1.本实用新型涉及一种木片拼接预压裁切后的出料装置的技术领域,具体涉及木板拼接预压裁切机的出料收料装置。
背景技术:
2.预压机是胶合板生产线的辅机,它是生产过程中,为缩短热压周期和提高板子的质量的胶合前进行初步粘合的机械设备,预压机属于压力机械。预压机主要对涂胶组坯后的单板进行短时间的冷压,使之初步成型,再送入热压机进行热压胶合的工序。它是提高胶合板质量的重要设备,也是重要环节。预压机一般由机架、固定横梁、活动横梁、出板装置、油缸及液压系统、电控装置组成。
3.目前市面上对于热压板的预压都是通过多层木片预先拼接堆叠出长宽尺寸均大于所需木板规格的尺寸,木片的层数可以通过所需木板规格的厚度通过计算得出,然后将堆叠拼接的多层木片通过预压机内进行预压。拼接堆叠的木片预压后,再放入热压机进行热压,最后将热压木板的边沿进行切齐。裁切完成后,需要将木板出料传送至收料处存放。木板出料传送过程中,由于木板的惯性会导致传送至收料处的时候出现木板堆叠不整齐,从而不便于堆叠收料的木板进行周转;要想木板对叠整齐,就需要在收料处设有挡板,使木板被挡板挡住,但是挡板的设置可能会使木板损坏;另外,存放木板时也会出现占据空间较大的问题。目前需要一种能够自动连续出料、稳定收料的装置,并且能够减少传送木板时由于水平惯性带来的损耗,节约放置木板的空间。
技术实现要素:
4.本实用新型的目的在于:克服现有技术的不足,提供一种木板拼接预压裁切机的出料收料装置,通过出料收料装置的作用,使经过拼接、预压、裁切的木板传送到基坑内的木板放置板上,实现传送、存放木板的连续化、自动化,节约了传送和存放木板的时间和空间。
5.本实用新型采取的技术方案是:
6.包括设于木板拼接预压裁切机出料端的升降收料装置,还包括在木板拼接预压裁切机与升降收料装置之间往复移动的出料传送带,当所述出料传送带向升降装置一侧移动至最大行程处的时候,所述出料传送带位于升降收料装置的正上方,当所述出料传送带向木板拼接预压裁切机一侧移动至最大行程处的时候,所述出料传送带与木板拼接预压裁切机出料端连接;当出料传送带从升降收料装置正上方向木板拼接预压裁切机移动的时候,出料传送带同时向升降收料装置一侧传送,所述出料传送带的传送速度与出料传送带的移动速度相同。
7.本实用新型进一步的改进方案是,所述升降装置包括通过伸缩支架和动力伸缩杆上下活动的升降板,所述伸缩支架和动力伸缩杆均与升降板的底部连接。
8.本实用新型更进一步的改进方案是,所述动力伸缩杆为液压缸,所述液压缸的液
压杆端部向上伸出与升降板底部连接、液压缸的底部与基坑的坑底连接。
9.本实用新型更进一步的改进方案是,所述升降板的顶面放置有木板放置板,所述木板放置板的底部设有多根平行设置的支撑条。
10.本实用新型更进一步的改进方案是,所述升降板的上表面设有多根平行设置的支撑条。
11.本实用新型更进一步的改进方案是,所述支撑条上方放置有木板放置板。
12.本实用新型更进一步的改进方案是,所述出料传送带设于移动车上,所述移动车沿着木板拼接预压裁切机面向升降收料装置一侧所设的轨道往复移动。
13.本实用新型更进一步的改进方案是,所述轨道分别设于升降收料装置的两侧,移动车通过轨道移动至升降收料料装置正上方。
14.本实用新型更进一步的改进方案是,所述出料传送带将木板传送至述升降收料装置的时候,所述升降收料装置的模板放置面顶部低于出料传送带的底部。
15.本实用新型的有益效果在于:
16.第一、本实用新型木板拼接预压裁切机的出料装置,通过木板拼接预压裁切机出料装置的结构设置,设置的往复移动的传送带和升降收料装置,实现木板放置板自动升降收集木板,防止木板传送至升降收料装置上的时候由于水平惯性飞出木板放置板从而出现木板质量受损的情况。
