1.本发明涉及锁孔机设备技术领域,具体为一种用于锁孔机自动化加工多轴运动控制系统。
背景技术:
2.木工机械、铝合金加工机械是生产木质、铝合金家具的主要装备,在我国保有量较大。近年来,随着私人订制家具的发展,对木工、铝合金加工设备制造精度与机电一体化程度的要求进一步提高。同时,木工、铝合金家居企业招工难问题的日益突出,使得木工、铝合金加工装备朝高效率、自动化方向发展。因此,对其生产过程进行实时控制尤为重要。
3.然而在对于一些中式门板的锁孔加工时,由于其有特殊的圆形或者半圆形的形状。因此在加工过程没有长方形门板好加工,而且中式门板往往需要纯实木制作,所以其重量也远比同面积的西方门板重。因此在门板运输和转动时会出现故障的概率也会大大增加。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种用于锁孔机自动化加工多轴运动控制系统。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种用于锁孔机自动化加工多轴运动控制系统,包括底座、锁孔机构、输送机构和多个门板组件。所述锁孔机构和输送机构均设置在底座上,所述门板组件设置在锁孔机构上。所述锁孔机构包括支架、滑道、上夹板、弧形滑道、锁孔机、支座和底夹板。所述底夹板和支架均设置在底座上,所述滑道设置在支架的顶部。所述弧形滑道设置在支架内侧。所述锁孔机滑动配合在弧形滑道上,所述支座滑动配合在弧形滑道上。所述上夹板滑动配合在滑道上,所述门板组件设置在上夹板和底夹板之间。所述输送机构与门板组件相对应。
8.优选的,所述输送机构包括两个传送组件、多个主伸缩杆、两个导向滑道和活动滑道。多个主伸缩杆沿着底座长度方向等间距设置在底座上,所述导向滑道设置在多个主伸缩杆上。所述活动滑道铰接在导向滑道一端上,所述上夹板与两个导向滑道之间相对应。两个传送组件分别滑动配合在两个导向滑道上,所述门板组件与传送组件相接触。还包括多个传感器,多个传感器设置在底座上。所述传感器位于两个导向滑道之间。
9.优选的,所述传送组件包括吸附盘、伸缩杆一、单片机、电机。伸缩杆和支撑滑座,所述支撑滑座滑动配合在导向滑道上。所述伸缩杆设置在支撑滑座上,所述电机设置在伸缩杆的活动端,所述单片机设置在电机上。所述单片机与电机电性相连,所述伸缩杆一横向设置在电机的输出端,所述吸附盘设置在伸缩杆一的活动端上。所述吸附盘与门板组件相接触。
10.优选的,所述门板组件包括四个卡夹、转轴座、两个月亮门板、两个小型伸缩杆和框架。所述月亮门板可拆卸式卡接在框架的内侧,四个卡夹两两卡接在两个月亮门板相互对应的一侧上。所述小型伸缩杆的一端与卡夹铰接,另一端与位于另一个月亮门板上的卡夹铰接。所述转轴座枢接在两个小型伸缩杆相互交叉的部分上。
11.优选的,还包括两个传送带、出口门和两个限位架,所述出口门设置在底座上。两个限位架均设置在出口门的一侧上,两个传送带设置在底座上,所述传送带与限位架相对应。所述门板组件的底部与传送带相接触,所述门板组件的侧面与两个限位架相对应。
12.优选的,还包括辅助伸缩杆、圆环、定位杆、转轴、两个滑座、两个联动臂、两个驱动车和摆动杆。所述底座上开设有弧形滑槽和开槽。所述开槽位于两个传送带之间,所述转轴设置在底座的顶部内壁上。两个联动臂的一端均与转轴枢接,另一端与滑座相连,所述驱动车与滑座相连。
13.所述驱动车与弧形滑槽的内壁相接触,所述摆动杆滑动配合滑座,所述摆动杆的一端穿过弧形滑槽并延伸至底座表面,所述圆环设置在两个之间,所述圆环穿过开槽并延伸至底座表面,两个摆动杆位于两个月亮门板之间的缝隙中,所述定位杆和摆动杆均与圆环相接触,所述辅助伸缩杆设置在圆环与底座的底部内壁之间。
