1.本发明涉及锌铝涂料技术领域,具体为一种水性锌铝涂料及其生产工艺。
背景技术:
2.锌铝涂料是一种具有高防腐蚀性能的涂层。由于其处理工艺采用安全封闭循环涂覆的方式,全过程无污染排放,被称为表面处理的“绿色生产”技术,可代替电镀锌、电镀铬等传统工艺,在全球范围内得到迅猛发展。与传统的电镀、热浸镀等工艺相比,锌铝涂料技术耐蚀性高、无氢脆、耐高温,涂层厚度可控,且对环境污染小,因此被广泛应用于汽车、船舶、铁路、风电、桥梁、军工等行业。
3.锌铝涂料是由片状的锌铝粉、铬酸盐、去离子水及各种助剂配置而成的水性无机混合溶液,将锌铝涂料处理液用浸涂、刷涂或静电喷涂等方式涂覆在经前处理后的工件表面,经80℃烘干和300℃左右的固化烧结获得涂层。在固化过程中,伴随涂液中的水份、有机组分等的挥发,涂液中的cr6+被有机物还原剂还原,生成不溶于水的无定型的复合铬酸盐化合物ncro3·
mcr2o3,它作为粘结剂将数十层磷片状锌、铝粉牢固地粘贴在钢基体表面上,形成致密的保护层。锌铝涂料是一种集屏蔽、钝化和牺牲阳极保护等多重保护作用的涂层,耐蚀性能非常优异,膜厚8μm的锌铝涂层抗盐雾腐蚀能力可达1000h以上,同等涂层厚度情况下,是传统镀锌层的7~10倍。但是复合铬酸盐化合物作为粘结剂其表面硬度、耐磨性都较低,另外,现有的水性涂料外观不够光亮、银白;耐腐蚀性达不到1000小时(厚度6微米);稳定性差,对温度,带出量等比较敏感,影响循环使用寿命。因此高硬度高耐磨效果的锌铝涂料的研发成为人们关心的重点。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:一种水性锌铝涂料,包括以下质量分数:
6.a组分:锌粉30-50%、铝粉2-10%、锡粉1-3%、聚乙二醇10-30%、乙醇1-2%、二丙二醇1-5%、矿油精1-5%、助剂1-2%、偏钒酸钠1-5%、表面活性剂1-4%,分散搅拌,过滤;
7.b组分:水40-70%、粘结剂10-20%、硼酸1-2%、硅酸锂或硅酸钠1-5%、乙醇或甲醇5-10%、聚乙二醇1-5%;
8.c组分:活性稀释单体1%~10%,低聚树脂25%~40%,光引发剂0.4~2%,氨基硅烷化合物0.1~3.0%,稀释剂50~60%,助剂1~5%。
9.本发明在一较佳示例中可以进一步配置为:所述锌粉、铝粉呈片状结构,尺寸为13-15微米。
10.本发明在一较佳示例中可以进一步配置为:所述粘结剂包括20~40%羟基丙烯酸树脂、5~10%固化剂、0.1~5.0%有机硅氧烷类促进剂、50~70%稀释剂,1%~5%助剂。
11.通过采用上述技术方案,所述稀释剂可以选自乙酸正丁酯、乙酸正丁酯丁醇、乙酸异丁酯、甲苯、二甲苯、丁醇、乙酸乙酯、丁酮、乙酸异丙酯、乙二醇正丁醚、二异丁基甲酮、乙
二醇乙醚乙酸酯中的一种或几种。
12.本发明在一较佳示例中可以进一步配置为:所述活性稀释单体为含有2-4官能度的可光固化的一类小分子物质,所述低聚树脂采用有机硅树脂和4-6官能度的聚氨酯丙烯酸酯。
13.本发明在一较佳示例中可以进一步配置为:所述助剂为催干剂、流平剂,所述b组分和c组分中的助剂各自独立地选自催干剂、流平剂。
14.通过采用上述技术方案,助剂是为满足具体使用要求、改善漆膜性能而添加的辅助性组分,催干剂是涂料工业的主要助剂,其作用是加速漆膜的氧化、聚合、干燥,达到快干的目的。所述催干剂为本领域技术人员常用的各种催干剂,例如可以为叔胺类和金属盐类,本发明实施例中优选采用二月桂酸二丁基锡。
15.流平剂为能有效降低涂层表面张力,提高涂层的流平性和均匀性的一类物质。本发明中通过加入流平剂可改善所述pu漆的渗透性,减少涂覆时产生斑点和斑痕的可能性,增加覆盖性,使成膜均匀、自然。所述流平剂为本领域技术人员常用的各种流平剂,例如可以为byk333、byk310、afcona3670、迪高410等。
16.一种水性锌铝涂料的生产工艺,包括以下步骤:
17.a剂生产步骤:
