1.本实用新型涉及木工设备技术领域,尤其是指一种封边机自动进料装置。
背景技术:
2.随着技术的发展,现代木工设备取得了飞快的发展,封边机的封边速度提高很多,但现有封边机进料一般采用人工入料的方式,要求人工入料时板件紧靠封边机靠板,双手辅助板件喂入封边机,推进板件(大板)进入封边机压梁皮带500mm处,板件入料才算完成。现有进料装置要求作业人员板件入料时辅助动作多且要规范,使得效率低,劳动强度大。因此研究出一种提高工作效率的自动进料装置是本领域亟需解决的问题。
技术实现要素:
3.为此,本实用新型的目的在于提供一种封边机自动进料装置,采用斜向滚筒组保证板件横移到基准边,采用上下锥形滚筒结构,保证板件按照封边方向进板,实现自动进料装置的高效率进料。
4.为解决上述技术问题,本实用新型提供了一种封边机自动进料装置,包括机床,所述机床包括固定机架、输送组件,其特征在于:
5.所述输送组件包括:
6.直向滚筒组,所述直向滚筒组用于沿第一设定水平方向输送板件;
7.基准边,所述基准边设于所述直向滚筒组沿第二设定水平方向的一侧,所述基准边用于沿所述第一设定水平方向导向所述直向滚筒组输送的板件;所述第二设定水平方向与所述第一设定水平方向垂直;
8.斜向滚筒组,所述斜向滚筒组设于所述直向滚筒组沿所述第一设定水平方向的输入侧,所述斜向滚筒组用于沿第三设定水平方向将板件输送至所述直向滚筒组,所述第三设定水平方向与所述第一设定水平方向呈锐角夹角,所述斜向滚筒组的输出端指向所述基准边的基准面和所述直向滚筒组的输入端;
9.锥形滚筒组,所述锥形滚筒组设于所述直向滚筒组的输入端或者所述斜向滚筒组的输出端并靠近所述基准边,所述锥形滚筒组用于将所述斜向滚筒组输送至所述直向滚筒组的板件自远离所述基准边的位置绕竖直方向旋转至抵靠在所述基准边的位置。
10.在本实用新型的一个实施例中,所述锥形滚筒组包括第一锥形滚筒机构和第二锥形滚筒机构,所述第一锥形滚筒机构包括第一支承板、第一锥形滚筒、第一安装座以及第一动力装置,所述第一锥形滚筒通过第一旋转导向装置绕所述第一锥形滚筒的轴线可转动的连接于所述第一支承板上并用于摩擦传动板件的上表面,所述第一动力装置安装于所述第一安装座上并用于带动所述第一锥形滚筒转动,所述第二锥形滚筒机构包括第二支承板、第二锥形滚筒、第二安装座以及第二动力装置,所述第二锥形滚筒通过第二旋转导向装置绕所述第二锥形滚筒的轴线可转动的连接于所述第二支承板上并用于摩擦传动板件的下表面,所述第二动力装置安装于所述第二安装座上并用于带动所述第二锥形滚筒转动。
11.在本实用新型的一个实施例中,所述第一锥形滚筒机构和所述第二锥形滚筒机构的锥形滚筒的圆锥部互相紧靠,且紧靠部分的接触面与所述直向滚动组所在面一致。
12.在本实用新型的一个实施例中,还包括升降机构,所述升降机构包括升降板、升降导向装置以及第三动力装置,所述第一锥形滚筒机构安装于所述升降板上,所述升降板通过升降导向装置连接于一支承架上,所述第三动力装置安装于所述支承架上并带动所述升降板沿竖直方向运动。
13.在本实用新型的一个实施例中,还包括平移机构,所述平移机构包括平移底座、调整座以及平移导向装置,所述调整座通过所述平移导向装置连接于所述平移底座上,所述第二支承板连接于所述调整座上,通过手动带动所述调整座沿所述第二设定水平方向运动。
14.在本实用新型的一个实施例中,所述直向滚筒组包括多只直向滚筒,所述多只直向滚筒沿所述第一设定水平方向依次排列,每只所述直向滚筒沿所述第二设定水平方向延伸,所述斜向向滚筒组包括多只斜向滚筒,所述多只斜向滚筒沿所述第三设定水平方向依次排列,每只所述斜向滚筒沿第四设定水平方向延伸,所述第四设定水平方向与所述第三设定水平方向垂直,所述直向滚筒和所述斜向滚筒中,每一者的两端可转动的连接于一塑胶支架上,所述塑胶支架固定安装于所述固定机架上。
15.在本实用新型的一个实施例中,所述直向滚筒组中,靠近其输入端的部分所述直向滚筒的下方设有第一传动轴,所述第一传动轴绕所述第二设定水平方向转动连接于所述固定机架上,每根所述第一传动轴通过同步带组件连接其上方的直向滚筒的转轴。
