1.本发明涉及纤维板的生产技术领域,特别是一种石墨烯纤维板的生产工艺。
背景技术:
2.石墨烯作为新兴的纳米材料,具有良好的阻隔性能和屏蔽性能,同时还兼具高导电、高强度等性能,将石墨烯材料与传统防腐涂料结合起来,石墨烯改性防腐涂料具有防腐效果好,涂层厚度低,附着力高,漆膜重量轻,耐盐雾性能极佳等优势,是传统防腐涂料的良好升级替代品种;石墨烯对小分子有很好的物理阻隔性;延长腐蚀介质的扩散路径:腐蚀介质的扩散路径被延长,基体使用寿命增长;同时添加石墨烯后成本增加远远低于其带来的防腐收益,因此石墨烯有望成为传统防腐涂料的良好升级替代品种。
3.普通木质纤维板易吸收环境中的水分,使板材发生变形、力学性能下降等缺陷,影响使用寿命。另外,普通纤维板由于易发生霉变,不能应用于温湿环境中,大大限制了纤维板的应用领域。如何将纤维板的生产工艺与石墨烯结合一起,来提高纤维板的防腐性能、防静电性能以及防水性能是一个有待解决的问题。
技术实现要素:
4.针对所提到的问题,本发明提供了一种石墨烯纤维板的生产工艺,包括:
5.1)原木剥皮、切片;
6.2)清洗木片,去除木片中的杂质,使得清洗后的木片含沙量不超过0.03~0.05%;
7.3)将清洗后的木片放入木片蒸煮装置,采用加压蒸煮的方式软化,蒸煮时间为4~6min,蒸煮温度为180~190℃;
8.4)将软化后的木片进行热磨制得木片纤维;
9.5)将干燥后木片纤维放入施胶装置中施加粘胶,所述粘胶中包括石墨烯基添加剂,所述石墨烯基添加剂包括:复合石墨烯、氯化聚乙烯和钛酸酯偶联剂,按照重量份数,所述复合石墨烯为80~120份,氯化聚乙烯为5~25份,钛酸酯偶联剂为0.5~6份;
10.6)施胶后的木片纤维进行干燥,制得含水量为7~9%的施胶木片纤维;
11.7)对施胶木片纤维进行铺装预压,制得成型纤维板坯;
12.8)将成型的纤维板坯送入热压机热压成型;
13.9)将石墨烯防腐层涂覆在所述纤维板坯上下表面;
14.10)将阻燃纤维层贴敷在所述石墨烯防腐层上且在所述纤维板坯的上表面,所述阻燃纤维层为木质纤维与阻燃剂、胶黏剂复合而成;
15.11)所述阻燃纤维层上贴敷纳米石墨烯层,所述纳米石墨烯层为单层纳米石墨烯层;
16.12)将步骤11制得的纤维板按照进行裁切;
17.13)将裁切后的纤维板进行冷却,然后堆垛养生。
18.优选方案是:所述石墨烯防腐层具体为石墨烯复合涂料。
19.优选方案是:所述复合石墨烯由石墨烯外包覆二氧化钛颗粒构成。
20.优选方案是:所述石墨烯为氧化还原法制备的石墨烯粉体。
21.优选方案是:所述阻燃剂为耐久性无醛阻燃剂。
22.优选方案是:所述阻燃纤维层和纳米石墨烯层之间设有胶黏剂层,所述胶黏剂为耐温防水无醛胶粘剂层。
23.优选方案是:堆垛的高度不超过2.5米。
24.本发明的有益效果:
25.1、本发明纤维板生产工艺简单、效率高,保留了木纤维的自身稳定型,解决了现有的纤维板力学性能以及尺寸稳定性存在缺陷的问题;