14.(三)有益效果
15.本发明提供了一种用于锁孔机自动化加工多轴运动控制系统。具备以下有益效果:
16.1、该一种用于锁孔机自动化加工多轴运动控制系统,通过设置的底座、锁孔机构、输送机构和多个门板组件的相互配合。可以让本发明可以通过两扇门的对折进而在打孔作业中一次完成两个门板的开孔功能。方便人员的使用。同时利用中式月亮门的外侧弧形当作支撑和移动的轮子,保证在移动过程中的用于支撑产品的机构安全。
附图说明
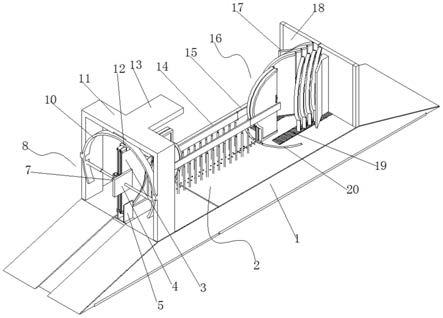
17.图1为本发明第一立体图;
18.图2为本发明第二立体图;
19.图3为本发明第三立体图;
20.图4为本发明第一局部部件立体图;
21.图5为本发明侧面剖视图;
22.图6为本发明第二局部部件立体图。
23.图中:1底座、2输送机构、3月亮门板、4支座、5底夹板、6吸附盘、7锁孔机、8锁孔机构、9伸缩杆一、10弧形滑道、11支架、12上夹板、13滑道、14导向滑道、15活动滑道、16门板组件、17限位架、18出口门、19传送带、20弧形滑槽、21单片机、22电机、23伸缩杆、24支撑滑座、25传感器、26滑座、27主伸缩杆、28传送组件、29框架、30转轴、31驱动车、32定位杆、33摆动杆、34辅助伸缩杆、35圆环、36小型伸缩杆、37转轴座、38卡夹、39开槽、联动臂40。
具体实施方式
24.本发明实施例提供一种用于锁孔机自动化加工多轴运动控制系统,如图1
‑
6所示,包括底座1、锁孔机构8、输送机构2和多个门板组件16。锁孔机构8和输送机构2均设置在底
座1上,门板组件16设置在锁孔机构8上。锁孔机构8包括支架11、滑道13、上夹板12、弧形滑道10、锁孔机7、支座4和底夹板5。底夹板5和支架11均设置在底座1上,滑道13设置在支架11的顶部。弧形滑道10设置在支架11内侧。锁孔机7滑动配合在弧形滑道10上,支座4滑动配合在弧形滑道10上。上夹板12滑动配合在滑道13上,门板组件16设置在上夹板12和底夹板5之间。输送机构2与门板组件16相对应。
25.输送机构2包括两个传送组件28、多个主伸缩杆27、两个导向滑道14和活动滑道15。多个主伸缩杆27沿着底座1长度方向等间距设置在底座1上,导向滑道14设置在多个主伸缩杆27上。活动滑道15铰接在导向滑道14一端上,上夹板12与两个导向滑道14之间相对应。两个传送组件28分别滑动配合在两个导向滑道14上,门板组件16与传送组件28相接触。还包括多个传感器25,多个传感器25设置在底座1上。传感器25位于两个导向滑道14之间。
26.传送组件28包括吸附盘6、伸缩杆一9、单片机21、电机22。伸缩杆23和支撑滑座24,支撑滑座24滑动配合在导向滑道14上。伸缩杆23设置在支撑滑座24上,电机22设置在伸缩杆23的活动端,单片机21设置在电机22上。单片机21与电机22电性相连,伸缩杆一9横向设置在电机22的输出端,吸附盘6设置在伸缩杆一9的活动端上。吸附盘6与门板组件16相接触。
27.门板组件16包括四个卡夹38、转轴座37、两个月亮门板3、两个小型伸缩杆36和框架29。月亮门板3可拆卸式卡接在框架29的内侧,四个卡夹38两两卡接在两个月亮门板3相互对应的一侧上。小型伸缩杆36的一端与卡夹38铰接,另一端与位于另一个月亮门板3上的卡夹38铰接。转轴座37枢接在两个小型伸缩杆36相互交叉的部分上。
28.通过设置的四个卡夹38、转轴座37、两个月亮门板3、两个小型伸缩杆36和框架29的相互配合,可以让两个月亮门进行折叠,这样一来,在进行打孔时,打孔机可以一次同时将两个门板打穿锁孔。间接提高了工作效率,而且还可以通过两个门板呈l形,这样一来,打完孔后,不需要相其他门板进行平铺式的堆叠或者倾斜堆叠,也就不会出现因门板之间的挤压导致门板变形的情况,而且l形的直立其稳定性更好,哪怕出现人员误碰也不会倾倒。大大提高门板的储存的稳定性。
