1.本发明涉及一种用于相对于要加工的工件定位加工设备的方法以及一种用于加工工件的加工装置。
背景技术:
2.已知用于加工工件的加工装置,尤其是木材加工装置,所述加工装置构成为固定式加工机器或连续机器,在所述连续机器中,将工件在加工过程期间沿连续方向相对于加工工具运动。与加工工具能够关联有扫描装置,其中扫描装置的一个或多个扫描辊在工件表面上滚动,以便在加工过程期间形成用于加工工具的引导。为了执行扫描过程,沿连续方向运动的工件朝向扫描辊移动,使得工件前棱按压扫描辊从而将整个加工设备按压到扫描位置中。通过工件与扫描辊的接触,出现碰撞冲量,所述碰撞冲量将加工设备从而也将加工工具置于振动状态中。尤其在加工过程的开始区域中,所述振动状态引起损害加工质量。
技术实现要素:
3.本发明基于如下目的,提出一种方法,通过所述方法在借助加工设备的加工过程中在工件处实现改进的加工质量。此外,本发明的目的是,提出一种用于加工工件的加工装置,其能够实现改进的加工质量。
4.用于相对于要加工的工件定位加工设备的方法在本发明中限定。用于加工工件的加工装置在本发明中限定。下文涉及特定的实施方式。
5.所述目的通过用于相对于要加工的工件定位加工设备的方法来实现,其中在加工设备和要加工的工件之间执行相对运动,将加工设备的用于扫描工件表面的扫描装置与工件置于接触,并且借助于扫描装置通过加工设备的加工工具执行受控的加工过程,其中加工工具在与工件接触之前设置在预备位置中,在所述预备位置中,扫描装置的至少一个扫描元件关于工件设置在虚拟工件平面之上或之下,所述虚拟工件平面位于要扫描的工件表面中,并且将至少一个扫描元件转移到扫描位置或中间位置中,其方式为:通过调整装置操控所述加工设备的朝向虚拟工件平面定向的调整运动。
6.通过这种方法能够实现,扫描装置的至少一个扫描元件与工件置于接触,而不将明显的碰撞冲量传递到加工设备上。以所述方式能够防止,将加工设备置于振动状态中,所述振动状态尤其在加工过程的开始区域中会引起损害加工质量。加工设备尤其设为用于加工装置。加工装置优选能够为木材加工装置。要加工的工件优选是如下工件,所述工件至少部分地由木材、木质材料、塑料、复合材料等构成。
7.方法的一个优选的改进方案能够提出,加工设备从预备位置到扫描位置或中间位置中的调整运动具有调整行程,所述调整行程具有大约2.0mm或更短、优选大约1.0mm或更短的长度。
8.通过这种短的调整行程,能够构成加工设备的非常短的调整运动。由此,能够实现在加工设备和工件之间的碰撞冲量的明显减小。加工设备的振动状态能够由此几乎消除,
由此借助加工工具可实现尤其高的加工质量。
9.方法的一个有利的设计方案此外能够提出,加工设备的调整运动构成为线性的或非线性的调整运动。此外,加工设备的调整运动能够基本上正交于要扫描的工件表面执行。以所述方式能够将加工设备的调整运动直接地相对于工件定向地执行,即在直接的行程上,使得能够构成短的调整行程。
10.在方法的一个优选的设计方案中能够提出,将具有扫描面的构成为扫描辊的扫描元件安置到工件表面上,其方式为:在工件的沿进给方向观察的前棱已经经过虚拟扫描边界或者在经过虚拟扫描边界的时刻执行调整运动之后,操控加工设备的从所述预备位置到扫描位置中的调整运动,其中虚拟扫描边界伸展穿过扫描辊的中轴线并且正交于工件表面定向。
11.通过将扫描元件安放到工件表面上可以避免,工件通过进给运动朝向扫描元件运动并且将其按压到扫描位置中。以所述方式,能够完全避免通过工件作用到加工设备上的碰撞冲量。通过对应地操控调整运动,此外能够实现将扫描元件轻柔地安放到工件表面上。
12.此外方法的另一设计方案能够提出,在工件的沿进给方向观察的前棱已经经过虚拟扫描边界之前,操控加工设备从预备位置到中间位置中的调整运动,其中虚拟扫描边界伸展穿过构成为扫描辊的扫描元件的中轴线并且正交于工件表面定向,其中扫描元件的扫描面在中间位置中关于工件设置在虚拟工件平面之下并且扫描元件通过工件的进给运动通过扫描提升按压到扫描位置中。
13.扫描元件通过工件被按压到扫描位置中,通过该方式能够确保,从工件的前棱起已经扫描工件表面。以所述方式,加工设备的扫描装置能够构成有仅一个扫描元件。
14.在方法的一个有利的改进方案中,从中间位置到扫描位置中的扫描提升具有小于大约1.0mm、优选小于大约0.5mm的提升行程。
