1.本实用新型涉及自动化设备技术领域,尤其是指一种同步切料装置。
背景技术:
2.玻璃棉等毡状体,由于其具有的大量微小的空气孔隙,使其起到保温隔热、吸声降噪及安全防护等作用,是绝佳的保温隔热、吸声降噪材料。为加强毡板的强度,通常在毡板上设置多根支撑木条,而后利用钉枪对毡板和支撑木条进行打钉固定。
3.支撑木条的长度通常大于毡板的长度,为了保证支撑木条与毡板端部的齐整,通常需要将多余的木条切掉。现有技术中,通常由人工进行切料,人力成本高,且操作不便,质量不齐,因此亟需一种能够实现自动切料的切料装置。
技术实现要素:
4.为此,本实用新型所要解决的技术问题在于克服现有技术中人工切料操作不便,成本高的缺陷,提供一种实现自动切料、提高切料效率且保证切割质量的切料装置。
5.为解决上述技术问题,本实用新型提供了一种同步切料装置,包括第一切料台、输送台、第二切料台和下料台,所述第一切料台和第二切料台分别通过第一滑动机构和第二滑动机构滑动连接于所述输送台两端,所述下料台设置于所述输送台一侧,所述输送台靠近所述下料台的一侧的设置有升降挡板,所述输送台的另一侧设置有多个推料气缸,所述第一切料台和第二切料台上均设置有切料槽,所述切料槽一侧下方设置有挡料组件,所述挡料组件位于两所述切料槽的不同侧,所述切料槽内设置有切刀,所述切刀滑动连接于所述挡料组件对侧。
6.在本实用新型的一个实施例中,所述第一滑动机构和第二滑动机构均为沿所述输送台的输送方向延伸的直线模组。
7.在本实用新型的一个实施例中,所述升降挡板通过升降气缸推动升降,所述推料气缸连接有推料板。
8.在本实用新型的一个实施例中,所述切料槽两侧上方通过支架分别设置有压板,所述压板与压料气缸相连,所述压料气缸推动所述压板升降。
9.在本实用新型的一个实施例中,所述挡料组件包括第一挡料气缸、第二挡料气缸和挡料杆,所述第一挡料气缸推动所述第二挡料气缸靠近所述切料槽,所述挡料杆与所述第二挡料气缸相连,所述第二挡料气缸推动所述挡料杆伸出所述切料槽。
10.在本实用新型的一个实施例中,所述第一切料台和第二切料台内分别设置有第一切料架和第二切料架,所述第一切料架和第二夹料架与所述切料台内的滑轨滑动连接,所述滑轨沿所述第一切料台和第二切料台的宽度方向设置,所述切料架由驱动组件驱动,所述切刀连接于所述切料架顶部,所述切刀通过设置于所述切刀架内的第二驱动电机驱动旋转。
11.在本实用新型的一个实施例中,所述滑轨在每个切料台内设置有两条,所述驱动
组件设置于两条所述滑轨之间,所述驱动组件包括第一驱动电机、同步皮带和同步带轮,所述同步皮带绕所述同步带轮围成一周,所述切料架连接所述同步带轮一侧的同步皮带,所述第一驱动电机驱动所述同步带轮。
12.在本实用新型的一个实施例中,所述切料台两侧设置有夹紧组件,所述夹紧组件包括第一夹紧板、第二夹紧板和夹紧气缸,所述第一夹紧板固定在所述切料台一侧,所述第二夹紧板与所述夹紧气缸相连,所述夹紧气缸固定在所述切料台另一侧。
13.在本实用新型的一个实施例中,所述第一切料台和第二切料台的进料端均设置有限高光轴。
14.在本实用新型的一个实施例中,所述输送台为辊筒输送机。
15.本实用新型的上述技术方案相比现有技术具有以下优点:
16.本实用新型所述的同步切料装置,实现自动切料,切料效率高且能够保证切割质量。
附图说明
17.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
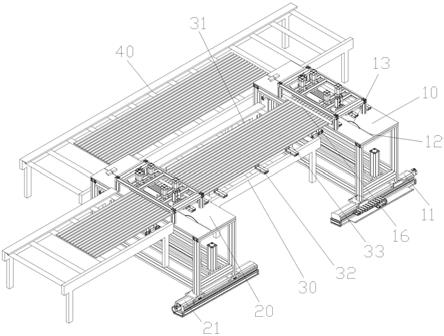