29.通过设置的两个传送组件28、多个主伸缩杆27、两个导向滑道14和活动滑道15的相互配合,可以让框架29,在与地面接触,由于传送组件28设置在月亮门板的弧形圆心处,因此,转动月亮门板时,框架29可以当车轮滚动前进,而月亮板是半圆形,因此,转动一定距离后,必须将其抬起然后回转并重新开始地面滚动。这样一来,相比与直接运输门板,这种绝大部分都在地面上的运输方式相比于吊装运输更加安全,而那行将门板横放运输的方式虽然很安全,但是其空间利用率不够,本发明将门板竖立起来,有效减少其占地面积。
30.还包括两个传送带19、出口门18和两个限位架17,出口门18设置在底座1上。两个限位架17均设置在出口门18的一侧上,两个传送带19设置在底座1上,传送带19与限位架17相对应。门板组件16的底部与传送带19相接触,门板组件16的侧面与两个限位架17相对应。
31.还包括辅助伸缩杆34、圆环35、定位杆32、转轴30、两个滑座26、两个联动臂40、两个驱动车31和摆动杆33。底座1上开设有弧形滑槽20和开槽39。开槽39位于两个传送带19之间,转轴30设置在底座1的顶部内壁上。两个联动臂40的一端均与转轴30枢接,另一端与滑座26相连,驱动车31与滑座26相连;
32.驱动车31与弧形滑槽20的内壁相接触,摆动杆33滑动配合滑座26,摆动杆33的一
端穿过弧形滑槽20并延伸至底座1表面,圆环35设置在两个40之间,圆环35穿过开槽39并延伸至底座1表面,两个摆动杆33位于两个月亮门板3之间的缝隙中,定位杆32和摆动杆33均与圆环35相接触,辅助伸缩杆34设置在圆环35与底座1的底部内壁之间。
33.通过设置的辅助伸缩杆34、圆环35、定位杆32、转轴30、两个滑座26、两个联动臂40、两个驱动车31和摆动杆33的相互配合,可以让本发明在将门板组件16移动到指定位置后,插入定位杆32和摆动杆33进而将原本扣合在一起的两个门板掰开,呈l型。方便其直立放置,大大提高人员对门板的存放。
34.工作原理:使用时,首先将月亮门板3卡入框架29内,接着将两个月亮门板3叠合在一起并通过底夹板5和上夹板12中,同时控制锁孔机构8对月亮门板3表面进行打孔,由于两个月亮门板3重叠,因此可以同时对两个月亮门板3进行打孔处理。当打孔完毕后,通过上夹板12移动。带动月亮门板3进入输送机构2中,此时调节传送组件28高度位置,让传送组件28固定在月亮门板3圆弧部分的近圆心处。此时下降主伸缩杆27,此时让框架29与底座1表面接触。接着在转动伸缩杆一9,使得框架29转动并前进。当传感器25检测到其框架29圆弧滚动到末端时,通过将伸缩杆23伸出,进而将框架29离开底座1表面,并转动,进而重复让框架29滚动移动。当移动活动滑道15末端时,通过门板组件16立好,并让辅助伸缩杆34伸出,使得圆环35将摆动杆33和定位杆32从两个框架29之间插入,接着控制转轴30,让两个摆动杆33沿着弧形滑槽20分离,并通过定位杆32限制门板组件16位置。让两个框架29分离成折叠状,这样一来,让门板组件16更稳定的站立。接着通过传送带19带动门板组件16移动到限位架17内完成收集。
35.综上所述,该一种用于锁孔机自动化加工多轴运动控制系统,通过设置的底座1、锁孔机构8、输送机构2和多个门板组件16的相互配合。可以让本发明可以通过两扇门的对折进而在打孔作业中一次完成两个门板的开孔功能。方便人员的使用。同时利用中式月亮门的外侧弧形当作支撑和移动的轮子,保证在移动过程中的用于支撑产品的机构安全。