1.本实用新型涉及板材拼接设备技术领域,尤其涉及预配料装置。
背景技术:
2.目前,在板材生产过程中,通常是将尺寸较小的板材或者板条进行拼接,拼接完成后再进行一定尺寸的切割。以竹板生产为例,是将一片一片的竹条先依次拼接长度较长的竹条,然后将尺寸较长的竹条进行定长切割后,然后再拼接成板。在进行竹板上料时,现有的做法是将竹条堆叠在进料仓内,然后依次推送,在进料仓内的工件推送完后,需要另外的再堆放竹条至进料仓内,再次生产需要等待时间比较长,影响生产效率。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种预配料装置,其可在进料仓内的工件推送完成后,及时补给,工作连续性更高。
4.本实用新型的目的采用以下技术方案实现:
5.预配料装置,包括机架、进料仓以及预配机构,所述机架上设有预配工位,所述预配工位用于堆叠工件;所述预配工位与进料仓在一推送方向上依次分布;所述预配工位衔接于所述进料仓的进料端;所述预配机构用于沿所述推送方向推送预配工位的工件至所述进料仓内。
6.进一步地,所述预配机构包括预配车、预推件、第一驱动件以及第二驱动件,预配车以及第一驱动件均安装于机架上,第一驱动件用于带动预配车沿所述推送方向运动;所述第二驱动件以及预推件均安装于所述预配车上;所述第二驱动件用于带动所述预推件在预配车上沿所述推送方向运动;所述预配车的端面形成为所述预配工位。
7.进一步地,所述第一驱动件包括传动电机、传动条以及传动轮,所述传动轮枢接于预配车的底端;所述传动电机用于带动传动轮转动;所述传动轮与传动条啮合;所述传动条安装在机架上并沿所述推送方向延伸。
8.进一步地,所述传动条为链条,所述传动轮为链轮。
9.进一步地,所述预配车上设有用于堆叠工件的预配板,所述第二驱动件用于带动所述预推件沿所述推送方向运动;所述预配板形成为所述预配工位。
10.进一步地,所述预配板与机架之间设有承托机构,所述承托机构用于承托所述预配板并与预配板滚动配合。
11.进一步地,所述承托机构包括承托杆以及承托轮,所述承托轮枢接于承托杆的顶端,所述承托杆的底端安装于机架上;所述承托轮与所述预配板的底端滚动配合。
12.进一步地,所述第二驱动件包括驱动气缸,所述预推件包括预推板,所述预推板沿机架的高度方向延伸;所述驱动气缸的活塞杆与预推板连接。
13.相比现有技术,本实用新型的有益效果在于:其在进行工件上料时,工件堆叠放置在进料仓内,进行依次输送,而在此过程中,可同时在预配工位堆叠工件,在进料仓内的工
件推送完成后,预配机构可及时直接推送预配工位堆叠好的工件至进料仓内,及时补给,提高进料效率,工作连续性更高。
附图说明
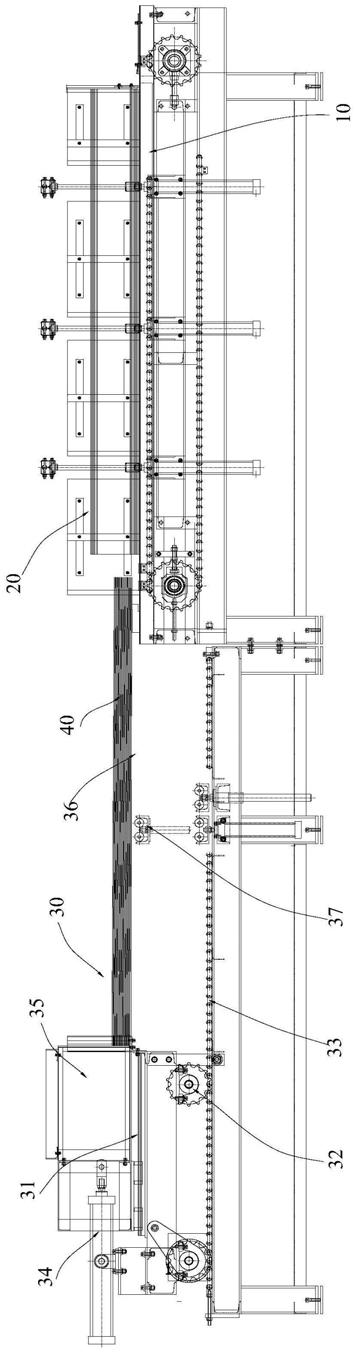
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的预配机构的结构示意图。
16.图中:10、机架;20、进料仓;30、预配机构;31、预配车;32、传动轮;33、传动条;34、第二驱动件;35、预推件;36、预配板;37、承托机构。
具体实施方式
17.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
18.如图1以及图2所示的预配料装置,包括机架10、进料仓20以及预配机构30,在机架10上设有预配工位,该预配工位可堆叠工件,且预配工位与上述进料仓20在一推送方向上依次分布。具体预配工位衔接于进料仓20的进料端,而预配机构30则可沿推送方向推送预配工位的工件至进料仓20内。
