1.本实用新型涉及木墩条板打钉设备领域,尤其是一种卧式数控木墩条板打钉机。
背景技术:
2.木墩型木托盘生产过程中,很多厂家习惯将木墩和板条组合成一个组件(简称木墩条,如图6所示),既有工艺的原因,也有生产流程的需要,木墩条板打钉机在木托盘生产企业应用非常广泛。传统的生产方式为人工打钉以及立式打钉机打钉。
3.人工打钉,优点:
4.①
对木墩条木墩数量适应性好,每个板条连接多少个木墩的数量不是固定的,人工打钉依据图纸位置加工摆放打钉即可
5.②
每个位置打钉数量也可以自由控制,每个木墩上打钉数量不是一致的,大多数为两头钉子数量多,中间的木墩钉子数量少,人工打钉由工人按照图纸示意完成
6.③
木墩摆放灵活性好。由于木托盘的材料为粗加工产品,所以木墩各个面的光洁度和平整度不尽相同,人工操作工人可以选择性摆放,把好的一面放在外侧;
7.④
纠正能力好。前面提到,由于成本问题以及木材特有的性质,木板条变形在长度方向容易变形,会形成轻微的麻花型或者镰刀型,人工生产工人可以视情况施加外力,将板条纠正后打钉;
8.⑤
成本低,只需制作简单框架模具皆可生产。
9.缺点:
10.①
效率低。在材料品质好的情况下,人工打钉的效率为60
‑
65条每小时;当材料品质较差,需要经常对板条进行纠正的情况时,效率还会降低;
11.②
钉位不标准。人工打钉很难控制准确统一的打钉位置,特别是为了追求效率,可能漏打或者几个钉子打在一起;
12.③
劳动强度大。钉枪加钉子重量约为5公斤,长时间工作,只有体力好的员工才能完成。
13.第二种:立式木墩条板打钉机,优点:
14.①
效率较高,由于生产模式是循环输送的方式机器一头木墩和板条进料,木墩板条被送至打钉区域打钉,成品在另外一头输出。持续循环持续工作;带料仓的机器效率最高可达到600
‑
650条每小时;
15.②
钉位标准。由于是机械设定的打钉位置和打钉数量,钉位统一标准;
16.③
操作人员无体力和技能要求。由于只是在对应的位置放置材料,所以对操作人员的技能没有太高的要求,普通工人可操作。
17.缺点:
18.①
对木墩条木墩数量适应性差;一般立式木墩条打钉机安装三把钉枪,中间固定,两头对称移动,如果需要生产一个板条加四个木墩的组合,必须增加钉枪钉盘以及移动钉枪位置与木墩对应,操作非常不方便;如果是木墩达到五个以上,更加麻烦。另外木托盘生
产的规格不是固定的,更换频率比较频繁,相对应的更换机械调整,需要花较多的时间,并且需要一定的机械技能才能完成;
19.②
噪音大,多把钉枪产生噪音比较大,特别是需要生产4个木墩或者5个木墩的组合的时候,机器噪音更大;
20.③
木墩上的钉数有差别的情况,会降低效率。由于钉枪无论是数量和位置是与木墩对应的,钉枪的移动是一致的,当需要打钉的数量是每个墩子不一样,有些钉枪移动过程需要空行程来配合其他钉枪,造成时间上的浪费。立式机最好是完成三个木墩和板条打钉,并且钉位、钉子数量一致。
21.④
机械结构复杂,维护和加钉麻烦。由于板条长度有不同尺寸,最大可能达到1300mm,立式机机身宽度一般达到1500mm甚至更宽,这就给机器维护,加钉造成一定的麻烦,另外由于打钉时需要有压杆压住板条,一旦卡钉或者生产过程有问题,清除木料时候非常麻烦,甚至经常发生压杆或者推块推杆被挤压变形。
22.⑤
操作人数多。机器在顺畅生产的时候,每6秒就完成一条,即每6秒就得投放3
‑
4颗木墩及放置一条板条,那么就需要有两个操作工放置材料才来的及,另外由于生产效率较高,很快在机器后方就产生很多木墩条,假如没有别的收集机器,木墩条将会杂乱的落在地面,此时需要一个工人在后方收集摆放。所以整机想要达到600
‑
650条每小时的效率,需要3个操作工,如果放置木墩和板条由一个工人完成,则生产量只能达到最高400条每小时。
23.⑥
无法生产两个条板与木墩连接打钉的产品;
24.⑦
纠错能力差。遇到扭曲变形或者镰刀型的条板,立式打钉机推杆或者推块无法承受大的压力,无法对板条进行纠正,生产出来的产品是次品。遇到跳板长度不标准的情况,要么推杆阻力加大被卡住,要么一边木墩与条板侧面无法对齐,产品外观不好。
