1.本发明属于机械设备技术领域,尤其涉及一种小径原木疏解生产线。
背景技术:
2.为了能够提高原木材料利用率,例如,中国专利公开了一种cn106003275b
‑
一种以灌木为原料制造木基型材的自动生产设备及方法,这种方法其虽然是利用灌木进行优化利用,其中其工艺公开了[0034]段,通过铺装装置对经疏解、浸胶、干燥处理后的灌木条进行碾压铺装并切割。
[0003]
上述的专利其并未公开是如何对灌木进行具体疏解加工,为了能够充分利用现有小直径原木(直径大约在30
‑
110mm之间),因此开发了本小径原木疏解生产线。
技术实现要素:
[0004]
本发明的目的是针对上述问题,提供一种可以解决上述技术问题的小径原木疏解生产线。
[0005]
为达到上述目的,本发明采用了下列技术方案:
[0006]
本小径原木疏解生产线包括:
[0007]
破开设备,用于对小径原木进行轴向破开,得到破开原木;
[0008]
疏解设备,用于对小径原木或者被破开设备破开后的破开原木进行疏解加工,得到片状疏解材料。
[0009]
在上述的小径原木疏解生产线中,所述的疏解设备包括:
[0010]
一级加工处理单元,用于对小径原木进行一级疏解加工处理,得到宽度大于小径原木直径以及厚度小于小径原木直径或半径的一级片状疏解材料;
[0011]
二级加工处理单元,用于对一级片状疏解材料进行二级疏解加工处理,得到宽度大于一级片状疏解材料宽度以及厚度小于一级片状疏解材料厚度的二级片状疏解材料;
[0012]
三级加工处理单元,用于对二级片状疏解材料进行三级疏解加工处理,得到得到宽度大于二级片状疏解材料宽度以及厚度小于二级片状疏解材料厚度的三级片状疏解材料。
[0013]
在上述的小径原木疏解生产线中,所述一级加工处理单元包括以进料方向依次分布的一级展开轮组、一级展平轮组和一级疏解轮组。
[0014]
在上述的小径原木疏解生产线中,所述一级加工处理单元还包括位于一级展平轮组和一级疏解轮组之间的一级碾压轮组。
[0015]
在上述的小径原木疏解生产线中,所述一级展开轮组包括一级下主动牵引轮,以及位于一级下主动牵引轮上方的一级上从动展开轮;所述一级展平轮组包括一级下主动展平轮,以及位于一级下主动展平轮上方的一级上从动展平轮;所述的一级碾压轮组包括一级下主动碾压轮,以及位于一级下主动碾压轮上方的一级上从动碾压轮;所述的一级疏解轮组包括一级下主动疏解轮,以及位于一级下主动疏解轮上方的一级上从动疏解轮,所述
的一级下主动牵引轮、一级下主动展平轮、一级下主动碾压轮和一级下主动疏解轮同步转动。
[0016]
在上述的小径原木疏解生产线中,所述一级下主动展平轮上的一级展平齿与一级上从动展开轮上的一级展平齿呈上下错位分布;所述一级下主动疏解轮上的一级疏解齿和一级上从动疏解轮上的一级疏解齿呈上下错位分布。
[0017]
在上述的小径原木疏解生产线中,所述一级上从动展开轮、一级上从动展平轮、一级上从动碾压轮和一级上从动疏解轮分别与一级油压升降式保护系统连接,以防止卡料。
[0018]
在上述的小径原木疏解生产线中,所述二级加工处理单元包括二级展平轮组、二级疏解轮组和两个二级碾压轮组,两个二级碾压轮组之间以进料方向依次分布二级疏解轮组和二级展平轮组。
[0019]
在上述的小径原木疏解生产线中,每个二级碾压轮组包括两个呈上下平行分布的二级碾压轮,两个二级碾压轮上的二级碾压齿呈上下错位分布;二级展平轮组包括两个呈上下平行分布的二级展平轮;二级疏解轮组包括两个呈上下平行分布的二级疏解轮,两个二级疏解轮上的二级疏解齿呈上下错位分布。