18.图1是本实用新型整体结构示意图;
19.图2是本实用新型侧视图。
20.说明书附图标记说明:10、第一切料台;11、第一滑动机构;12、切料槽;13、切刀;14、压板;15、压料气缸;16、限高光轴;17、第一夹紧板;18、夹紧气缸;19、第一切料架;20、第二切料台;21、第二滑动机构;22、第二切料架;23、滑轨;24、驱动组件;30、输送台;31、升降挡板;32、推料气缸;33、推料板;40、下料台;50、挡料组件;51、第一挡料气缸;52、第二挡料气缸;53、挡料杆。
具体实施方式
21.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
22.参照图1所示,为本实用新型的一种同步切料装置实施例示意图。本实用新型的同步切料装置包括第一切料台10、输送台30、第二切料台20和下料台40,所述第一切料台10和第二切料台20分别通过第一滑动机构11和第二滑动机构21滑动连接于所述输送台30两端,所述下料台40设置于所述输送台30一侧。根据隔音板的长度设置两切料台与输送台30之间的距离,隔音板被完全输送至两切料台之间,第一切料台10和第二切料台20分别对隔音板的两端进行切割,切割完成后,输送台30上的隔音板被推向下料台40。所述输送台30为辊筒输送机,从而将隔音板向下料台40的方向推动时,隔音板与滚筒输送机之间的摩擦下,方便推动。
23.为保证隔音板在输送的过程中不会发生歪斜,同时又不影响隔音板向下料台40的转移,所述输送台30靠近所述下料台40的一侧的设置有升降挡板31,所述输送台30的另一侧设置有多个推料气缸32。隔音板由输送台30驱动前移时,升降板向上升起,对隔音板形成阻挡及导向;隔音板切割完成后,升降板下降,输送台30与下料台40之间无阻挡,推料气缸
32能够将隔音板推向下料台40,切割完成的隔音板从下料台40被送走。本实施例中,为实现升降挡板31的升降,所述升降挡板31通过升降气缸推动升降,由于升降挡板31长度较长,因此升降气缸可以设置多个。又为了增加推料气缸32与隔音板的接触面积,保证将隔音板稳定推出,所述推料气缸32连接有推料板33。在将隔音板向下料台40推出的过程中,为防止第一切料台10和第二切料台20侧边存在阻挡隔音板移动的障碍物,第一切料台10和第二切料台20可以分别向输送台30的两端移动,以放开隔音板,保证隔音板能够向下料台40无障碍移动。
24.本实施例中,所述第一滑动机构11和第二滑动机构21均为沿所述输送台30的输送方向延伸的直线模组,直线模块运动速度快、重复定位精度高、占用空间小、使用寿命长。在本实用新型的实施例一中,隔音板的长度为所需长度,工作时第一切料台10和第二切料台20同时切除隔音板两端多余的木条,而后第一滑动机构11和第二滑动机构21带动第一切料台10和第二切料台20向两端移动,放开隔音板,推料气缸32将切割完成的隔音板推向下料台40。在本实用新型的实施例二中,隔音板的长度大于所需长度,需要对隔音板进行多次切割,工作时,第一切料台10切除隔音板一端多余的木条,第二切料台20根据需要的隔音板长度切割隔音板,切割完成后,第一滑动机构11和第二滑动机构21带动第一切料台10和第二切料台20向两端移动,推料气缸32将切割完成的隔音板推向下料台40,而后隔音板每次向前移动一段所需的隔音板长度,第二切料台20将该段隔音板切断,推料气缸32继续将切割完成的隔音板推向下料台40,直至第二切料台20切除隔音板另一端多余的木条。在本实用新型的实施例三中,与实施例二不同的是,隔音板每次向前移动一段所需隔音板长度两倍的距离,第一切料台10和第二切料台20之间的距离为所需的隔音板的长度,第一切料台10和第二切料台20同时对隔音板进行切割,当第一切料台10和第二切料台20向两端移动,第一切料台10能够将前端的隔音板向输送方向推出,而后端的隔音板由推料气缸32推向下料台40,从而一次性能够得到两块所需长度的隔音板。
