1.本发明涉及装饰板材技术领域,尤其涉及一种纺织墙布饰面人造板及其制作工艺。
背景技术:
2.木质人造板通常是用浸渍胶膜纸、装饰薄木、树脂膜等材料进行表面装饰,广泛用于家具、地板和墙面装饰等领域, 是重要的室内装饰材料。板式家具中最常用的生态板有许多仿布纹的款式和仿肌肤触感的表面处理方式,然而其触觉效果和视觉效果相对真实的纺织材料还是有差距的。
3.因此将三防整理过的纺织材料覆贴在人造板上研发出新型饰面板材,在不影响使用性能的前提下达到真实织物的触感和视觉效果,制作的成品家具亦能与室内其他软装产品融合搭配,满足消费者的需求,提升家居空间美学体验。
4.然而现有的布饰面板材所用墙布多为无纺布层托底,板材结构复杂,例如专利号为cn208815819u的“一种新型墙布板材”,其中无纺布底容易与表面布层剥离,与板材的粘结强度也相对较低,无纺布托底的墙布板材防潮性能也相对较差;再如专利号为cn102049960a的“树脂浸渍布饰面板及其制造工艺”,其中布料需要浸胶处理,不仅工艺复杂,遮盖了布料的特殊经纬纹理和触感,装饰美观度下降,而且复合时需要通过多层压机压贴,生产效率低下,很容易弄脏布料板面。
技术实现要素:
5.本发明的目的之一是一种纺织墙布饰面人造板,以解决现有布饰面板表面胶合强度强度低,板面易皱的问题。
6.本发明的目的之二是一种纺织墙布饰面人造板的制作工艺,以解决现有布饰面板表面胶合强度强度低、板面易皱、制作工艺复杂的问题。
7.本发明的上述第一技术目的是通过以下技术方案得以实现的:一种纺织墙布饰面人造板,包括基材层、胶层和纺织布层;所述基材层包括浸渍胶膜纸饰面胶合板层和细木工板层;所述胶层为湿固化型聚氨酯热熔胶层;所述纺织布层的布料为经过三防整理的纺织墙布;所述纺织墙布通过胶黏剂压贴在基材层上制得纺织墙布饰面人造板。
8.织物的防水防油防污处理,俗称"三防"。本发明所用基材为浸渍胶膜纸饰面胶合板和细木工板,可以有效避免板面孔洞、节子等缺陷引起的平整度较差的问题,并且浸渍胶膜纸与纺织墙布背面的pvc涂层界面相容性更高,粘结强度更牢;本发明所用纺织墙布为背涂pvc涂层托底,相对无纺布层托底的纺织墙布可以大幅提高其防潮性能,在使用前无需对板材进行防潮处理,墙布正面经过三防整理,可以满足日常家居使用要求,延长产品使用寿命;
本发明压贴所用胶黏剂为湿固化型聚氨酯热熔胶,无醛环保、粘结牢固、相对浸渍胶膜纸和装饰薄木等平板热压方式,辊压工艺简单,时间短,效率高;进一步,本发明所用纺织墙布厚度为0.3
‑
0.5mm,均经过三防整理并达到以下要求:防霉性能≤1级;防水性能≥4级。本发明所用纺织墙布具有易去污性。
9.进一步,本发明所用纺织布层从上往下包括防水防污层、防霉层、布料层和水溶性发泡涂层。
10.更进一步地,水溶性发泡涂层为pvc材质层,厚度为0.01
‑
0.05mm。
11.更进一步地,水溶性发泡涂层厚度为0.03mm。
12.进一步,本发明所用压贴胶黏剂为湿固化型聚氨酯热熔胶,熔点为180
‑
190℃。
13.本发明的上述第二技术目的是通过以下技术方案得以实现的:一种纺织墙布饰面人造板的制作工艺,包括以下步骤:步骤一,将基材表面进行前处理;步骤二,将基材表面进行升温加热处理;步骤三,基板升温后进行涂胶;涂胶所用胶黏剂为湿固化型聚氨酯热熔胶,湿固化型聚氨酯热熔胶涂布量控制在50