[0020]
在上述的小径原木疏解生产线中,位于上方的二级碾压轮、位于上方的二级展平轮和位于上方的二级疏解轮分别与二级油压升降式保护系统连接,以防止卡料;
[0021]
位于下方的所述二级碾压轮、二级展平轮和二级疏解轮通过第一联动传动机构同步向一个方向转动,两两上下分布的二级碾压轮、两个二级展平轮和两个二级疏解轮之间分别通过第一反向齿轮传动机构连接,使得两两上下分布的二级碾压轮其转动方向相反,两个二级展平轮其转动方向相反,以及两个二级疏解轮其转动方向相反。
[0022]
在上述的小径原木疏解生产线中,所述的三级加工处理单元包括以进料方向依次分布的三级疏解轮组和至少一组三级碾压展平轮组。
[0023]
在上述的小径原木疏解生产线中,所述的三级疏解轮组包括两个呈上下平行分布的三级疏解轮;两个三级疏解轮上的三级疏解齿呈上下错位分布;所述的三级碾压展平轮组有三组并且每一组三级碾压展平轮组分别包括两个呈上下平行分布的三级碾压展平轮。
[0024]
在上述的小径原木疏解生产线中,位于上方的三级疏解轮和位于上方的三级碾压展平轮分别与三级油压升降式保护系统连接,以防止卡料;
[0025]
位于下方的三级碾压展平轮和位于下方的三级疏解轮通过第二联动传动机构同步向一个方向转动,两个三级疏解轮以及两两上下分布的三级碾压展平轮之间分别通过第二反向齿轮传动机构连接,使得两两上下分布的三级碾压展平轮其转动方向相反,以及两个三级疏解轮其转动方向相反。
[0026]
在上述的小径原木疏解生产线中,所述的破开设备包括机台;
[0027]
原木单向输送通道,设置在机台上,原木单向输送通道的一端为进料口,另一端为出料口,原木单向输送通道用于迫使小径原木从进料口输送至出料口;
[0028]
破开刀,固定在机台上并且位于原木单向输送通道的出料口,破开刀用于将原木单向输送通道输送的小径原木沿其轴向破开。
[0029]
在上述的小径原木疏解生产线中,所述的机台上设有若干下主动牵引轮,若干下主动牵引轮位于同一个水平面并且同步转动,在机台上还设有若干一一位于所述下主动牵引轮上方的上被动牵引轮,下主动牵引轮和上被动牵引轮之间形成上述的原木单向输送通
道。
[0030]
与现有的技术相比,本发明的优点在于:
[0031]
真正对小直径原木进行充分利用,疏解更加彻底以及提高了原木利用率。
[0032]
使得疏解后的片材具有更好的柔性性能,以便于后续疏解片材的各种应用。
[0033]
利用破开的方式对小直径原木进行自然破开加工处理,其确保了原有纤维组织,以利于后续疏解加工时提高疏解片材其柔性性能。
34.提高了后续疏解加工效率。
附图说明
[0035]
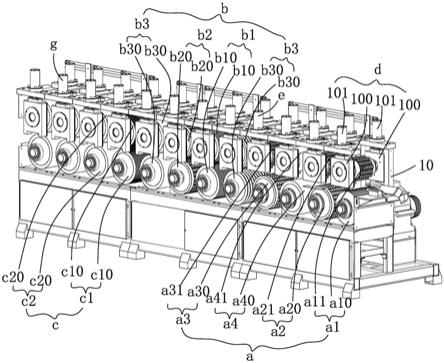
图1是本发明提供的疏解设备正面结构示意图。
[0036]
图2是本发明提供的疏解设备反面结构示意图。
[0037]
图3是本发明提供的疏解前后宽度示意图。
[0038]
图4是本发明提供的破开设备结构示意图。
[0039]
图5是本发明提供的原木单向输送通道结构示意图。
[0040]
图6是本发明提供的生产线框图。
[0041]
图7是本发明提供的疏解时从生产线进料到出料方向疏解密度依次加密的状态示意图。
[0042]
