1.本发明涉及胶膜材料技术领域,特别是涉及一种胶膜的制备方法和胶膜。
背景技术:
2.压敏胶是一种压力敏感性胶粘剂,在较轻的压力作用力下就能与被贴物形成牢固粘接。压敏胶制品广泛应用于包装、电子、电器、建筑、医疗卫生、汽车和家庭生活用品等各个行业,起到捆扎、保护、密封、绝缘和固定等各种粘接作用。
3.在实现本发明的过程中,发明人发现相关技术中,由于受到胶粘剂本身固含量和粘度的限制,难以做出厚度较厚的压敏胶胶膜。
技术实现要素:
4.本发明实施例提供一种胶膜的制备方法和胶膜,能够通过第一胶膜的第一胶粘层和第二胶膜的第二胶粘层叠加获得胶粘层厚度较厚的胶膜。
5.为了解决上述技术问题,本发明实施例提供以下技术方案:
6.第一方面,本发明实施例提供一种胶膜的制备方法,所述方法包括:
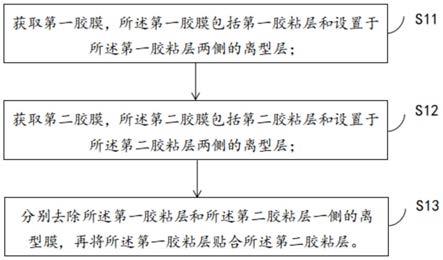
7.获取第一胶膜,所述第一胶膜包括第一胶粘层和设置于所述第一胶粘层两侧的离型膜;
8.获取第二胶膜,所述第二胶膜包括第二胶粘层和设置于所述第二胶粘层两侧的离型膜;
9.分别去除所述第一胶粘层和所述第二胶粘层一侧的离型膜,再将所述第一胶粘层贴合所述第二胶粘层制得叠加式胶膜。
10.可选的,所述叠加式胶膜的总厚度为1
‑
2000μm。
11.可选的,位于所述第一胶粘层第一侧的离型膜为轻离型力离型膜;
12.位于所述第二胶粘层第一侧的离型膜为轻离型力离型膜;
13.所述分别去除所述第一胶粘层和所述第二胶粘层一侧的离型膜,包括:
14.去除所述第一胶粘层第一侧的离型膜;和
15.去除所述第二胶粘层第一侧的离型膜。
16.可选的,所述轻离型力离型膜的厚度为15
‑
36μm。
17.可选的,位于所述第一胶粘层第二侧的离型膜为重离型力离型膜,位于所述第二胶粘层第二侧的离型膜为转移离型膜;
18.所述重离型力离型膜的离型力大于所述转移离型膜的离型力,所述转移离型膜的离型力大于所述轻离型力离型膜的离型力。
19.可选的,当所述第一胶粘层第一侧的离型膜为轻离型力离型膜时,所述获取第一胶膜包括:
20.将胶粘剂涂布在所述重离型力离型膜的离型面;
21.烘干涂布在所述重离型力离型膜上的所述胶粘剂,形成第一胶粘层;
22.将所述轻离型力离型膜贴合所述第一胶粘层,得到所述第一胶膜。
23.可选的,所述获取第二胶膜包括:
24.将胶粘剂涂布在所述转移离型膜的离型面;
25.烘干涂布在所述转移离型膜上的所述胶粘剂,形成第二胶粘层;
26.将所述轻离型力离型膜贴合所述第二胶粘层,得到所述第二胶膜。
27.可选的,所述胶粘剂为亚克力胶水溶液,所述方法还包括:配制亚克力胶水溶液;
28.所述配制亚克力胶水溶液,包括:
29.按照预设质量比将亚克力胶水、甲苯和异氰酸酯混合均匀;
30.过滤所述亚克力胶水、所述甲苯和所述异氰酸酯的混合液,得到过滤液,所述过滤液为亚克力胶水溶液。
31.可选的,所述亚克力胶水、所述甲苯和所述异氰酸酯的所述预设质量比为100:40:1。
32.第二方面,本发明实施例还提供一种应用如第一方面所述的胶膜的制备方法制得的胶膜。