15.尤其优选地,扫描提升能够仅为十分之几毫米,例如大约0.1mm至0.3mm。通过从中间位置到扫描位置中的这种短的提升行程能够实现,工件在与加工设备接触时传递尤其小的撞击冲量。虽然将加工设备按压到扫描位置中,加工设备没有置于振动状态中。
16.在方法的另一有利的设计方案中,此外能够提出,当沿进给方向运动的工件的工件前棱距虚拟扫描边界的间距为10mm或更小,优选为5mm或更小时,执行到中间位置中的调整运动。
17.通过所述间距,即提早地操控调整运动能够确保,扫描元件在转移到中间位置中之前或在执行调整运动期间尚未与工件接触。
18.此外所述目的通过用于加工工件的加工装置来实现,所述工件优选至少部分地由木材、木质材料、塑料、复合材料等构成,所述加工装置具有用于执行加工过程的加工设备、用于引起在加工设备和要加工的工件之间的相对运动的输送装置以及用于在加工过程期间引导加工设备的扫描装置,其中加工设备具有调整装置并且设有控制装置,通过所述控制装置可控制根据上述实施方式之一的方法。
19.由此加工设备能够通过调整装置至少在预备位置和扫描位置之间转移,在所述预备位置中,扫描装置的至少一个扫描元件关于工件设置在虚拟工件平面之上,所述虚拟工件平面位于要扫描的工件表面中,在所述扫描位置中,至少一个扫描元件与要扫描的工件表面接触,其中通过调整装置可操控加工设备的朝向工件表面定向的调整运动。以所述方
式能够防止,通过在工件和加工设备之间的相对运动,当扫描装置的扫描元件与工件接触时,将明显的碰撞冲量传递到加工设备上。加工设备由此没有置于明显的振动状态中,使得尤其在加工过程的开始区域中没有出现损害加工质量。
20.加工装置的一个优选的改进方案能够提出,控制装置具有位置检测装置,通过所述位置检测装置可确定工件相对于加工设备的位置。
21.这种位置检测装置例如能够通过动态路段控制构成。这能够经由不同的路段点即使在不同的进给速度时确定工件的精确的位置。同样地,位置检测装置能够通过一个或多个光学的或触觉的传感器构成。通过位置确定能够与工件运动相关地进行对加工设备的调整运动的精确操控。
附图说明
22.设备、应用和/或方法的其他特征和优点从下面参照任意附图对实施方式的描述中得出。由所述附图示出:
23.图1示出加工装置的一个实施方式的立体图;
24.图2示出加工装置的根据本公开文件的加工设备的一个实施方式的立体图;
25.图3示出根据图2的加工设备的侧视图;
26.图4a示出根据图2的加工设备的扫描元件在预备位置中的示意图;
27.图4b示出根据图2的加工设备的扫描元件在扫描位置中的示意图;
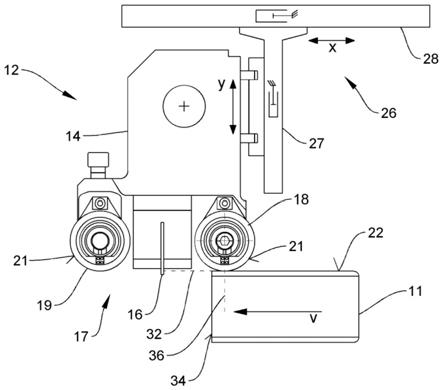
28.图5示出加工装置的根据本公开文件的加工设备的另一实施方式的立体图;
29.图6示出根据图5的加工设备的侧视图;
30.图7a示出根据图5的加工设备的扫描元件在预备位置中的示意图;
31.图7b示出根据图5的加工设备的扫描元件在中间位置中的示意图;
32.图7c示出根据图5的加工设备的扫描元件在扫描位置中的示意图。
具体实施方式
33.在不同的附图中实施的相同的附图标记表示相同的、彼此对应的、或功能相似的元件。
34.图1示出加工装置10的示意图。优选地,所述加工装置10构成为木材加工装置。加工装置10能够构成为连续机器,其中工件11对于加工过程沿进给方向v相对于加工装置10的加工设备12运输。对此设有运输装置13,所述运输装置将工件11在连续过程中朝向加工设备12运输。同样地,加工装置10能够构成为固定式的加工装置10,其中工件11固定式地容纳。加工装置10能够构成为cnc机器。
35.要加工的工件11优选至少部分地由木材、木质材料、塑料、复合材料等构成。所述工件11例如能够设为用于家具或构件生产,例如以实心木板、刨花板、轻质板、夹层板、异型条、装饰条等的形式。
36.图2示出加工装置10的加工设备12的第一示例性的实施方式。加工装置10能够具有一个加工设备12或多个加工设备12以加工工件11。加工设备12包括基本体14,在所述基本体上设置有用于执行加工过程的至少一个加工工具16以及用于将加工设备12相对于要加工的工件11的定位的扫描装置17。