图中,一级加工处理单元a、一级展开轮组a1、一级下主动牵引轮a10、一级上从动展开轮a11、一级展平轮组a2、一级下主动展平轮a20、一级上从动展平轮a21、一级疏解轮组a3、一级下主动疏解轮a30、一级上从动疏解轮a31、一级碾压轮组a4、一级下主动碾压轮a40、一级上从动碾压轮a41、二级加工处理单元b、二级展平轮组b1、二级展平轮b10、二级疏解轮组b2、二级疏解轮b20、二级碾压轮组b3、二级碾压轮b30、三级碾压展平轮组c2、三级加工处理单元c、三级疏解轮组c1、三级疏解轮c10、一级油压升降式保护系统d、二级油压升降式保护系统e、第一反向齿轮传动机构f、三级油压升降式保护系统g、第二反向齿轮传动机构k、机架10、升降块100、升降保护油缸101、减速器102、驱动电机103、机台1、下主动牵引轮10、下倾斜外凸齿101、上被动牵引轮11、上倾斜外凸齿110、螺纹孔12、破开刀2、刀框架20、螺栓21、竖向滑动块3、竖向弹簧30、原木单向输送通道s0。
具体实施方式
[0043]
以下是发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0044]
如图1所示,本小径原木疏解生产线包括:
[0045]
破开设备a,用于对小径原木进行轴向破开,得到破开原木;
[0046]
疏解设备b,用于对小径原木或者被破开设备破开后的破开原木进行疏解加工,得到片状疏解材料。
[0047]
具体地,疏解设备b包括:
[0048]
一级加工处理单元a,用于对小径原木进行一级疏解加工处理,得到宽度大于小径原木直径以及厚度小于小径原木直径或半径的一级片状疏解材料。
[0049]
例如对整根原木进行一级疏解加工处理,也可以对对半破开或者四半破开甚至更
多破开后的原木进行一级疏解加工处理,即,本技术的原木可以是圆形原木,也可以是破开后的原木,选择余地多并且适用范围广,以满足不同小直径原木的加工要求。
[0050]
具体地,本实施例的一级加工处理单元a包括以进料方向依次分布的一级展开轮组a1、一级展平轮组a2和一级疏解轮组a3,以及一级加工处理单元a还包括位于一级展平轮组a2和一级疏解轮组a3之间的一级碾压轮组a4。
[0051]
小直径原木利用一级展开轮组a1、一级展平轮组a2、一级碾压轮组a4和一级疏解轮组a3进行加工处理,在这个过程中,小直径原木其被一级展开轮组a1的一级展开齿展开,在再利用一级展平轮组a2的一级展开齿进行加工,以及一级碾压轮组a4的一级碾压齿和一级疏解轮组a3的一级一级疏解进行连续加工处理,得到一级片状疏解材料。
[0052]
进一步地,一级展开轮组a1包括一级下主动牵引轮a10,以及位于一级下主动牵引轮a10上方的一级上从动展开轮a11;所述一级展平轮组a2包括一级下主动展平轮a20,以及位于一级下主动展平轮a20上方的一级上从动展平轮a21;所述的一级碾压轮组a4包括一级下主动碾压轮a40,以及位于一级下主动碾压轮a40上方的一级上从动碾压轮a41;所述的一级疏解轮组a3包括一级下主动疏解轮a30,以及位于一级下主动疏解轮a30上方的一级上从动疏解轮a31,所述的一级下主动牵引轮a10、一级下主动展平轮a20、一级下主动碾压轮a40和一级下主动疏解轮a30同步转动,同步转动利用链条进行动力传输,以及利用一级减速器104和一级驱动电机105进行动力输入,完成同步转动,确保被加工料持续输送。
[0053]
一级下主动牵引轮a10为若干呈圆周均匀分布的倾斜齿,每一条倾斜齿沿着一级下主动牵引轮a10长度方向设置。
[0054]