‑
70g/m2,温度控制在180
‑
190℃;步骤四,将纺织墙布通过贴合辊进行升温预热,升温至40
‑
50℃,控制墙布与贴合辊的接触时间;步骤五,基板涂胶后与纺织墙布贴合,通过辊压方式加压成型;步骤六,出板、裁边得到纺织墙布饰面人造板。
14.本发明压贴复合分别对基材和布料进行加热,以确保接触时胶层的粘度和熔融状态的稳定,可以大幅提高粘结强度和胶层寿命;并且布料通过传送辊预热后进行压贴,可以有效解决布料因材质较软,容易褶皱的问题,压贴后板面平整,无起泡凸起现象。
15.作为优选,纺织墙布饰面人造板的制作工艺,具体包括以下步骤:步骤一,将基材表面进行打磨和除尘处理;步骤二,将基材表面在进板传送室内进行升温加热处理;步骤三,基板升温后通过涂胶辊进行涂胶;步骤四,将纺织墙布通过贴合辊进行升温;步骤五,基板涂胶后与纺织墙布贴合,通过辊压方式加压成型,控制辊压速度和压贴时间;步骤六,出板、裁边得到纺织墙布饰面人造板。
16.进一步地,步骤一所用打磨处理砂带为240
‑
360目,所有操作均在无尘车间。
17.进一步地,步骤二中将传送室的履带速度控制在0.03
‑
0.06m/s,延长基板在传送室的停留时间,保证板面加热升温至70
‑
80℃。
18.进一步地,步骤三中的湿固化型聚氨酯热熔胶涂布量控制在50
‑
70g/m2,涂胶辊的温度控制在180
‑
190℃之间,保证胶黏剂的熔融状态。
19.进一步地,步骤四中将贴合辊升温至40
‑
50℃,贴合辊的转速为0.15
‑
0.2m/s,控制墙布与贴合辊的接触时间,使其在传送至加压辊时温度上升至40℃左右。
20.贴合辊的温度和速度控制对纺织墙布饰面人造板的贴合平整度和胶合强度有很大影响;温度过低或过高,都会导致粘结不够,容易使基层与布层脱胶,板面褶皱不平整。
21.进一步地,步骤五中辊压时传送带的速度为0.15
‑
0.25m/s,压贴时间15
‑
20s。
22.纺织墙布饰面人造板制备装置,包括一号传输架,所述一号传输架的一侧固定安装有固定架,所述固定架的内部活动安装有涂胶辊,所述固定架的内部靠近所述涂胶辊的一侧活动安装有控胶辊,所述固定架的内部活动安装有纺织墙布卷,所述固定架的内部靠近所述纺织墙布卷的一侧活动安装有传送辊,所述传送辊的底端设置有贴合辊,所述贴合辊的一侧设置有加压辊。
23.作为本发明的一种优选技术方案,所述固定架远离所述一号传输架的一侧固定安装有二号传输架。
24.作为本发明的一种优选技术方案,所述贴合辊活动安装于固定架的内部,所述贴合辊的数量为两个。
25.作为本发明的一种优选技术方案,所述加压辊活动安装于固定架的内部且靠近所述二号传输架的一侧,所述加压辊的数量为两个。
26.作为本发明的一种优选技术方案,所述一号传输架的内部活动安装有若干个传动辊,两个所述传动辊之间设置有伸缩杆。
27.作为本发明的一种优选技术方案,所述伸缩杆的一侧固定安装有限位板,所述一号传输架与二号传输架的两侧均固定安装有气缸。
28.作为本发明的一种优选技术方案,所述一号传输架与二号传输架的底端均固定安装有支撑腿。