37.加工工具16能够是用于在工件11处执行加工过程的任意工具。例如,加工工具16能够构成用于加工工件表面、工件棱边或者在工件11处安置的覆层材料。根据图2,加工工具16构成为异型刮刀。同样地,加工工具16能够是铣削工具、锯割工具、剪割工具(kappwerkzeug)等。
38.通过扫描装置17能够扫描工件表面22,使得通过与工件11的接触能够构成通过加工工具16进行的受控的加工过程。根据图2的扫描装置17包括第一扫描元件18以及第二扫描元件19,其中加工工具16设置在两个扫描元件18、19之间。所述扫描装置17因此形成双辊扫描。为了执行加工过程或扫描过程,首先将第一扫描元件18置于与工件表面22接触。通过工件11的进给运动,随后加工工具16执行加工过程。随后,通过工件11的进给运动,第二扫描元件19与工件表面22接触。同样可以提出,扫描装置17具有多于两个扫描元件18、19。在加工设备12的随后关于图5至7描述的第二示例性的实施方式中,扫描装置17也能够具有仅一个扫描元件18。扫描元件18、19尤其构成为扫描辊或扫描套。扫描辊在其外环周上形成扫描面21,所述扫描面为了扫描工件11的工件表面22与工件11接触并且借助所述扫描面,扫描辊在工件表面22上滚动。
39.扫描元件18、19能够与未进一步示出的校准装置相关联。通过所述校准装置可相对于加工工具16和/或要扫描的工件11调节或校准扫描元件18、19。由此可以补偿工件公差和/或能够实现匹配于工件11的不同的几何形状或尺寸。
40.图3示出根据图2的加工设备12的侧视图。加工设备12设置在调整装置26上。通过所述调整装置26可操控加工设备12的调整运动,以便将扫描装置17以及加工工具16对于加工过程相对于工件11定位。通过调整装置26,加工设备12可在预备位置31和在图3中示出的扫描位置33之间运动,对此在下文中详细讨论。
41.通过调整装置26可操控加工设备12的调整运动。对此,调整装置26具有第一调整单元27,通过所述第一调整单元可操控加工设备12沿y方向的调整运动。此外,调整装置26具有第二调整单元28,通过所述第二调整单元可操控加工设备12沿x方向的调整运动。以所述方式,通过调整装置26可操控加工设备12相对于工件12在x-y平面中的多轴调整运动。同样地,调整装置也可以具有仅一个调整单元27,通过所述调整单元可操控沿x方向或y方向的调整运动。此外,调整装置也能够具有未进一步示出的第三调整单元,通过所述第三调整单元可操控沿z方向的调整运动。
42.为了操控调整运动,调整装置26具有气动驱动器、液压驱动器或电驱动器。在此,每个调整单元27、28与各一个气动缸或液压缸或电动机相关联以操控调整运动。为了引导调整运动,调整单元27、28分别具有引导装置,例如线性引导装置。此外,加工装置10具有控制装置,所述控制装置控制通过调整装置26进行的调整运动。所述控制装置能够集成在机器控制装置中。
43.通过调整装置26能够实现加工设备12相对于工件11的精确定位,这在下文中根据图4a和4b中的示意图阐述。在此要指明的是,图4a和4b出于清楚的原因仅示出加工设备12的根据图2和3的第一扫描元件18,所述第一扫描元件通过调整运动首先与工件表面22接触,并且不符合比例地示出。
44.在与工件11接触之前,处理设备12设置在预备位置31中。在预备位置31中,扫描元件18距工件11以小的间距设置,如在图4a中示出的那样。在此,扫描元件18、尤其扫描元件
18的扫描面21设置在虚拟工件平面32之上,所述虚拟工件平面位于要扫描的工件表面22中。
45.在扫描元件18的扫描面21和虚拟工件平面32之间的间距为大约2.0mm或更小。尤其地,所述间距为大约1.0mm或更小。以所述方式,构成从预备位置31到扫描位置33中的扫描提升h,所述扫描提升具有调整行程,所述调整行程具有大约1.5mm或更小、尤其大约1.0mm或更小的长度。
46.尤其优选地,扫描提升h的长度为大约0.7mm或更小。扫描提升h也能够仅为十分之几毫米。例如,扫描提升h能够具有大约0.1mm至0.3mm的长度。在此,加工设备12的调整运动是朝向工件表面22定向的调整运动。尤其地,调整运动是线性调整运动。优选地,调整运动基本上正交于工件表面22执行。同样地,调整运动能够构成为非线性的调整运动。对此,调整装置26可以构成为平行四边形引导装置、摆动引导装置或枢转杆引导装置。
