1.本实用新型涉及竹木加工机械领域,特别是涉及一种竹木加工冷压机。
背景技术:
2.冷压机,即冷干机压缩机;压缩空气中水蒸气的量是由压缩空气的温度决定的:在保持压缩空气压力基本不变的情况下,降低压缩空气的温度可减少压缩空气中的水蒸气含量,而多余的水蒸气会凝结成液体;冷干机(冷冻式干燥机)就是利用这一原理采用制冷技术干燥压缩空气的。
3.冷压机的使用领域包括家私,音箱、木业、装潢、塑料、平面胶合板、夹板、刨花板、贴面板等木制胶合压件的加工制作;其生产效率高,质量好,非常适用于竹木制品及其相关部件的生产制造。
4.但一般的竹木宽度很小,如果需要加工的竹木数量多,竹木叠起来的高度高时,这些竹木很容易晃动倾倒;一般的冷压机都是竖直下压的,这些竹木在冷压机内加工时,受到压力后,更进一步的容易倾倒;因此普通冷压机都是竖直下压竹木,而且稳定加工时,加工的行程一般只有20
‑
30mm;对较高较厚的竹木,加工生产难度高,良品率低,生产效率底;冷压机的加工潜力也被大大浪费。
技术实现要素:
5.本实用新型的目的是,在于提供一种竹木加工冷压机,它可以更稳固的加工细窄的竹木,可加工的竹木叠放高度更高,冷压机的有效工作行程更长。
6.为解决上述问题,本实用新型采用如下的技术方案。
7.一种竹木加工冷压机,包括立于地面的主架、至少四个侧压机构和一对正压机构。
8.所述主架截面为三角形或梯形,底端固定连接有至少一个底托块,所述底托块的端面与主架斜面相垂直。
9.所述正压机构固定在主架的顶端,包括至少一个正安装块、至少一个正压油缸和至少一个正挤压块;开有孔的所述正安装块固定在主架斜面的顶端;正压油缸固定连接在正安装块顶面,正压油缸的活塞杆穿过所述孔,并且方向沿着斜面方向朝下;所述正挤压块顶面与至少一个正压油缸的活塞杆端面固定连接,底面与底托块端面平行。
10.至少两个所述侧压机构固定在主架的一边侧端;侧压机构包括侧框架和至少一个侧压油缸;所述侧框架两端分别固定在主架的前后端,并环绕覆盖在底托块和正挤压块外侧;所述侧压油缸固定连接在侧框架上,并正对着主架斜面。
11.进一步的,所述主架侧面与底面的夹角范围是65
°‑
85
°
;该角度下竹木重力的分力能够稳固竹木的叠放,加工过程效果好。
12.进一步的,所述主架左右斜面均固定连接有至少一个大导板;同一侧的所述大导板端面平直且共面;主架1左右斜面上的大导板11共同构成一个大平面,为冷压加工提供基准。
13.进一步的,所述侧框架上固定连接有平行于主架斜面的侧安装块,所述侧安装块的中心开有孔;所述侧压油缸固定连接在侧安装块上,且活塞杆穿过侧安装块中心的孔,侧压油缸活塞杆的端面固定连接有侧挤压块,所述侧挤压块的端面平行于主架斜面。
14.进一步的,所述正压油缸的行程不小于200mm;相对普通的冷压机,只可以加工20
‑
30mm,这种冷压机加工形成足够长,可以稳定到200mm及以上。
15.进一步的,所述正挤压块顶面还固定连接有至少一个导向柱,主架的顶端对应位置固定连接有导向块,所述导向块上开有孔,导向块上的孔位置与所述导向柱对应,大小与导向柱截面大小一致;所述导向柱穿过导向块对应的孔,并且运动方向与正压油缸活塞杆的方向一致。
16.进一步的,所述正挤压块包括挤压主体、挤压平板和多个固定法兰,所述挤压主体的底端固定连接所述挤压平板,顶端固定连接所述固定法兰;固定法兰的顶端与正压油缸活塞杆的顶端固定连接;挤压平板的底端平直,且与底托块端面平行。
17.进一步的,所述正挤压块还包括固定螺母,正压油缸活塞杆的顶端有螺纹,固定法兰开有螺纹孔,正压油缸的活塞杆与固定法兰螺纹连接,所述固定螺母用于拧紧加固正压油缸与固定法兰。
18.相比于现有技术,本实用新型的优点在于:
19.一种竹木加工冷压机,需要加工的竹木与斜面接触并通过测压辅助稳固,冷压机可以更稳固的加工细窄的竹木,可以加工的竹木叠放高度更高,冷压机的有效工作行程更长。
附图说明
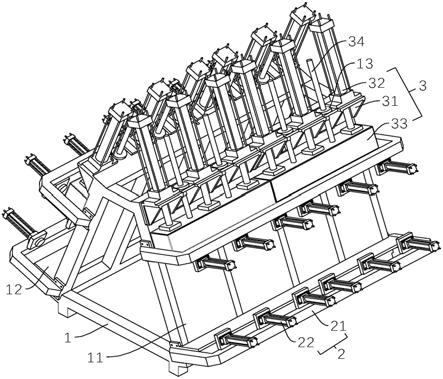
20.图1本实用新型的立体结构示意图;
21.图2本实用新型的正视结构示意图;
22.图3为图2中a处局部放大图;