26.2、本发明采用石墨烯防腐层来涂覆,机械性能明显强于普通防腐涂料,附着力提高30%左右,耐冲击性提高10%,可有效增强涂层的防腐效果;
27.3、本发明制得的纤维板不仅具有防静电性能、导热性能,而且还使得纤维板的强度和韧性都得到了改善,更使纤维板具有抗菌的特性。
具体实施方式
28.下面对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
29.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
30.下面将对本公开中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。以下对公开的实施例的详细描述并非旨在限制要求保护的本公开的范围,而是仅仅表示本公开的选定实施例。基于本公开的实施例,本领域技术人员在没有做出创造性劳动的前提。
31.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
32.下所获得的所有其他实施例,都属于本公开保护的范围。
33.本发明提供了一种石墨烯纤维板的生产工艺,包括:
34.1)原木剥皮、切片;
35.2)清洗木片,去除木片中的杂质,使得清洗后的木片含沙量不超过0.03~0.05%;
36.3)将清洗后的木片放入木片蒸煮装置,采用加压蒸煮的方式软化,蒸煮时间为4~6min,蒸煮温度为180~190℃;
37.4)将软化后的木片进行热磨制得木片纤维;
38.5)将干燥后木片纤维放入施胶装置中施加粘胶,所述粘胶中包括石墨烯基添加剂,所述石墨烯基添加剂包括:复合石墨烯、氯化聚乙烯和钛酸酯偶联剂,按照重量份数,所述复合石墨烯为80~120份,氯化聚乙烯为5~25份,钛酸酯偶联剂为0.5~6份;
39.6)施胶后的木片纤维进行干燥,制得含水量为7~9%的施胶木片纤维;
40.7)对施胶木片纤维进行铺装预压,制得成型纤维板坯;
41.8)将成型的纤维板坯送入热压机热压成型;
42.9)将石墨烯防腐层涂覆在所述纤维板坯上下表面;
43.10)将阻燃纤维层贴敷在所述石墨烯防腐层上且在所述纤维板坯的上表面,所述阻燃纤维层为木质纤维与阻燃剂、胶黏剂复合而成;
44.11)所述阻燃纤维层上贴敷纳米石墨烯层,所述纳米石墨烯层为单层纳米石墨烯层;
45.12)将步骤11制得的纤维板按照进行裁切;
46.13)将裁切后的纤维板进行冷却,然后堆垛养生。
47.优选方案为,所述石墨烯防腐层具体为石墨烯复合涂料。
48.优选方案为,所述复合石墨烯由石墨烯外包覆二氧化钛颗粒构成。
49.优选方案为,所述石墨烯为氧化还原法制备的石墨烯粉体。
50.优选方案为,所述阻燃剂为耐久性无醛阻燃剂。
51.优选方案为,所述阻燃纤维层和纳米石墨烯层之间设有胶黏剂层,所述胶黏剂为耐温防水无醛胶粘剂层。
52.优选方案为,堆垛的高度不超过2.5米。