29.与现有技术相比,本发明的特点和有益效果具体如下:1、本发明压贴复合分别对基材和布料进行加热,以确保接触时胶层的粘度和熔融状态的稳定,可以大幅提高粘结强度和胶层寿命;并且布料通过传送辊预热后进行压贴,可以有效解决布料因材质较软,容易褶皱的问题,压贴后板面平整,无起泡凸起现象;2、本发明所用基材为浸渍胶膜纸饰面胶合板和细木工板,可以有效避免板面孔洞、节子等缺陷引起的平整度较差的问题,并且浸渍胶膜纸与纺织墙布背面的pvc涂层界面相容性更高,粘结强度更牢;3、本发明所用纺织墙布为背涂pvc涂层托底,相对无纺布层托底的纺织墙布可以大幅提高其防潮性能,在使用前无需对板材进行防潮处理,墙布正面经过三防整理,可以满足日常家居使用要求,延长产品使用寿命;4、本发明压贴所用胶黏剂为湿固化型聚氨酯热熔胶,无醛环保、粘结牢固、相对浸渍胶膜纸和装饰薄木等平板热压方式,辊压工艺简单,时间短,效率高;5、通过涂胶辊对基材进行涂胶,通过设置有控胶辊来调节涂布量的大小,然后将纺织墙布通过传送辊运送至贴合辊,将贴合辊升温,控制辊速度,保证布层与贴合辊的接触时间,使纺织墙布通过线接触在加压辊之前升温至一定温度,改善墙布表面的褶皱情况和提高压贴后板面的平整度,通过气缸带动伸缩杆,使限位板对基材进行限位,尽量避免基材偏移,影响贴合效果。
附图说明
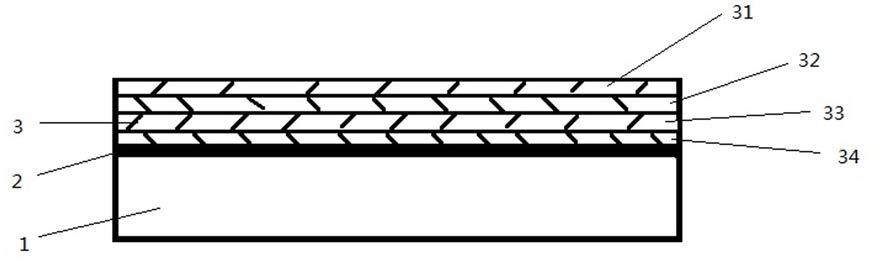
30.图1是本发明专利一种纺织墙布饰面人造板的结构示意图;图2为本发明专利一种纺织墙布饰面人造板的压贴工艺图;
图3为本发明纺织墙布饰面人造板制备装置的整体结构示意图;图4为本发明纺织墙布饰面人造板制备装置的后视结构示意图;图5为本发明纺织墙布饰面人造板制备装置的内部结构示意图。
31.图中,1
‑
基材层、2
‑
胶层、3
‑
纺织布层、31
‑
防水防污层、32
‑
防霉层、33
‑
布料层、34
‑
水溶性发泡层;21、一号传输架;22、固定架;23、二号传输架;24、涂胶辊;25、控胶辊;26、纺织墙布;27、传送辊;28、贴合辊;29、加压辊;210、伸缩杆;211、限位板;212、气缸;213、支撑腿。
具体实施方式
32.为便于更好理解本发明,通过以下实例加以说明,这些实例属于本发明的保护范围,但不限于本发明的保护范围。
33.实施例1如图1所示,纺织墙布饰面人造板包括1基材层、2胶层、3纺织布层,其中基材为浸渍胶膜纸胶合板和细木工板,相对于其他基材,其表面平整度好、与纺织墙布的相容性也较高,利于压贴;所用纺织墙布从下往上依次为34水溶性发泡层、33布料层、32防霉层、31防水防污层,通过胶层2湿固化型聚氨酯热熔胶辊压成型,无毒无害,操作简单;纺织墙布厚度为0.4mm,正面经过三防整理,防霉性能达到1级、防水性能达到4级、具有易去污性;背面涂布水溶性发泡pvc涂层,厚度为0.05mm。
34.在纺织墙布与基板压贴前,先将浸渍胶膜纸饰面胶合板通过280目的砂带进行打磨处理,具体来说,是为了增加板面粗糙度并提高表面分子活性,有利于胶黏剂的相容和贴合。
35.砂光后的基板在传送带上通过光照进行加热,传送带速度为0.15m/s,使板面温度上升至75℃,具体来说,是为了使胶黏剂能够更加均匀的涂布在基材上,且保持胶层的温度和粘度,避免因板面温度过低导致胶层迅速降温,以提高胶层的柔韧性。
