1.本发明涉及板材生产技术领域,具体为一种基于艾香板生产的原料处理方法。
背景技术:
2.随着社会经济的快速发展,压缩板的使用越来越多,所谓实木颗粒压缩板是指采用同一树种的树蔓部分,用特殊工艺打碎成长短不一的木纤维;然后经高温高压,利用树木本身的植物胶的粘性压制而成的,杜绝了添加人工合成的化学胶水而造成的甲醛等其他有害气体的污染,人造板的制造过程中加入艾草,可使人造板具有一定的艾草的香味,并可具有一定的艾草作为中药的作用。
3.但是,现有的板材在制作过程中加入艾草提取物,使得板材短时间发挥出艾香,并不具有艾草的实际作用;因此,不满足现有的需求,对此我们提出了一种基于艾香板生产的原料处理方法。
技术实现要素:
4.本发明的目的在于提供一种基于艾香板生产的原料处理方法,以解决上述背景技术中提出现有的板材在制作过程中加入艾草提取物,使得板材短时间发挥出艾香,并不具有艾草的实际作用等问题。
5.为实现上述目的,本发明提供如下技术方案:一种基于艾香板生产的原料处理方法,包括如下步骤:步骤a:将需要进行制作板材的原料即木材放入削片机进行削片处理,进而能够得到木片原料,此时木片质量参差不齐,使用筛机对木片进行初步过筛操作,可有效去除杂质和树皮碎屑,过筛后使用刨片机进行刨花操作,刨花表层尺寸为l1和b1,厚度为h1,刨花芯层尺寸为l2和b2,厚度为h2,将刨花放入料仓进行加湿,通过加湿能够有效提高刨花使用时的韧性,提高使用稳定性;步骤b:使用干燥机进行干燥处理,其中干燥后刨花表层含水率为w1,刨花芯层含水率为w2,为使用超级筛进行再次筛选,提高刨花质量,进一步降低杂质的存在,其中筛网尺寸为k1,采用打磨机对刨花进行打磨处理,提高表层光滑程度,进而便于使用风选机对芯表层进行风选,避免缠绕,此时对于木材的预处理完成;步骤c:将艾草原料进行挑选和清洗,避免杂草和泥土的混杂,使用粉碎机对清洁后的艾草进行粉碎操作,而后通过设备对艾草进行干燥和筛选处理,保证艾草与木材湿度一致;步骤d:此时将预处理后的木材和艾草同时放入拌胶机中进行混合注胶,提高艾草与木材的混合程度,其中艾草含量占比为8
‑
15%,采用板材铺装机对混合后的材料进行铺装和初步定型,使用传输带将铺装后的板材放入压机进行预压操作,预压压力为f1,此时艾草板成型;步骤e:根据生产所需的板材厚度再次进行连续压制,在预压和连续压制过程中均
同时进行加热,便于加快压制速率,避免板材开裂,其中热压比为t1,且同时能够降低板材含水率,此时艾香板表层含水率为w3,芯层含水率为w4,压制完成后使用凉板机对艾香板进行降温和调直,保证在稳定降温的同时能够提高艾香板的水平度;步骤f:在艾香板降温成型后进行堆垛放置,在静置过程中能够有效提高板材在环境中的稳定性,而后对板材表面进行抛光打磨,涂覆防护液,最后使用切割机进行锯切操作,便于后续的包装、运输和使用。
6.优选的,所述步骤a中的刨花表层的长度l1为3
‑
15mm,所述刨花表层的宽度b1为0.5
‑
1.5mm,所述刨花表层的厚度h1为0.2
‑
0.4mm。
7.优选的,所述步骤a中的刨花芯层的长度l2为15
‑
45mm,所述刨花芯层的宽度b2为3
‑
10mm,所述刨花芯层的厚度h2为0.4
‑
0.7mm。
8.优选的,所述步骤b中的刨花表层的含水率w1为3
‑
6%,所述刨花芯层的含水率w2为2
‑
4%。
9.优选的,所述步骤b中的筛网尺寸k1为5*5mm。
10.优选的,所述步骤d中的预压压力f1为1.5kg/cm2。
11.优选的,所述步骤e中的热压比t1为1.6。