53.本发明纤维板生产工艺简单、效率高,保留了木纤维的自身稳定型,解决了现有的纤维板力学性能以及尺寸稳定性存在缺陷的问题;本发明采用石墨烯防腐层来涂覆,机械性能明显强于普通防腐涂料,附着力提高30%左右,耐冲击性提高10%,可有效增强涂层的防腐效果;本发明制得的纤维板不仅具有防静电性能、导热性能,而且还使得纤维板的强度和韧性都得到了改善,更使纤维板具有抗菌的特性。
54.实施例1,本实施例提供了一种石墨烯纤维板的生产工艺,包括:
55.1)原木剥皮、切片;
56.2)清洗木片,去除木片中的杂质,使得清洗后的木片含沙量不超过0.03%;
57.3)将清洗后的木片放入木片蒸煮装置,采用加压蒸煮的方式软化,蒸煮时间为4min,蒸煮温度为180℃;
58.4)将软化后的木片进行热磨制得木片纤维;
59.5)将干燥后木片纤维放入施胶装置中施加粘胶,所述粘胶中包括石墨烯基添加剂,所述石墨烯基添加剂包括:复合石墨烯、氯化聚乙烯和钛酸酯偶联剂,按照重量份数,所述复合石墨烯为80份,氯化聚乙烯为5份,钛酸酯偶联剂为0.5份,所述复合石墨烯由石墨烯外包覆二氧化钛颗粒构成,所述石墨烯为氧化还原法制备的石墨烯粉体;
60.6)施胶后的木片纤维进行干燥,制得含水量为7%的施胶木片纤维;
61.7)对施胶木片纤维进行铺装预压,制得成型纤维板坯;
62.8)将成型的纤维板坯送入热压机热压成型;
63.9)将石墨烯防腐层涂覆在所述纤维板坯上下表面,所述石墨烯防腐层具体为石墨烯复合涂料;
64.10)将阻燃纤维层贴敷在所述石墨烯防腐层上且在所述纤维板坯的上表面,所述阻燃纤维层为木质纤维与阻燃剂、胶黏剂复合而成,所述阻燃剂为耐久性无醛阻燃剂;
65.11)所述阻燃纤维层上贴敷纳米石墨烯层,所述纳米石墨烯层为单层纳米石墨烯层,所述阻燃纤维层和纳米石墨烯层之间设有胶黏剂层,所述胶黏剂为耐温防水无醛胶粘剂层;
66.12)将步骤11制得的纤维板按照进行裁切;
67.13)将裁切后的纤维板进行冷却,然后堆垛养生,堆垛的高度不超过2.5米。
68.实施例2,本实施例提供了一种石墨烯纤维板的生产工艺,包括:
69.1)原木剥皮、切片;
70.2)清洗木片,去除木片中的杂质,使得清洗后的木片含沙量不超过0.05%;
71.3)将清洗后的木片放入木片蒸煮装置,采用加压蒸煮的方式软化,蒸煮时间为6min,蒸煮温度为190℃;
72.4)将软化后的木片进行热磨制得木片纤维;
73.5)将干燥后木片纤维放入施胶装置中施加粘胶,所述粘胶中包括石墨烯基添加剂,所述石墨烯基添加剂包括:复合石墨烯、氯化聚乙烯和钛酸酯偶联剂,按照重量份数,所述复合石墨烯为120份,氯化聚乙烯为25份,钛酸酯偶联剂为6份,所述复合石墨烯由石墨烯外包覆二氧化钛颗粒构成,所述石墨烯为氧化还原法制备的石墨烯粉体;
74.6)施胶后的木片纤维进行干燥,制得含水量为9%的施胶木片纤维;
75.7)对施胶木片纤维进行铺装预压,制得成型纤维板坯;
76.8)将成型的纤维板坯送入热压机热压成型;
77.9)将石墨烯防腐层涂覆在所述纤维板坯上下表面,所述石墨烯防腐层具体为石墨烯复合涂料;