36.加热后的基板1通过涂胶辊24进行涂胶,温度设置为180℃,通过控胶辊25来调节涂布量的大小,称重前后计算出涂布量为60g/m2,具体来说,是在确保胶层熔融状态的同时避免胶量过高。
37.在纺织墙布与基板贴合之前,将纺织墙布26通过传送辊27运送至贴合辊28,将贴合辊28升温至50℃,贴合辊速度为0.15m/s,保证布层与贴合辊的接触时间,使纺织墙布通过线接触在加压辊29之前升温至40℃,具体来说,是为了改善墙布表面的褶皱情况,提高压贴后板面的平整度,但温度亦不能过高,否则会破坏墙布背面的水溶性发泡涂层。
38.纺织墙布和基板通过加压辊29进行压贴复合,由于布层和板材均已升温预热,可以大幅缩短辊压时间,传送带速度为0.15m/s,15s即可完成压贴,生产效率大幅提高。
39.具体的,请参阅图3
‑
5,纺织墙布饰面人造板制备装置,包括一号传输架21,一号传输架21的内部活动安装有若干个传动辊,通过传动辊将基板进行传输,两个传动辊之间设置有伸缩杆210,伸缩杆210的一侧固定安装有限位板211,一号传输架21的一侧固定安装有固定架22,固定架22远离一号传输架21的一侧固定安装有二号传输架23,二号传输架23,便于将贴合后的基材传输,进行出料,一号传输架21与二号传输架23的两侧均固定安装有气缸212,通过气缸12带动伸缩杆210运动,限位板211对基板进限位,尽量避免基板在传输时,
位置发生偏移,影响贴合效果。
40.具体的,请参阅图5,固定架22的内部活动安装有涂胶辊24,通过涂胶辊24对基板进行涂胶,固定架2的内部靠近涂胶辊24的一侧活动安装有控胶辊25,通过控胶辊25来调节涂布量的大小,固定架22的内部活动安装有纺织墙布卷26,固定架22的内部靠近纺织墙布卷26的一侧活动安装有传送辊27,传送辊27的底端设置有贴合辊28,贴合辊28活动安装于固定架22的内部,贴合辊28的数量为两个,纺织墙布通过传送辊27运送至贴合辊28,与基板进行贴合,改善墙布表面的褶皱情况和提高压贴后板面的平整度。
41.具体的,请参阅图3
‑
5,贴合辊28的一侧设置有加压辊92,加压辊29活动安装于固定架22的内部且靠近二号传输架23的一侧,加压辊29的数量为两个,纺织墙布和基板通过加压辊29进行压贴复合,一号传输架21与二号传输架23的底端均固定安装有支撑腿213,支撑腿213具有支撑受力的作用。
42.工作原理:通过一号传输架21将基板进行传输,基板通过涂胶辊4进行涂胶,控制涂胶温度,通过控胶辊25来调节涂布量的大小;然后将纺织墙布通过传送辊27运送至贴合辊28,将贴合辊28升温,控制辊速度,保证布层与贴合辊28的接触时间,使纺织墙布通过线接触在加压辊29之前升温至一定温度,改善墙布表面的褶皱情况和提高压贴后板面的平整度,但温度亦不能过高,否则会破坏墙布背面的水溶性发泡涂层;然后,纺织墙布和基板通过加压辊29进行压贴复合,压贴后的基板通过二号传输辊传输出料。
43.实施例2同实施例1,不同的是本发明所用纺织墙布厚度为0.3mm。打磨处理砂带为240目,所有操作均在无尘车间。
44.步骤二中将基材表面在进板传送室内进行升温加热处理时,将传送室的履带速度控制在0.03m/s,延长基板在传送室的停留时间,保证板面加热升温至70℃。步骤三中的湿固化型聚氨酯热熔胶涂布量控制在50