25.参照图2所示,为实现对隔音板的切割,所述第一切料台10和第二切料台20上均设置有切料槽12,所述切料槽12一侧下方设置有挡料组件50,所述挡料组件50位于两所述切料槽12的不同侧,所述切料槽12内设置有切刀13,所述切刀13滑动连接于所述挡料组件50对侧。从而第一切料台10和第二切料台20分别对隔音板的两端进行切割时,能够保证切刀13位于挡料组件50和毡板之间,实现木条与毡板齐平,从而无需调整隔音板的方向进行切割。
26.为保证切割时,隔音板不会由于切割力的推动而产生移动,所述切料槽12两侧上方通过支架分别设置有压板14,所述压板14与压料气缸15相连,所述压料气缸15推动所述压板14升降。隔音板被压紧在切料台上,保证了隔音板的平直,进一步确保切割的整齐。所述第一切料台10和第二切料台20的进料端均设置有限高光轴16。通过限高光轴16限制隔音板翘曲的高度,从而保证压板14在下压时,不会使隔音板突然产生较大形变,造成木条断裂,对隔音板形成保护。进一步的,所述切料台两侧还设置有夹紧组件,防止隔音板在宽度方向上产生移动。所述夹紧组件包括第一夹紧板17、第二夹紧板和夹紧气缸18,所述第一夹紧板17固定在所述切料台一侧,所述第二夹紧板与所述夹紧气缸18相连,所述夹紧气缸18固定在所述切料台另一侧。所述切料台两侧设置有夹紧组件,所述夹紧组件包括第一夹紧板17、第二夹紧板和夹紧气缸18,所述第一夹紧板17固定在所述切料台一侧,所述第二夹紧
板与所述夹紧气缸18相连,所述夹紧气缸18固定在所述切料台另一侧。为防止挡料组件50干涉隔音板的移动,所述挡料组件50包括第一挡料气缸51、第二挡料气缸52和挡料杆53,所述第一挡料气缸51推动所述第二挡料气缸52靠近所述切料槽12,所述挡料杆53与所述第二挡料气缸52相连,所述第二挡料气缸52推动所述挡料杆53伸出所述切料槽12。当隔音板移动时,第二挡料气缸52带动挡料杆53向下缩回,第一挡料气缸51带动挡料杆53向切料槽12一侧收回。为方便安装切刀13及实现切刀13的移动,所述第一切料台10和第二切料台20内分别设置有第一切料架19和第二切料架22,所述第一切料架19和第二夹料架与所述切料台内的滑轨23滑动连接,所述滑轨23沿所述第一切料台10和第二切料台20的宽度方向设置,所述切料架由驱动组件24驱动,所述切刀13连接于所述切料架顶部,所述切刀13通过设置于所述切刀13架内的第二驱动电机驱动旋转。切刀13在移动的过程中旋转,对隔音板进行切割。为保证切刀13移动的稳定,所述滑轨23在每个切料台内设置有两条,同时为节省空间,所述驱动组件24设置于两条所述滑轨23之间,所述驱动组件24包括第一驱动电机、同步皮带和同步带轮,所述同步皮带绕所述同步带轮围成一周,所述切料架连接所述同步带轮一侧的同步皮带,所述第一驱动电机驱动所述同步带轮。采用第一驱动电机驱动同步皮带的方式驱动切料架,是由于该种驱动方式驱动力大,保证切刀13对隔音板的切割。
27.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。