78.10)将阻燃纤维层贴敷在所述石墨烯防腐层上且在所述纤维板坯的上表面,所述阻燃纤维层为木质纤维与阻燃剂、胶黏剂复合而成,所述阻燃剂为耐久性无醛阻燃剂;
79.11)所述阻燃纤维层上贴敷纳米石墨烯层,所述纳米石墨烯层为单层纳米石墨烯层,所述阻燃纤维层和纳米石墨烯层之间设有胶黏剂层,所述胶黏剂为耐温防水无醛胶粘剂层;
80.12)将步骤11制得的纤维板按照进行裁切;
81.13)将裁切后的纤维板进行冷却,然后堆垛养生,堆垛的高度不超过2.5米。
82.实施例3,本实施例提供了一种石墨烯纤维板的生产工艺,包括:
83.1)原木剥皮、切片;
84.2)清洗木片,去除木片中的杂质,使得清洗后的木片含沙量不超过0.04%;
85.3)将清洗后的木片放入木片蒸煮装置,采用加压蒸煮的方式软化,蒸煮时间为5min,蒸煮温度为185℃;
86.4)将软化后的木片进行热磨制得木片纤维;
87.5)将干燥后木片纤维放入施胶装置中施加粘胶,所述粘胶中包括石墨烯基添加剂,所述石墨烯基添加剂包括:复合石墨烯、氯化聚乙烯和钛酸酯偶联剂,按照重量份数,所述复合石墨烯为100份,氯化聚乙烯为10份,钛酸酯偶联剂为3份,所述复合石墨烯由石墨烯外包覆二氧化钛颗粒构成,所述石墨烯为氧化还原法制备的石墨烯粉体;
88.6)施胶后的木片纤维进行干燥,制得含水量为8%的施胶木片纤维;
89.7)对施胶木片纤维进行铺装预压,制得成型纤维板坯;
90.8)将成型的纤维板坯送入热压机热压成型;
91.9)将石墨烯防腐层涂覆在所述纤维板坯上下表面,所述石墨烯防腐层具体为石墨烯复合涂料;
92.10)将阻燃纤维层贴敷在所述石墨烯防腐层上且在所述纤维板坯的上表面,所述阻燃纤维层为木质纤维与阻燃剂、胶黏剂复合而成,所述阻燃剂为耐久性无醛阻燃剂;
93.11)所述阻燃纤维层上贴敷纳米石墨烯层,所述纳米石墨烯层为单层纳米石墨烯层,所述阻燃纤维层和纳米石墨烯层之间设有胶黏剂层,所述胶黏剂为耐温防水无醛胶粘剂层;
94.12)将步骤11制得的纤维板按照进行裁切;
95.13)将裁切后的纤维板进行冷却,然后堆垛养生,堆垛的高度不超过2.5米。
96.对比例1
97.对比例1与实施例1不同之处在于,在步骤5中未加入石墨烯基添加剂,步骤9中未涂覆石墨烯防腐层,步骤11未贴敷纳米石墨烯层。
98.对比例2
99.对比例2与实施例2不同之处在于,在步骤5中未加入石墨烯基添加剂,步骤9中未涂覆石墨烯防腐层,步骤11未贴敷纳米石墨烯层。
100.对比例3
101.对比例3与实施例3不同之处在于,在步骤5中未加入石墨烯基添加剂,步骤9中未涂覆石墨烯防腐层,步骤11未贴敷纳米石墨烯层。
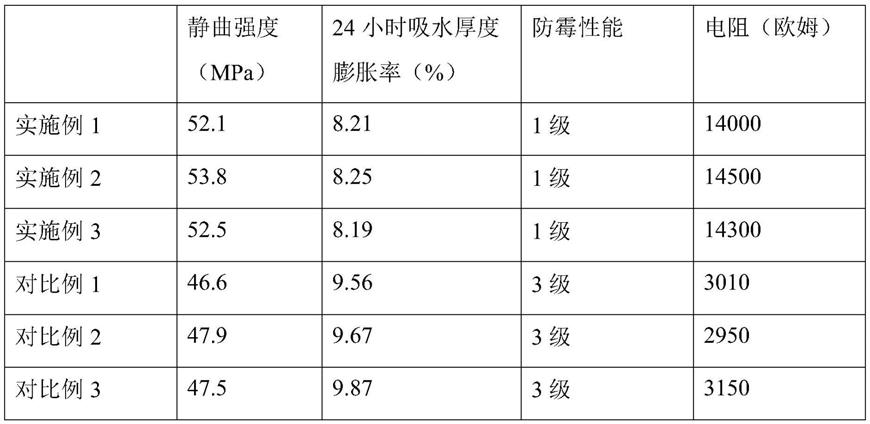
102.实验效果数据如表1所示:
103.表1
[0104][0105]
根据表1所述,本发明的实施例在板材强度、防水性能、防霉性能以及防静电性能上均明显优于对比例。
[0106]
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节。