19.在上述结构基础上,使用本实用新型的预配料装置时,以工件为竹条为例进行说明,初始状态时,进料仓20内可堆叠竹条,在进行拼接作业时,机架10上的推送机构可以将进料仓20内堆叠的竹条依次推送至拼接工位,而在此过程中,人工可同时在预配工位堆叠工件,在进料仓20内的工件推送完成后,预配机构30可及时直接推送预配工位堆叠好的工件至进料仓20内,及时补给,提高进料效率,工作连续性更高。
20.进一步地,本实施例中,预配机构30包括预配车31、预推件35、第一驱动件以及第二驱动件34,将预配车31以及第一驱动件均安装在机架10上预配车31可在第一驱动件的带动下沿推送方向运动。上述第二驱动件34以及预推件35均安装于预配车31上,而第二驱动件34可带动预推件35在预配车31上沿推送方向运动,该预配车31的端面可形成为上述预配工位。
21.如此,在进行预配料时,可多个竹条堆叠在预配车31上,然后进料仓20内的竹条输送完成后,通过第二驱动件34带动预推件35沿推送方向朝向进料仓20运动,预推件35便可在此过程中间堆叠好的竹条推送至进料仓20内,此后,第二驱动件34带动预推件35复位即可。
22.需要说明的是,第一驱动件带动预配车31沿推送方向运动,可调整预配车31与进料仓20之间的间隔,根据竹条的尺寸进行调整,适用于不同尺寸的竹条预配。
23.进一步地,本实施例中的第一驱动件包括传动电机、传动条33以及传动轮32,将传动轮32枢接于预配车31的底端,在传动电机的带动下,传动轮32转动。而上述传动轮32与传动条33啮合,将传动条33安装在机架10上并沿推送方向延伸。在进行预配车31与进料仓20之间的间距调整时,可启动传动电机,传动电机的转轴可带动传动轮32转动,传动轮32转动则可沿与之啮合的传动条33行进,实现驱动。
24.当然,本实施例中传动条33为链条,对应的传动轮32为链轮,即传动电机带动链轮转动,链轮转动则可沿链条行进。需要说明的是,上述传动轮32也可选用现有技术中的齿轮,对应的传动条33选用齿条即可。
25.进一步地,还可在预配车31上设有预配板36,预配板36可用于堆叠工件。第二驱动件34可带动预推件35沿推送方向运动,即预配板36形成为预配工位。在此结构基础上,进行工件预配时,可将竹条堆叠在预配板36上,堆叠面积相对较大。
26.更具体的是,还可在预配板36与机架10之间设有承托机构37,该承托机构37可承托预配板36,且承托机构37与预配板36滚动配合。即在预配过程中,预配板36可由承托机构37承托,提高预配板36的承托性能,且在预配车31行进时,预配板36可与承托机构37滚动配合,能够顺畅行进。
27.进一步地,上述承托机构37包括承托杆以及承托轮,将承托轮枢接于承托杆的顶端,而承托杆的底端安装于机架10上,承托轮可与预配板36的底端滚动配合。在承托预配板36时,承托轮可由承托杆支撑,承托轮与预配板36承托配合即可。
28.进一步地,第二驱动件34可包括驱动气缸,对应的预推件35包括预推板,上述预推板沿机架10的高度方向延伸,且驱动气缸的活塞杆与预推板连接。如此,可通过驱动气缸的活塞杆伸缩,带动预推板往复运动,实现推送以及复位,驱动结构简单且稳定。
29.当然,第二驱动件34也可选用为现有技术中的丝杆传动机构或者油缸来实现。
30.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。