18.s1:锌粉、铝粉预处理:按a组分配方中的片状锌粉、铝粉,加入到钒钝化液中,连续搅拌30分钟,过滤;硅包覆处理,将钒钝化后的锌、铝粉,在搅拌下加入到硅烷水解液中,在60度下,保温4小时,过滤,烘干;
19.s2:涂料生产:依次加入聚乙二醇、乙醇、二丙二醇、矿油精、助剂、表面活性剂、在1000-1200高速分散搅拌下,30分钟;高速分散搅拌下加入预处理后的锌、铝高速分散4小时;
20.b剂生产步骤:
21.按b组分配方比例依次加入去离子水、乙醇,60℃,保温4小时,加入硼酸搅拌溶解,温度降至室温后,搅拌下加入粘结剂,继续搅拌2小时。
22.本发明在一较佳示例中可以进一步配置为:还包括有c剂生产步骤:依次将活性稀释单体1%~10%,低聚树脂25%~40%,光引发剂0.4~2%,氨基硅烷化合物0.1~3.0%,稀释剂50~60%,助剂1~5%投入高速分散剂中,常温常压下搅拌混合5-10min。
23.本发明在一较佳示例中可以进一步配置为:钒钝化溶液的制备:去离子水50-70%,偏钒酸钠15-35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5。
24.本发明所取得的有益效果为:
25.1.本发明中,通过分别设置a、b和c组分构成水性锌铝涂料层的三层附着漆层结构,依次由a组分在喷涂物品表面组建锌铝涂料的高防腐蚀性能的涂层、b组分构建a组分和c组分的强力粘结层以及通过c组分的紫外光照固化形成紫外光固化涂层提高水性锌铝涂层的硬度和耐磨性。
26.2.本发明中,通过以羟基丙烯酸树脂、固化剂作为粘结剂涂层结构,并通过低聚树脂和光引发剂形成紫外光固化保护涂层结构外观光亮表面光泽度高、耐腐蚀性性能强,稳定性和使用寿命显著提高。
27.3.本发明中,利用b组分作为强力粘合结构,增加锌铝粉与金属基体的结合力,进
一步提高该涂料的附着强度和稳定性。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
29.该理解,这些描述只是示例性的,而并非要限制本发明的范围。
30.下面描述本发明的一些实施例提供的一种水性锌铝涂料及其生产工艺。
31.本发明提供的一种水性锌铝涂料,包括以下质量分数:
32.a组分:锌粉30-50%、铝粉2-10%、锡粉1-3%、聚乙二醇10-30%、乙醇1-2%、二丙二醇1-5%、矿油精1-5%、助剂1-2%、偏钒酸钠1-5%、表面活性剂1-4%,分散搅拌,过滤;
33.b组分:水40-70%、粘结剂10-20%、硼酸1-2%、硅酸锂或硅酸钠1-5%、乙醇或甲醇5-10%、聚乙二醇1-5%;
34.c组分:活性稀释单体1%~10%,低聚树脂25%~40%,光引发剂0.4~2%,氨基硅烷化合物0.1~3.0%,稀释剂50~60%,助剂1~5%。
35.进一步的,锌粉、铝粉呈片状结构,尺寸为13-15微米。
36.进一步的,粘结剂包括20~40%羟基丙烯酸树脂、5~10%固化剂、0.1~5.0%有机硅氧烷类促进剂、50~70%稀释剂,1%~5%助剂。
37.通过采用上述技术方案,稀释剂可以选自乙酸正丁酯、乙酸正丁酯丁醇、乙酸异丁酯、甲苯、二甲苯、丁醇、乙酸乙酯、丁酮、乙酸异丙酯、乙二醇正丁醚、二异丁基甲酮、乙二醇乙醚乙酸酯中的一种或几种。
38.进一步的,活性稀释单体为含有2-4官能度的可光固化的一类小分子物质,低聚树脂采用有机硅树脂和4-6官能度的聚氨酯丙烯酸酯。
39.进一步的,助剂为催干剂、流平剂,b组分和c组分中的助剂各自独立地选自催干剂、流平剂。
40.通过采用上述技术方案,助剂是为满足具体使用要求、改善漆膜性能而添加的辅助性组分,催干剂是涂料工业的主要助剂,其作用是加速漆膜的氧化、聚合、干燥,达到快干的目的。催干剂为本领域技术人员常用的各种催干剂,例如可以为叔胺类和金属盐类,本发明实施例中优选采用二月桂酸二丁基锡。