12.优选的,所述步骤e中的艾香板的表层含水率w3为10
‑
12%,所述艾香板的芯层含水率w4为7
‑
10%。
13.与现有技术相比,本发明的有益效果是:本发明通过精确控制艾草含水率和添加量,提高艾草与木材刨花的混合均匀程度,有效保证艾香板的成品质量,且使用艾草能够持续发挥中药作用。
附图说明
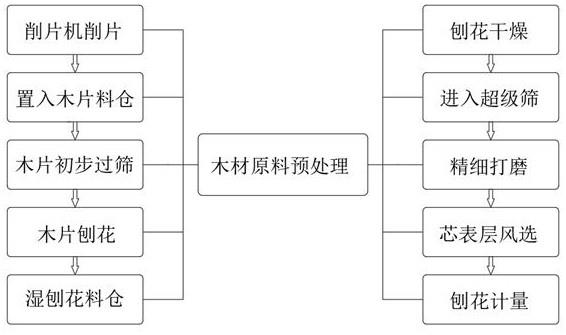
14.图1为本发明木材预处理的流程示意图;图2为本发明板材成型的流程示意图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
16.请参阅图1至图2,本发明提供的一种实施例:一种基于艾香板生产的原料处理方法,包括如下步骤:步骤a:将需要进行制作板材的原料即木材放入削片机进行削片处理,进而能够得到木片原料,此时木片质量参差不齐,使用筛机对木片进行初步过筛操作,可有效去除杂质和树皮碎屑,过筛后使用刨片机进行刨花操作,刨花表层尺寸为l1和b1,厚度为h1,刨花芯层尺寸为l2和b2,厚度为h2,将刨花放入料仓进行加湿,通过加湿能够有效提高刨花使用时的韧性,提高使用稳定性;步骤b:使用干燥机进行干燥处理,其中干燥后刨花表层含水率为w1,刨花芯层含水率为w2,为使用超级筛进行再次筛选,提高刨花质量,进一步降低杂质的存在,其中筛网尺寸为k1,采用打磨机对刨花进行打磨处理,提高表层光滑程度,进而便于使用风选机对芯表层进行风选,避免缠绕,此时对于木材的预处理完成;
步骤c:将艾草原料进行挑选和清洗,避免杂草和泥土的混杂,使用粉碎机对清洁后的艾草进行粉碎操作,而后通过设备对艾草进行干燥和筛选处理,保证艾草与木材湿度一致;步骤d:此时将预处理后的木材和艾草同时放入拌胶机中进行混合注胶,提高艾草与木材的混合程度,其中艾草含量占比为8
‑
15%,采用板材铺装机对混合后的材料进行铺装和初步定型,使用传输带将铺装后的板材放入压机进行预压操作,预压压力为f1,此时艾草板成型;步骤e:根据生产所需的板材厚度再次进行连续压制,在预压和连续压制过程中均同时进行加热,便于加快压制速率,避免板材开裂,其中热压比为t1,且同时能够降低板材含水率,此时艾香板表层含水率为w3,芯层含水率为w4,压制完成后使用凉板机对艾香板进行降温和调直,保证在稳定降温的同时能够提高艾香板的水平度;步骤f:在艾香板降温成型后进行堆垛放置,在静置过程中能够有效提高板材在环境中的稳定性,而后对板材表面进行抛光打磨,涂覆防护液,最后使用切割机进行锯切操作,便于后续的包装、运输和使用。
17.进一步,步骤a中的刨花表层的长度l1为3
‑
15mm,刨花表层的宽度b1为0.5
‑
1.5mm,刨花表层的厚度h1为0.2
‑
0.4mm。
18.进一步,步骤a中的刨花芯层的长度l2为15
‑
45mm,刨花芯层的宽度b2为3
‑
10mm,刨花芯层的厚度h2为0.4
‑
0.7mm。
19.进一步,步骤b中的刨花表层的含水率w1为3
‑
6%,刨花芯层的含水率w2为2
‑
4%。
20.进一步,步骤b中的筛网尺寸k1为5*5mm。
21.进一步,步骤d中的预压压力f1为1.5kg/cm2。
22.进一步,步骤e中的热压比t1为1.6。
23.进一步,步骤e中的艾香板的表层含水率w3为10
‑
12%,艾香板的芯层含水率w4为7
‑
10%。
24.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。