板224,第一补偿驱动件222和第二补偿驱动件223固定于固定架221上。第一补偿驱动件222优选为直线气缸,也可以为电机、凸轮机构等具有直线往复运动特性的装置或机构。第一补偿驱动件222能够驱动第二补偿驱动件223在安装工位
6首端和尾端的连线方向往复运动,从而为将长木条8末端推至前推机构34下方提供条件。第二补偿驱动件223与补偿推板224连接,第二补偿驱动件223优选为直线气缸,也可以为电机、凸轮机构等具有直线往复运动特性的装置或机构,第二补偿驱动件223能够驱动补偿推板224在垂直方向往复运动,第二补偿驱动件223固定于第一补偿驱动件222的活动端上,因此补偿推板224可以利用第一补偿驱动件222到达长木条8的尾端上方,再通过第二补偿驱动件223下降于长木条8尾端,最后再利用第一补偿驱动件222将长木条8尾端推至前推机构34下方。因此本实用新型实施例还适用长度较长的木条8,具有适用性强的优点。
36.前推机构34还包括水平驱动件343和连接杆344,水平驱动件343优选为直线气缸,也可以为电机、凸轮机构等具有直线往复运动特性的装置或机构。水平驱动件343固定于连接板31上,连接杆344的一端与水平驱动件343的活动端连接,另一端与垂直驱动件341的侧部连接,水平驱动件343能够通过连接杆344驱动垂直驱动件341在安装工位6首端和尾端的连线方向运动,从而使前推机构34能够适应更大的推料范围,满足不同安装位置的要求。
37.运料抓取装置42包括第一龙门架421、第一升降机构422和第一吸取头423,第一龙门架421横跨于安装工位6的两侧并分别位于安装工位6的首端和末端,第一升降机构422设于第一龙门架421上,第一升降机构422能够在第一龙门架421上在安装工位6的两侧往复移动,第一升降机构422能够控制第一吸取头423对安装工位6两侧的木板9进行吸取或松开,第一吸取头423的吸取原理为利用负压吸物,其与外部的真空发生装置连接。
38.卸料抓取装置52包括第二龙门架521、第二升降机构522和第二吸取头523,第二龙门架521横跨于第二传送带51的两侧并分别位于第二传送带51的首端和末端,第二升降机构522设于第二龙门架521上,第二升降机构522能够在第二龙门架521上在第二传送带51的两侧往复移动,第二升降机构522能够控制第二吸取头523对第二传送带51上的成品进行吸取或松开,第二吸取头523的吸取原理为利用负压吸物,其与外部的真空发生装置连接。卸料抓取装置52优选与运料抓取装置42相同,这样可以优化整体设备的机构,也可以增加通用零部件,方便设备的制造与维护。
39.参见图5,为了使木板9的位置准确,木板上料部4还包括拍齐装置43,拍齐装置43包括拍齐驱动件431和拍齐板432,拍齐板432与拍齐驱动件431的活动端连接,拍齐板432朝向安装工位6,拍齐驱动件431能够驱动拍齐板432在垂直于安装工位6首端和尾端的连线的方向往复移动。当木板9放置于所述安装工位6后,拍齐板432能够在拍齐驱动件431的驱动下对安装工位6上的木板9进行对齐定位,从而便于后续对木板9和木条8进行安装。
40.本实用新型实施例的工作过程如下:
41.首先木条8放置在木条存料仓11中,木条推料驱动件121利用木条推料杆122将木条8横向推至第一传送带13中,在第一传送带13的带动下,木条8逐渐靠近安装工位6。在到达安装工位6之前,挡料驱动件211驱动挡料板212垂直下降挡住木条8的前端,随后滴胶件213对木条8进行滴胶预处理,滴胶完成后,挡料驱动件211驱动挡料板212垂直上升,第一传送带13继续带动木条8的后端对木条8进行推进。对于较短的木条8,其尾部能够到达安装工位6前,并位于前推机构34下方,此时垂直驱动件341驱动推料板342下降,水平驱动件343驱动推料板342抵住木条8的尾端。对于较长的木条8,由于其重心靠后,其尾部不能到达安装工位6前,而且离前推机构34有较远的距离,此时行程补偿装置22开始发挥作用,首先第一补偿驱动件222通过第二补偿驱动件223驱动补偿推板224调整位置,使其位于长木条8的尾
端上方,随后第二补偿驱动件223驱动补偿推板224下降,使其抵住长木条8的尾端,随后第一补偿驱动件222驱动补偿推板224将长木条8的尾端推至前推机构34下方,从而使前推机构34能够对木条8进行推料。推料时,移动驱动件32驱动连接板31朝着安装工位6的尾部运动,连接板31上的前推机构34跟随运动,从而带动推料板342中的木条8向前移动。
42.木板9存放在木板存料仓41中,运料抓取装置42利用第一吸取头423将安装工位6两侧的木板9分批移到安装工位6中,此时木条8已经到达安装工位6上,为了保证木板9位置的准确性,拍齐驱动件431驱动拍齐板432对木板9进行拍齐。与此同时,木条8和木板9进行预固定。完成推料后,移动驱动件32再次启动,带动连接板31朝着木条8与木板9的固定位置移动,到达指定位置后,连接板31上的射钉机构33对木条8和木板9进行射钉安装,从而完成木条8和木板9的组装。
43.组装完成后,移动驱动件32驱动推料板342将木条8和木板9推至第二传送带51上,卸料抓取装置52驱动第二吸取头523在第二龙门架521中移动,将第二传送带51中的成品吸起后再放置于下料工位中。至此完成整个自动化组装流程。
44.以上是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。