技术实现要素:
25.本实用新型为了克服上述存在的至少一个问题,提供了一种卧式数控木墩条板打钉机,将木墩条打钉时立着摆放变换为卧式摆放,将木墩条横向移动变换为竖向移动,使木墩条生产变得更加灵活方便。
26.解决了木墩条生产的尺寸变化调节、钉子数量调节,生效率及用工成本和机器成本的问题。
27.本实用新型解决其技术问题所采用的技术方案是:一种卧式数控木墩条板打钉机,包括:进料滑轨,进料滑轨两侧分别设置有将板条与木墩原料进行连续装订的钉墩装置;
28.至少一个工装定位座,用于将板条与木墩原料固定并且输送至进料滑轨,由进料滑轨两侧的连续装订的钉墩装置进行装订;所述的工装定位座首尾两端分别设置有夹板装置,对两侧板条进行夹紧固定;工装定位座中部设置有多个用于固定木墩的压紧装置,板条与木墩原料装夹后,板条位于两侧,木墩位于中部;
29.滑动底盘,滑动底盘的滑动方向与进料滑轨输送方向垂直,滑动底盘上设置有用于安装工装定位座的备料滑轨,移动滑动底盘,能使备料滑轨与进料滑轨接驳,使工装定位座进入进料滑轨内。
30.作为优选,所述进料滑轨与备料滑轨的两侧分别设置有直线轨道;所述工装定位
座的底部设置有多组滑轮组,滑轮组底部两侧分别设置有滑轮,两侧滑轮卡夹在直线轨道内,在直线轨道内滑动。
31.作为优选,所述滑动底盘的底部设置有多根滑轨柱,滑轨柱与进料滑轨垂直。
32.作为优选,所述夹板装置包括u形卡夹及压紧气缸。
33.作为优选,所述的压紧装置包括限位板与压紧气缸,限位板与压紧气缸分别设置在木墩两侧。
34.作为优选,所述的钉墩装置上设置有钉盘。
35.本实用新型的有益效果是:本实用新型的卧式数控木墩条板打钉机,将木墩条打钉时立着摆放变换为卧式摆放,将木墩条横向移动变换为竖向移动,使木墩条生产变得更加灵活方便。解决了木墩条生产的尺寸变化调节、钉子数量调节,生效率及用工成本和机器成本的问题。
36.将木墩条打钉时立着摆放变换为卧式摆放,将木墩条横向移动变换为竖向移动,使木墩条生产变得更加灵活方便,具体效果如下:
37.1.采用固定模具定位条板和木墩,可以使外侧木墩侧面与条板侧面对齐,产品效果好;
38.2.钉枪只需要两把,左右两边打钉,单条板条与木墩连接的每次可以放置两组,两侧同时打钉,提高效率。两条板条与木墩连接的放置一组,两面打钉;
39.3.由于木墩是挨个经过打钉区域进行打钉的,每个木墩需要打几颗钉可以自由设定,没有空行程;
40.4.木墩数量不受钉枪数量制约,同样木墩数不同长度的木墩条,只需调整模具限位块的位置即可生产。
41.5.采用双模具循环运转方式,一个模具放好材料进行打钉,另外一个模具在操作工站立位置进行产品收集以及新组建放置,互不影响。
42.6.操作人员少,只需1人。放料收料都是在同一个区域,只需一个操作人员即可完成放置木墩条组件以及将成品进行码放整齐,时间上完全足够。
43.7.人均生产效率高。以摆放木墩条组件加上打钉时间以及模具退回的周期为40秒,每小时可以完成90组,每组为两个木墩条,那么单人生产效率为180条每小时。
附图说明
44.下面结合附图和实施例对本实用新型进一步说明。
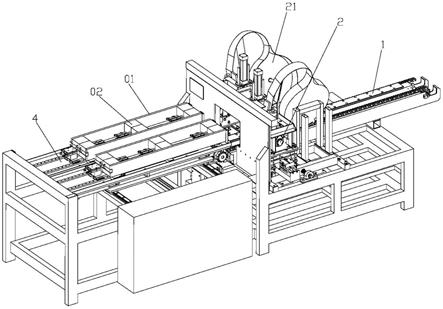
45.图1是本实用新型所述的卧式数控木墩条板打钉机
…
的整体结构示意图;
46.图2是本实用新型所述的卧式数控木墩条板打钉机的简化结构示意图;
47.图3是本实用新型所述的卧式数控木墩条板打钉机的进一步简化结构示意图;
48.图4是本实用新型所述的卧式数控木墩条板打钉机的工装定位座上部板条与木墩安装结构示意图;
49.图5是本实用新型所述的卧式数控木墩条板打钉机的滑轮组放大结构示意图;
50.图6是板条与木墩的打钉后的结构示意图;
51.图7是胶合板条、木墩条加工后的结构示意图。
具体实施方式
52.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
53.实施例