‑
70g/m2,涂胶辊的温度控制在185℃之间,保证胶黏剂的熔融状态。步骤四中将贴合辊升温至40℃,贴合辊的转速为0.18m/s,控制墙布与贴合辊的接触时间,使其在传送至加压辊时温度上升至40℃左右。步骤五中辊压时传送带的速度为0.18m/s,压贴时间18s。
45.实施例3同实施例1,不同的是本发明所用纺织墙布厚度为0.5mm。打磨处理砂带为360目,所有操作均在无尘车间。
46.步骤二中将基材表面在进板传送室内进行升温加热处理时,将传送室的履带速度控制在0.06m/s,延长基板在传送室的停留时间,保证板面加热升温至80℃。步骤三中的湿固化型聚氨酯热熔胶涂布量控制在70g/m2,涂胶辊的温度控制在190℃之间,保证胶黏剂的熔融状态。步骤四中将贴合辊升温至50℃,贴合辊的转速为0.2m/s,控制墙布与贴合辊的接触时间,使其在传送至加压辊时温度上升至40℃左右。步骤五中辊压时传送带的速度为0.25m/s,压贴时间20s。
47.对比例1选用常规三防整理纺织墙布(防霉性能达到1级、防水性能达到4级、具有易去污性),墙布厚度为0.4mm,其托底材料为无纺布层,托底层厚度为0.15mm。
48.基板为普通科技木皮贴面板,表面未张贴浸渍胶膜纸。
49.基板经过280目砂带打磨后在传送室进行板面升温预热处理,传送带速度为0.05m/s,出板后经测温枪显示板面温度65℃,通过涂胶辊8(温度设置为185℃)进行湿固化型聚氨酯热熔胶涂布,通过控胶辊9调节涂布量,称重前后涂布量为70g/m2。
50.纺织墙布5通过传送辊6运送至贴合辊7,贴合辊7温度设置为50℃,贴合辊速度为0.15m/s,保证布层与贴合辊的接触时间,使纺织墙布通过线接触在加压辊4之前升温至40℃。
51.纺织墙布和基板通过加压辊4进行压贴复合,传送带速度为0.1m/s,割布修边后即可得对照组b样板。
52.对比例2选用水溶性发泡涂层托底的三防整理纺织墙布,厚度为0.4mm(防霉性能达到1级、防水性能达到4级、具有易去污性),涂层为pvc材质,厚度为0.05mm。
53.选用浸渍胶膜纸饰面胶合板,花色款式为暖白柔光,基板经过280目砂带打磨后不对其进行升温,直接通过涂胶辊8进行湿固化型聚氨酯热熔胶涂布,通过控胶辊9来调节涂布量,控制在50—70g/m2之间。
54.纺织墙布5通过传送辊6运送至贴合辊7,贴合辊7不进行升温,涂布胶黏剂后通过加压辊4辊压成型,传送带速度控制在0.1m/s,割布修边后即可得对照组c样板。
55.对比例1与本发明实施例1 区别在于所用基板和纺织墙布托底材料不同,对比例2与本发明实施例1区别在于,压贴复合时未对基板和纺织墙布升温预热处理;实施例1为最终的工艺改进版。为评估本发明实施例1 的优异性,分别将对比例1和对比例2的样板根据gb/t 15104
‑
2006《装饰单板贴面人造板》进行表面胶合强度、浸渍剥离性能测试,结果如下:
上述内容结合附图对本发明进行了具体说明,但本发明的保护范围并不局限于此。本领域技术人员可以在不违背本发明内涵的情况下做类似推广,若未经创造性改进直接应用于其他场合的,均在本发明的保护范围之内。
56.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。