而一级上从动展开轮a11的构造可以参阅201410599246.5,竹片开缝刀具的结构。
[0055]
优选地,本实施例的所述一级下主动展平轮a20上的一级展平齿与一级上从动展开轮a11上的一级展平齿呈上下错位分布;同样地,这里的一级下主动展平轮a20结构部和一级上从动展开轮a11的结构可以参阅201410599246.5,竹片开缝刀具的结构。所述一级下主动疏解轮a30上的一级疏解齿和一级上从动疏解轮a31上的一级疏解齿呈上下错位分布,利用上下错位分布,其可以对被加工料在不同位置的加工,以达到非常好的疏解效果。
[0056]
一级上从动展开轮a11的一级展开齿其沿着一级上从动展开轮a11长度方向的相邻两个齿距大于相应两个一级展平齿的齿距,以及相邻两个一级展平齿的齿距(沿着轮长度方向)大于相邻两个一级疏解齿的齿距(沿着轮长度方向),以不断缩小齿距从而实现不同位置上的加工疏解。
[0057]
优选地,本实施例一级下主动疏解轮a30上的一级疏解齿和一级上从动疏解轮a31上的一级疏解齿也可以是圆环v形齿构造。
[0058]
同时,本实施例一级碾压轮组a4的一级下主动碾压轮a40和一级上从动碾压轮a41均为压花轮,压花形状例如菱形压花等等。
[0059]
因为原木其有结疤等等较硬的结构,为了防止输送卡料,所述一级上从动展开轮a11、一级上从动展平轮a21、一级上从动碾压轮a41和一级上从动疏解轮a31分别与一级油压升降式保护系统d连接,以防止卡料。
[0060]
具体地,本实施例的二级加工处理单元b包括二级展平轮组b1、二级疏解轮组b2和两个二级碾压轮组b3,两个二级碾压轮组b3之间以进料方向依次分布二级疏解轮组b2和二级展平轮组b1。进一步地,每个二级碾压轮组b3包括两个呈上下平行分布的二级碾压轮
b30,其中一个二级碾压轮组b3的两个二级碾压轮b30上的二级碾压齿呈上下错位分布;另外一个二级碾压轮组b3其二级碾压轮b30为压花轮,例如,菱形压花等等。
[0061]
二级碾压齿为圆环v形齿。
[0062]
二级展平轮组b1包括两个呈上下平行分布的二级展平轮b10,二级展平轮b10上的二级展平齿为圆环v形齿并且两个二级展平轮b10上的二级展平齿呈上下错位分布;
[0063]
二级碾压齿和二级展平齿以进料方向前后错位分布,并且相邻两个二级展平齿之间的齿距小于相邻两个二级碾压齿的齿距。相邻两个二级碾压齿之间的距离(沿着轮长度方向)小于相邻两个一级疏解齿的齿距。
[0064]
二级疏解轮组b2包括两个呈上下平行分布的二级疏解轮b20,两个二级疏解轮b20上的二级疏解齿呈上下错位分布。同上所述的错位优点一致。
[0065]
因为原木其有结疤等等较硬的结构,为了防止输送卡料,位于上方的二级碾压轮b30、位于上方的二级展平轮b10和位于上方的二级疏解轮b20分别与二级油压升降式保护系统e连接,以防止卡料。
[0066]
其次,为了能够实现稳定输送,本实施例位于下方的所述二级碾压轮b30、二级展平轮b10和二级疏解轮b20通过第一联动传动机构同步向一个方向转动,两两上下分布的二级碾压轮b30、两个二级展平轮b10和两个二级疏解轮b20之间分别通过第一反向齿轮传动机构f连接,使得两两上下分布的二级碾压轮b30其转动方向相反,两个二级展平轮b10其转动方向相反,以及两个二级疏解轮b20其转动方向相反。
[0067]