16.在本实用新型的一个实施例中,所述斜向滚筒的下方设有第二传动轴,所述第二传动轴绕所述第四设定水平方向转动连接于所述固定机架上,每根所述第二传动轴通过同步带组件连接其上方的斜向滚筒的转轴。
17.在本实用新型的一个实施例中,所述斜向滚筒数量占比20%,所述直向滚筒数量占比80%,所述第三设定水平方向与所述第一设定水平方向的夹角为45
°
。
18.在本实用新型的一个实施例中,所述第一锥形滚筒和第二锥形滚筒为90
°
锥形滚筒。
19.本实用新型的上述技术方案相比现有技术具有以下优点:
20.1)本实用新型所述的一种封料机自动进料装置,采用斜向滚筒组保证板件横移到基准边,采用上下锥形滚筒结构,保证板件按照封边方向进板,实现自动进料装置的高效率进料。
21.2)本实用新型所述的一种封料机自动进料装置,采用基准边保证板件不发生倾斜,通过安装同步带的方法将直向滚动辊动力部分分成两部分,靠线速度不同,自动产生板间距,完成分板动作。
附图说明
22.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
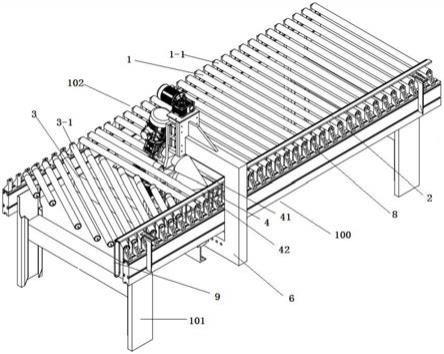
23.图1是本实用新型公开的封边机自动进料装置的整体结构示意图。
24.图2是本实用新型公开的封边机自动进料装置的局部结构示意图。
上,所述升降板5
‑
1通过升降导向装置5
‑
2连接于一支承架6上,所述第三动力装置5
‑
3安装于所述支承架6上并带动所述升降板5
‑
1沿竖直方向运动。
36.本实施例中优选的实施方式,还包括平移机构7,所述平移机构包括平移底座7
‑
1、调整座7
‑
2以及平移导向装置7
‑
3,所述调整座7
‑
2通过所述平移导向装置7
‑
3连接于所述平移底座7
‑
1上,所述第二支承板42
‑
1连接于所述调整座7
‑
2上,通过手动带动所述调整座7
‑
2沿所述第二设定水平方向运动。
37.本实施例中优选的实施方式,直向滚筒组1包括多只直向滚筒1
‑
1,所述多只直向滚筒1
‑
1沿所述第一设定水平方向依次排列,每只所述直向滚筒1
‑
1沿所述第二设定水平方向延伸,所述斜向向滚筒组3包括多只斜向滚筒3
‑
1,所述多只斜向滚筒3
‑
1沿所述第三设定水平方向依次排列,每只所述斜向滚筒3
‑
1沿第四设定水平方向延伸,所述第四设定水平方向与所述第三设定水平方向垂直,所述直向滚筒1
‑
1和所述斜向滚筒3
‑
1中,每一者的两端可转动的连接于一塑胶支架8上,所述塑胶支架8固定安装于所述固定机架101上。
38.本实施例中优选的实施方式,直向滚筒组1中,靠近其输入端的部分所述直向滚筒的下方设有第一传动轴(图中未示出),所述第一传动轴绕所述第二设定水平方向转动连接于所述固定机架101上,每根所述第一传动轴(图中未示出)通过同步带9组件连接其上方的直向滚筒的转轴。
39.本实施例中优选的实施方式,斜向滚筒3
‑
1的下方设有第二传动轴(图中未示出),所述第二传动轴(图中未示出)绕所述第四设定水平方向转动连接于所述固定机架101上,每根所述第二传动轴(图中未示出)通过同步带9组件连接其上方的斜向滚筒的转轴。
40.本实施例中优选的实施方式,斜向滚筒3
‑
1数量占比20%,所述直向滚筒1
‑
1数量占比80%,所述第三设定水平方向与所述第一设定水平方向的夹角为45
°
。
41.本实施例中优选的实施方式,第一锥形滚筒41
‑
1和第二锥形滚筒41
‑
2为90
°
锥形滚筒。
42.使用时将板件放置在斜向滚筒组的输入端,斜向滚筒将板件输送至斜向滚筒组的输出端,锥形滚筒组将板件绕竖直方向旋转抵靠在基准边的位置,完成板件的旋转靠边,直向滚筒组将旋转后的板件输送到指定位置。
43.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。