47.在加工设备12和要加工的工件11之间执行相对运动。尤其地,工件11通过运输装置13沿进给方向v运输至加工设备12。替选地,也能够提出,加工设备12相对于工件11运动。同样能够提出,工件11沿进给方向v运输并且同时加工设备12相对于工件11运动。
48.为了使第一扫描元件18与工件表面22接触,即将其从预备位置31转移到扫描位置33中,在工件11的沿进给方向v观察的前棱34已经经过虚拟扫描边界36之后,操控调整运动,或者在工件11的前棱34达到虚拟扫描边界36的时间点操控。虚拟扫描边界36伸展穿过扫描元件18的中轴线,即首先安置到工件表面22上的扫描辊的中轴线,并且正交于工件11的进给方向v定向。以所述方式第一扫描元件18为了借助扫描面21扫描工件11通过非常短的扫描提升h直接安放到工件表面22上。
49.为了确定执行调整运动的时间点,加工装置10能够具有未进一步示出的传感器装置。通过所述传感器装置确定工件11相对于扫描装置17的精确位置。这能够通过动态路段控制进行,其中经由多个路段点计算工件11的位置。同样地,传感器装置能够具有光学的或触觉的传感器,以便确定工件11相对于扫描装置7的精确位置。
50.图5和6示出加工设备12的第二实施方式。为了简化,加工设备12在所述绘图中仅通过加工工具16以及扫描元件18示出。与根据图2和3的加工设备12相反地,根据图5和6的加工设备12的扫描装置17具有仅一个扫描元件18。扫描元件18构成为扫描辊。因此所述扫描装置17形成单辊扫描装置。所述扫描辊的直径大于在根据图2和3的双辊扫描的情况下的扫描辊的直径。加工工具16例如设置在扫描边界36上或靠近扫描边界36设置,所述扫描边界伸展穿过扫描辊的中轴线。根据图5和6的加工设备12同样具有调整装置26,如其关于图3描述的那样。即,加工设备12同样能够执行沿x方向和/或y方向的调整运动。
51.下面根据图7a至7c描述用于扫描工件表面22的加工设备12的调整运动。
52.根据图7a,加工设备12从而还有扫描元件18在与工件11接触之前设置在预备位置31中。在预备位置31中,扫描元件18距工件11以小的间距设置,其中扫描元件18、尤其扫描元件18的扫描面21设置在虚拟扫描边界32之上,所述虚拟扫描边界设置在要扫描的工件表面22中。在扫描元件18的扫描面21和虚拟工件平面32之间的间距大约为1.5mm或更小。优选地,所述间距大约为1.0mm或更小。尤其优选地,所述间距在大约0.7mm或更小之间。
53.在加工设备12的所述实施方式中,操控加工设备12从预备位置31首先到在图7b中示出的中间位置37中的调整运动。在此在工件11的沿进给方向v观察的前棱34已经经过虚
拟扫描边界36之前,操控调整运动,所述虚拟扫描边界正交于工件11的进给方向v定向并且伸展穿过构成为扫描辊的扫描元件18的中轴线。尤其地,当工件前棱34沿进给方向v观察距虚拟扫描边界36的间距大约为10mm或更小、优选大约5mm或更小或1mm或更小时,执行到中间位置37中的调整运动。
54.在中间位置37中,扫描元件18的扫描面21关于工件11设置在虚拟工件平面32之下。以所述方式,扫描元件18不直接安放到要扫描的工件表面22上,而是通过如下方式,沿进给方向v运动的工件11通过扫描提升h按压到扫描位置33中。在此提出,从中间位置37到扫描位置33中的扫描提升h具有小于1.0mm、优选小于大约0.5mm的提升行程。尤其优选地提出,扫描提升h仅具有十分之几毫米。扫描提升h能够具有大约0.1mm至0.3mm的长度。
55.由此,扫描元件18执行非常短的扫描提升h,以便转移到扫描位置33中。以所述方式,扫描装置17通过与工件11的接触仅受到小的撞击冲量,使得加工设备12不置于明显的振动状态中。由此通过加工工具16在工件11处的加工质量尤其在加工过程的开始区域中明显改进。
56.对于本领域技术人员可见的是,各个分别在不同的实施方式中描述的特征也能够在唯一的实施方式中实现,只要其结构上没有不兼容。同样地,在各个实施方式的范围中描述的不同特征也能够在多个实施方式中单独地或以任意适合的子组合的方式提出。