54.如图1、2所示的一种卧式数控木墩条板打钉机,包括:进料滑轨1,进料滑轨1两侧分别设置有将板条01与木墩02原料进行连续装订的钉墩装置2;
55.至少一个工装定位座3,用于将板条01与木墩02原料固定并且输送至进料滑轨1,由进料滑轨1两侧的连续装订的钉墩装置2进行装订;所述的工装定位座3首尾两端分别设置有夹板装置,对两侧板条01进行夹紧固定;工装定位座3中部设置有多个用于固定木墩02的压紧装置,板条01与木墩02原料装夹后,板条01位于两侧,木墩02位于中部;
56.滑动底盘4,滑动底盘4的滑动方向与进料滑轨1输送方向垂直,滑动底盘4上设置有用于安装工装定位座3的备料滑轨10,移动滑动底盘4,能使备料滑轨10与进料滑轨1接驳,使工装定位座3进入进料滑轨1内。本实施例中,滑动底盘4上安装有两个工装定位座3。
57.其中,在一种实施方式中,进料滑轨1的驱动装置为设置于两侧的链条传动,备料滑轨10与进料滑轨1接驳时,工装定位座3底部通过拉勾与链条卡合,使整个工装定位座3移动。或者进料滑轨1上设置电磁开关,进料滑轨1的输送链带动电磁开关,工装定位座3由前端的电磁开关拉动。
58.如图5所示,所述进料滑轨1与备料滑轨10的两侧分别设置有直线轨道11;所述工装定位座3的底部设置有多组滑轮组30,滑轮组30底部两侧分别设置有滑轮31,两侧滑轮31卡夹在直线轨道11内,在直线轨道11内滑动。本实施例中,滑轮组30上部为底板,滑轮31安装于底板底部,底板与工装定位座3固定连接。
59.所述滑动底盘4的底部设置有多根滑轨柱41,滑轨柱41与进料滑轨1垂直。滑动底盘4的底部设置有与滑轨柱41对应的卡座。
60.所述夹板装置包括u形卡夹6及压紧气缸5。u形卡夹6将两侧的板条01夹住,并由压紧气缸5推动、压紧。
61.所述的压紧装置包括限位板7与压紧气缸5,限位板7与压紧气缸5分别设置在木墩02两侧。
62.本实施例中,工装定位座3上设置有多个多孔垫块,压紧气缸5、限位板7可滑动固定安装于多孔垫块上,能够调节位置,适应性高。
63.所述的钉墩装置2上设置有钉盘21。
64.本实用新型的卧式数控木墩条板打钉机,将木墩条打钉时立着摆放变换为卧式摆放,将木墩条横向移动变换为竖向移动,使木墩条生产变得更加灵活方便。解决了木墩条生产的尺寸变化调节、钉子数量调节,生效率及用工成本和机器成本的问题。
65.将木墩条打钉时立着摆放变换为卧式摆放,将木墩条横向移动变换为竖向移动,使木墩条生产变得更加灵活方便,具体效果如下:
66.1.采用固定模具定位条板和木墩,可以使外侧木墩侧面与条板侧面对齐,产品效果好;
67.2.钉枪只需要两把,左右两边打钉,单条板条与木墩连接的每次可以放置两组,两侧同时打钉,提高效率。两条板条与木墩连接的放置一组,两面打钉;
68.3.由于木墩是挨个经过打钉区域进行打钉的,每个木墩需要打几颗钉可以自由设定,没有空行程;
69.4.木墩数量不受钉枪数量制约,同样木墩数不同长度的木墩条,只需调整模具限位块的位置即可生产。
70.5.采用双模具循环运转方式,一个模具放好材料进行打钉,另外一个模具在操作工站立位置进行产品收集以及新组建放置,互不影响。
71.6.操作人员少,只需1人。放料收料都是在同一个区域,只需一个操作人员即可完成放置木墩条组件以及将成品进行码放整齐,时间上完全足够。
72.7.人均生产效率高。以摆放木墩条组件加上打钉时间以及模具退回的周期为40秒,每小时可以完成90组,每组为两个木墩条,那么单人生产效率为180条每小时。
73.与现有技术相比,本实用新型有以下优点:
74.1.单面双面木墩条皆可生产;
75.2.木墩数量没有限制,生产不同结构的木墩条调换快捷方便;
76.3.每个木墩上打钉数量可以自由设定;
77.4.还可以生产胶合板条、木墩条(该产品可以做木箱底座也可以再次加工裁切成木墩,如图7所示);
78.5.一人操作,无操作技能要求;
79.6.钉枪数量少,维护方便;
80.7.造价低,投入少。
81.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。