41.流平剂为能有效降低涂层表面张力,提高涂层的流平性和均匀性的一类物质。本发明中通过加入流平剂可改善pu漆的渗透性,减少涂覆时产生斑点和斑痕的可能性,增加覆盖性,使成膜均匀、自然。流平剂为本领域技术人员常用的各种流平剂,例如可以为byk333、byk310、afcona3670、迪高410等。
42.一种水性锌铝涂料的生产工艺,包括以下步骤:
43.a剂生产步骤:
44.s1:锌粉、铝粉预处理:按a组分配方中的片状锌粉、铝粉,加入到钒钝化液中,连续搅拌30分钟,过滤;硅包覆处理,将钒钝化后的锌、铝粉,在搅拌下加入到硅烷水解液中,在60度下,保温4小时,过滤,烘干;
45.s2:涂料生产:依次加入聚乙二醇、乙醇、二丙二醇、矿油精、助剂、表面活性剂、在
1000-1200高速分散搅拌下,30分钟;高速分散搅拌下加入预处理后的锌、铝高速分散4小时;
46.b剂生产步骤:
47.按b组分配方比例依次加入去离子水、乙醇,60℃,保温4小时,加入硼酸搅拌溶解,温度降至室温后,搅拌下加入粘结剂,继续搅拌2小时。
48.进一步的,还包括有c剂生产步骤:依次将活性稀释单体1%~10%,低聚树脂25%~40%,光引发剂0.4~2%,氨基硅烷化合物0.1~3.0%,稀释剂50~60%,助剂1~5%投入高速分散剂中,常温常压下搅拌混合5-10min。
49.进一步的,钒钝化溶液的制备:去离子水50-70%,偏钒酸钠15-35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5。
50.实施例1:
51.a剂生产步骤:
52.s1:钒钝化溶液的制备:去离子水50-70%,偏钒酸钠15-35%,优选采用去离子水65%,偏钒酸钠35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5;锌粉、铝粉预处理:按a组分配方中的片状锌粉、铝粉,加入到钒钝化液中,连续搅拌30分钟,过滤;硅包覆处理,将钒钝化后的锌、铝粉,在搅拌下加入到硅烷水解液中,在60度下,保温4小时,过滤,烘干;
53.s2:涂料生产:依次加入聚乙二醇、乙醇、二丙二醇、矿油精、助剂、表面活性剂、在1000-1200高速分散搅拌下,30分钟;高速分散搅拌下加入预处理后的锌、铝高速分散4小时;
54.b剂生产步骤:
55.按b组分配方比例依次加入去离子水、乙醇,60℃,保温4小时,加入硼酸搅拌溶解,温度降至室温后,搅拌下加入粘结剂,继续搅拌2小时;
56.c剂生产步骤:依次将活性稀释单体5%,低聚树脂28%,光引发剂1.2%,氨基硅烷化合物1.5%,稀释剂55%,助剂3%投入高速分散剂中,常温常压下搅拌混合5-10min。
57.将a剂和b剂按3.2:1进行混合后均匀喷涂于10*10cm金属基板表面,之后喷涂c剂后紫外光照射固化得到样品a。
58.实施例2:
59.a剂生产步骤:
60.s1:钒钝化溶液的制备:去离子水65%,偏钒酸钠35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5;锌粉、铝粉非片状结构;
61.s2:涂料生产:依次加入聚乙二醇、乙醇、二丙二醇、矿油精、助剂、表面活性剂、在1000-1200高速分散搅拌下,30分钟;高速分散搅拌下加入预处理后的锌、铝高速分散4小时;
62.b剂生产步骤:
63.按b组分配方比例依次加入去离子水、乙醇,60℃,保温4小时,加入硼酸搅拌溶解,温度降至室温后,搅拌下加入粘结剂,继续搅拌2小时;
64.c剂生产步骤:依次将活性稀释单体5%,低聚树脂28%,光引发剂1.2%,氨基硅烷化合物1.5%,稀释剂55%,助剂3%投入高速分散剂中,常温常压下搅拌混合5-10min。
65.将a剂和b剂按3.2:1进行混合后均匀喷涂于10*10cm金属基板表面,之后喷涂c剂
后紫外光照射固化得到样品b。
66.实施例3:
67.a剂生产步骤:
68.s1:钒钝化溶液的制备:去离子水50-70%,偏钒酸钠15-35%,优选采用去离子水65%,偏钒酸钠35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5;锌粉、铝粉预处理:按a组分配方中的片状锌粉、铝粉,加入到钒钝化液中,连续搅拌30分钟,过滤;硅包覆处理,将钒钝化后的锌、铝粉,在搅拌下加入到硅烷水解液中,在60度下,保温4小时,过滤,烘干;
69.s2:涂料生产:依次加入聚乙二醇、乙醇、二丙二醇、矿油精、助剂、表面活性剂、在1000-1200高速分散搅拌下,30分钟;高速分散搅拌下加入预处理后的锌、铝高速分散4小时;
70.b剂生产步骤:
71.按b组分配方比例依次加入去离子水、乙醇,60℃,保温4小时,加入硼酸搅拌溶解,温度降至室温后,搅拌下加入粘结剂,继续搅拌2小时;
72.将a剂和b剂按3.2:1进行混合后均匀喷涂于10*10cm金属基板表面得到样品c。
73.对比例1:
74.钒钝化溶液的制备:去离子水50-70%,偏钒酸钠15-35%,优选采用去离子水65%,偏钒酸钠35%,先溶解完全,再加入硝酸,调节ph至4.0-4.5;锌粉、铝粉预处理:按a组分配方中的片状锌粉、铝粉,加入到钒钝化液中,连续搅拌30分钟,过滤;硅包覆处理,将钒钝化后的锌、铝粉,在搅拌下加入到硅烷水解液中,在60度下,保温4小时,过滤,烘干;
75.将a剂均匀喷涂于10*10cm金属基板表面得到样品d。
76.性能测试:
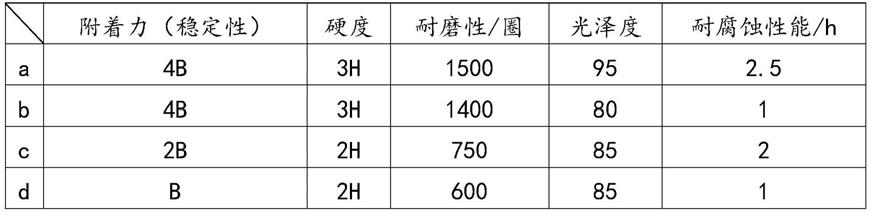
77.对实施例样品a、b、c以及对比例d进行性能测试、测试结果如表1所示:
78.1、附着力测试:用划格器在涂层表面上划100个1毫米
×
1毫米的正方形格。用美国3m公司生产的型号为600的透明胶带平整粘结在方格上,不留一丝空隙,然后以最快的速度60度角揭起,观察划痕边缘处是否有脱漆。如没有任何脱漆为5b,脱漆量在0-5%之间为4b,5-15%之间为3b,15-35%之间为2b,35-65%之间为1b,65%以上为0b。
79.2、硬度测试:按照gb/6739t中第四章规定执行。
80.3、光泽度测试:采用微型光泽度仪(byk)在60
°
角下测试得光泽度数据以60度角为标准,光泽度大于90即属于高光泽。
81.4、耐磨性测试:rca纸带耐磨测试,norman耐磨测试仪,宽为11英尺、直径为8英尺、中心孔为2英尺的卷纸,环境湿度保持在30-60%。施以150g力于样品表面进行循环测试,记下产品所能承受的耐磨次数,直到涂层出现磨痕为止。
82.4、耐腐蚀性测试:相同室温环境下在样品表面滴落2滴24%浓度的稀盐酸观察样品表面出现气泡或明显凹坑的出现时间。
[0083][0084]
(表1)
[0085]
由上表1可以得出,采用本方案中所提供的新型水性锌铝涂料作为金属基体表面防护涂层结构附着力、硬度、耐磨性、光泽度和耐腐蚀性能明显优于其他配比涂料和防腐料层结构。
[0086]
从样品a、b、c和样品d的结果比较可以看出本方案中采用a、b和c组分构成水性锌铝涂料层的三层附着漆层结构,依次由a组分在喷涂物品表面组建锌铝涂料的高防腐蚀性能的涂层、b组分构建a组分和c组分的强力粘结层以及通过c组分的紫外光照固化形成紫外光固化涂层提高水性锌铝涂层的硬度和耐磨性;
[0087]
从样品a和样品b、c的结果比较可以看出通过以羟基丙烯酸树脂、固化剂作为粘结剂涂层结构,并通过低聚树脂和光引发剂形成紫外光固化保护涂层结构外观光亮表面光泽度高、耐腐蚀性性能强,利用b组分作为强力粘合结构,增加锌铝粉与金属基体的结合力,稳定性和使用寿命显著提高。
[0088]
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0089]
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。