具体地,本实施例的三级加工处理单元c包括以进料方向依次分布的三级疏解轮组c1和至少一组三级碾压展平轮组c2。优选方案,三级疏解轮组c1包括两个呈上下平行分布的三级疏解轮c10;两个三级疏解轮c10上的三级疏解齿呈上下错位分布;所述的三级碾压展平轮组c2有三组并且每一组三级碾压展平轮组c2分别包括两个呈上下平行分布的三级碾压展平轮c20。三级疏解齿为圆环v形齿。
[0068]
相邻两个三级疏解齿的齿距(沿着轮长度方向)小于相邻两个二级疏解齿的齿距(沿着轮长度方向),以达到原木宽度延展和柔性增强的目的。
[0069]
因为原木其有结疤等等较硬的结构,为了防止输送卡料,位于上方的三级疏解轮c10和位于上方的三级碾压展平轮c20分别与三级油压升降式保护系统g连接,以防止卡料;
[0070]
以及位于下方的三级碾压展平轮c20和位于下方的三级疏解轮c10通过第一联动传动机构同步向一个方向转动,两个三级疏解轮c10以及两两上下分布的三级碾压展平轮c20之间分别通过第二反向齿轮传动机构k连接,使得两两上下分布的三级碾压展平轮c20其转动方向相反,以及两个三级疏解轮c10其转动方向相反。
[0071]
一级油压升降式保护系统d的结构、二级油压升降式保护系统e的结构和三级油压升降式保护系统g的结构相同,都包括八块可相对机架10竖直升降的升降块100,例如以一级上从动展开轮a11为例,在一级上从动展开轮a11的两端分别连接一升降块100,升降块100和机架10竖直滑动连接,在机架10顶部设有与相应升降块100顶部连接的升降保护油缸101,该升降保护油缸101自带泄压回油循环回路,以使得在超过设定压力值时自行上升并带动相应的一级上从动展开轮a11上升,以防止卡料停滞。
[0072]
其次,第一联动传动机构的结构和第二联动传动机构的结构相同,以链条为动力进行传递,以驱动例如任意一个二级碾压轮b30从而实现同步转动,例如设置减速器102连
接驱动电机103实现例如任意一二级展平轮b10转动。
[0073]
而第一反向齿轮传动机构f的结构和第二反向齿轮传动机构k的结构相同,包括上斜齿轮和与上斜齿轮啮合的下斜齿轮,利用上斜齿轮和下斜齿轮的啮合实现例如上下两个二级碾压轮b30转动相反,以满足输送要求。采用齿轮传动,其可以提高动力输出强劲,以及可以便于拆装维护。
[0074]
具体地,如图4
‑
5所示,破开设备a包括机台1,机台1的外侧设有保护罩。起到安全防护作用。
[0075]
原木单向输送通道s0,设置在机台1上,原木单向输送通道s0的一端为进料口,另一端为出料口,原木单向输送通道s0用于迫使小径原木从进料口输送至出料口;
[0076]
原木单向输送通道s0的进料口设有v形导料槽,以便于小径原木输入原木单向输送通道s0。
[0077]
具体地,本实施例的机台1上设有若干下主动牵引轮10,若干下主动牵引轮10位于同一个水平面并且同步转动,在机台1上还设有若干一一位于所述下主动牵引轮10上方的上被动牵引轮11,下主动牵引轮10和上被动牵引轮11之间形成上述的原木单向输送通道s0。
[0078]
下主动牵引轮10的数量可以根据小径原木的长度设定,例如:2
‑
8个。
[0079]
其次,下主动牵引轮10为v形轮,所述的上被动牵引轮11为v形轮。即,小径原木与下主动牵引轮10的两个位置接触,与上被动牵引轮11也是两个位置接触,以对小径原木进行输送。
[0080]
另外,为了确保输送效率,在下主动牵引轮10的两端外壁分别设有向下主动牵引轮10中部汇聚的下倾斜外凸齿101;在上被动牵引轮11的两端外壁分别设有向上被动牵引轮11中部汇聚的上倾斜外凸齿110。上述的结构其提高了与小径原木的摩擦力,以确保小径原木能够持续推进。