17.第二、本实用新型木板拼接预压裁切机的出料装置,通过设置出料传送带,出料传送带末端高度高于放置板的高度,将木板传送到放置板上,便于装置传递木板的过程实现自动化,降低操作工的劳动强度,达到节省人力的目的。
18.第三、本实用新型木板拼接预压裁切机的出料装置,通过设置基坑,基坑内设有木板放置板和升降装置,用于存放裁切完成的木板,这样的设置通过升降装置将装有木板的升降板向下降,从而使升降板可以堆放更多木板,从而相对节省空间,并且可以实现自动存放。
19.第四、本实用新型木板拼接预压裁切机的出料装置,通过设置移动车,移动车带动出料传送带移动,并且移动车的移动速度与传送带的传送速度相同,使得木板与地面相对静止,从而实现木板稳定传送到木板放置架上,避免惯性带来木板质量上的损耗。
20.第五、本实用新型木板拼接预压裁切机的出料装置,通过设置三根支撑条,便于叉车搬运加工后的木板及木板放置板,节省人力。
21.第六、本实用新型木板拼接预压裁切机的出料装置,通过设置木板放置板,运输时木板放置板垫在木板下面,防止叉车在运输过程中对木板造成损坏。
附图说明
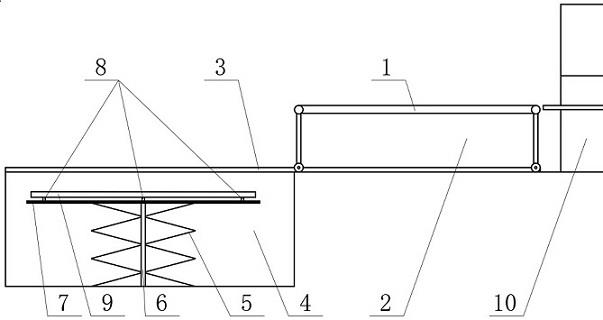
22.图1为本实用新型的出料收料装置左视示意图。
具体实施方式
23.实施例1
24.结合图1可知,木板拼接预压裁切机的出料收料装置,包括设于木板拼接预压裁切机10出料端的升降收料装置,所述升降装置包括通过伸缩支架5和动力伸缩杆6上下活动的
升降板7,所述伸缩支架5和动力伸缩杆6均与升降板7的底部连接;所述动力伸缩杆6为液压缸,所述液压缸的液压杆端部向上伸出与升降板7底部连接、液压缸的底部与基坑4的坑底连接;所述升降板7的顶面放置有木板放置板9,所述木板放置板9的底部设有多根平行设置的支撑条8;还包括在木板拼接预压裁切机10与升降收料装置之间往复移动的出料传送带1,当所述出料传送带1向升降装置一侧移动至最大行程处的时候,所述出料传送带1位于升降收料装置的正上方,当所述出料传送带1向木板拼接预压裁切机10一侧移动至最大行程处的时候,所述出料传送带1与木板拼接预压裁切机10出料端连接;当出料传送带1从升降收料装置正上方向木板拼接预压裁切机移动的时候,出料传送带1同时向升降收料装置一侧传送,所述出料传送带1的传送速度与出料传送带1的移动速度相同;所述出料传送带1设于移动车2上,所述移动车2沿着木板拼接预压裁切机10面向升降收料装置一侧所设的轨道3往复移动;所述轨道3分别设于升降收料装置的两侧,移动车2通过轨道3移动至升降收料料装置正上方;所述出料传送带1将木板传送至述升降收料装置的时候,所述升降收料装置的模板放置面顶部低于出料传送带1的底部。
25.实施例2
26.所述升降板7的上表面设有多根平行设置的支撑条8,所述支撑条8上方放置有木板放置板9;其余技术特征与实施例1相同。
27.实施例1和实施例2的工作原理:裁切后的木板被传送到出料传送带1上后,移动车2沿着轨道3运动到基坑4正上方处,木板放置板9在升降装置的作用下抬高至出料传送带1底面处,移动车2向木板拼接预压裁切机10的方向运动,出料传送带1的传送速度与移动车2的移动速度相同,且出料传送带1与移动车2相对运动方向相反,从而实现木板在出料传送带1和移动车2的作用下传递至木板放置板9上的操作。
28.以上为本实用新型较佳的实施方式,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改,因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。