23.图4为图2中b方向向视图;
24.图5为图4中c处局部放大图。
25.图中标号说明:
26.1、主架;11、大导板;12、底托块;13、导向块;2、侧压机构;21、侧框架;22、侧压油缸;23、侧安装块;24、侧挤压块;3、正压机构;31、正安装块;32、正压油缸;33、正挤压块;34、导向柱;35、挤压主体;36、挤压平板;37、固定法兰;38、固定螺母。
具体实施方式
27.如图1
‑
5所示,一种竹木加工冷压机,包括立于地面的主架1、至少四个侧压机构2和一对正压机构3。
28.主架1截面为三角形或梯形,底端固定连接有至少一个底托块12,底托块12的端面与主架1斜面相垂直。
29.正压机构3固定在主架1的顶端,包括至少一个正安装块31、至少一个正压油缸32和至少一个正挤压块33;开有孔的正安装块31固定在主架1斜面的顶端;正压油缸32固定连接在正安装块31顶面,正压油缸32的活塞杆穿过孔,并且方向沿着斜面方向朝下;正挤压块
33顶面与至少一个正压油缸32的活塞杆端面固定连接,底面与底托块12端面平行。
30.至少两个侧压机构2固定在主架1的一边侧端;侧压机构2包括侧框架21和至少一个侧压油缸22;侧框架21两端分别固定在主架1的前后端,并环绕覆盖在底托块12和正挤压块33外侧;侧压油缸22固定连接在侧框架21上,并正对着主架1斜面。
31.主架1侧面与底面的夹角范围是65
°‑
85
°
;该角度下竹木重力的分力能够稳固竹木的叠放,加工过程效果好。
32.主架1左右斜面均固定连接有至少一个大导板11;同一侧的大导板11端面平直且共面;主架1左右斜面上的大导板11共同构成一个大平面,为冷压加工提供基准。
33.侧框架21上固定连接有平行于主架1斜面的侧安装块23,侧安装块23的中心开有孔;侧压油缸22固定连接在侧安装块23上,且活塞杆穿过侧安装块23中心的孔,侧压油缸22活塞杆的端面固定连接有侧挤压块24,侧挤压块24的端面平行于主架1斜面。
34.正压油缸32的行程不小于200mm;相对普通的冷压机,只可以加工20
‑
30mm,这种冷压机加工形成足够长,可以稳定到200mm及以上。
35.其特征在于,正挤压块33顶面还固定连接有至少一个导向柱34,主架1的顶端对应位置固定连接有导向块13,导向块13上开有孔,导向块13上的孔位置与导向柱34对应,大小与导向柱34截面大小一致;导向柱34穿过导向块13对应的孔,并且运动方向与正压油缸32活塞杆的方向一致。
36.正挤压块33包括挤压主体35、挤压平板36和多个固定法兰37,挤压主体35的底端固定连接挤压平板36,顶端固定连接固定法兰37;固定法兰37的顶端与正压油缸32活塞杆的顶端固定连接;挤压平板36的底端平直,且与底托块12端面平行。
37.正挤压块33还包括固定螺母38,正压油缸32活塞杆的顶端有螺纹,固定法兰37开有螺纹孔,正压油缸32的活塞杆与固定法兰37螺纹连接,固定螺母38用于拧紧加固正压油缸32与固定法兰37。
38.使用时,先将需要加工的竹木放在底托块12上,沿着大导板11向上叠放,由于竹木受到的重力在主架1的斜面上分解为垂直斜面和平行斜面的两股分力,因此竹木向内的一侧整齐的贴合在大导板11上,相比正常竖直叠放,这样倾斜叠放可以放的更高。
39.加工过程中,正压油缸32施加的力通过正挤压块33均匀的加载在竹木上,由于倾斜放置,加工过程叠放的竹木更加稳定,可加工的高度更高,正压油缸32的加工行程也更长;下压过程导向柱34与导向块13起到辅助稳固作用,防止下压过程正压油缸32施加的力偏向。
40.此外,在需要加工的竹木与侧挤压块24之间垫上一块辅助平板,加工过程中,侧压油缸22施加的力通过辅助平板均匀的加载在需要加工的竹木靠外一侧,辅助夹紧竹木,防止竹木挤压倾倒。
41.以上所述;仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此;任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内;根据本实用新型的技术方案及其改进构思加以等同替换或改变;都应涵盖在本实用新型的保护范围内。