[0081]
下主动牵引轮10与同一动力源连接。这里的动力源包括与各个下主动牵引轮10连接的驱动链,以及驱动至少一下主动牵引轮10转动的减速器电机组。当然,这里的驱动链可以被齿轮替换。
[0082]
优选地,在每个上被动牵引轮11的两端端部分别连接有竖向滑动块3,竖向滑动块3和机台1竖向滑动连接,在每块竖向滑动块3的上端和机台1之间连接有竖向弹簧30,竖向弹簧30迫使竖向滑动块3具有向下运动趋势。竖向弹簧30的设计其可以使得小径原木具有一个非常好的通过性,避免卡料。
[0083]
破开刀2,固定在机台1上并且位于原木单向输送通道s0的出料口,破开刀2用于将原木单向输送通道s0输送的小径原木沿其轴向破开。
[0084]
为了确保结构强度,破开刀2通过刀框架20固定在机台1上。其次,为了适用不用直径,在机台1靠近破开刀2的一侧设有若干上下间隔分布的螺纹孔12,在刀框架20上设有与部分螺纹孔12螺纹连接的螺栓21。
[0085]
优选地,本实施例的破开刀2为竖向一字刀。
[0086]
本破开设备的原理如下:
[0087]
小径原木一端置于v形导料槽并且在轴向推力作用下进入原木单向输送通道s0,由于原木单向输送通道s0其只具备单向输送性能,随着小径原木的不断推进并从出料口输
出时,此时的破开刀2由于是固定设计,破开刀2可以将持续推进的小径原木进行轴向破开,以达到破开目的。
[0088]
疏解设备可以直接对未破开的小径原木进行疏解加工,也可以对破开后的原木进行疏解加工。
[0089]
本疏解设备的工作原理如下:
[0090]
s1、小直径原木进入一级加工处理单元a,一级加工处理单元a对小直径原木依次进行展开
‑
展平
‑
碾压
‑
疏解加工,得到一级片状疏解材料;
[0091]
s2、一级片状疏解材料进入二级加工处理单元b,二级加工处理单元b对一级片状疏解材料依次进行碾压
‑
展平
‑
疏解
‑
碾压加工,制得二级片状疏解材料;
[0092]
s3、二级片状疏解材料进入三级加工处理单元c,三级加工处理单元c对二级片状疏解材料依次进行疏解
‑
碾压
‑
碾压
‑
碾压加工,制得三级片状疏解材料,即,完成小径原木疏解制造。
[0093]
一级加工处理单元a、二级加工处理单元b和三级加工处理单元c的疏解厚度空间逐渐缩小。
[0094]
上述的步骤s1、步骤s2和步骤s3同时进行疏解加工,得到如图7所示的平板疏解状态产品。
[0095]
在上述的步骤s1、步骤s2和步骤s3中,利用一级、二级和三级油压升降式保护系统对疏解厚度空间进行自适应调整,以防止卡料。
[0096]
最后,如附图3所示,在直径30mm的原木,经过本设备加工后其片材横向截面的宽度达到150mm,是直径的5倍之多。
[0097]
其次,在半径15mm的原木,经过本设备加工之后其片材的横向截面宽度达到45mm之多,是半径的3倍。
[0098]
经过上述的分析,利用本实施例的设备后其能够充分利用原木资源,以达到降低开发应用成本的目的,例如,应用于地板等等行业。
[0099]
实施例二
[0100]
本实施例的结构与原理与实施例一基本相同,不同的结构在于:破开刀2为十字刀和米字刀中的任意一种。
[0101]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。