33.本发明实施方式的有益效果是:区别于现有技术的情况,本发明实施例提供一种胶膜的制备方法和胶膜,能够获取第一胶膜和第二胶膜,其中,第一胶膜包括第一胶粘层和设置于第一胶粘层两侧的离型膜,第二胶膜包括第二胶粘层和设置于第二胶粘层两侧的离型膜;分别去除第一胶粘层一侧的离型膜和第二胶粘层一侧的离型膜,即可将第一胶粘层和第二胶粘层贴合得到叠加式胶膜;叠加式胶膜包括位于其中间的互相贴合的第一胶粘层和第二胶粘层以及位于其两侧的离型膜,由于叠加式胶膜的胶粘层的厚度为第一胶粘层和第二胶粘层厚度的总和,故本发明实施例可以通过多个胶粘层叠加的方式增加胶膜胶粘层的总厚度。
附图说明
34.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍。显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
35.图1是本发明的一个实施例提供的胶膜的制备方法的流程示意图;
36.图2是本发明的一个实施例提供的胶膜的结构示意图。
具体实施方式
37.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
38.需要说明的是,如果不冲突,本发明实施例中的各个特征可以相互组合,均在本发明的保护范围之内。另外,虽然在装置示意图中进行了功能模块的划分,在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于装置示意图中的模块划分,或流程图中的顺序执行所示出或描述的步骤。
39.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是用于限制本发明。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
40.本发明实施例提供一种胶膜的制备方法,图1示意性出示了胶膜的制备方法的流程,如图1所示,胶膜的制备方法包括以下步骤:
41.s11、获取第一胶膜,所述第一胶膜包括第一胶粘层和设置于所述第一胶粘层两侧的离型膜;
42.在一些实施例中,离型膜为硅油离型膜,且位于第一胶粘层第一侧和第二侧的离型膜分别为轻离型力离型膜和重离型力离型膜。在一些实施例中,重离型力离型膜具有可湿涂性质。第一胶膜的制备方法如下:将胶粘剂涂布在重离型力离型膜的离型面,烘干涂布在重离型力离型膜上的胶粘剂,再将轻离型力离型膜贴合在胶粘剂层上,制得第一胶膜。
43.在上述示例中,将胶粘剂涂布在重离型力离型膜上的方式具体可以是辊涂或喷涂的方式,胶粘剂的烘干温度为65
‑
130℃。涂布胶粘剂的重离型力离型膜经过6节烘箱烘干后,再贴合轻离型力离型膜并收卷,各节烘箱的温度依次为70℃、80℃、100℃、120℃、125℃和100℃。
44.s12、获取第二胶膜,所述第二胶膜包括第二胶粘层和设置于所述第二胶粘层两侧的离型膜;
45.在一些实施例中,位于第二胶膜第一侧和第二侧的离型膜分别为轻离型力离型膜和转移离型膜。第二胶膜的制备方法如下:将胶粘剂涂布在转移离型膜的离型面;烘干涂布在转移离型膜上的胶粘剂,再将轻离型力离型膜贴合在胶粘剂层上,制得第二胶膜。
46.在上述示例中,将胶粘剂涂布在转移离型膜上的方式具体可以是辊涂或喷涂的方式,胶粘剂的烘干温度为65
‑
130℃。涂布胶粘剂的转移离型膜经过6节烘箱烘干后,再贴合轻离型力离型膜并收卷,各节烘箱的温度依次为70℃、80℃、100℃、120℃、125℃和100℃。
47.s13、分别去除所述第一胶粘层和所述第二胶粘层一侧的离型膜,再将所述第一胶粘层贴合所述第二胶粘层。
48.本实施例中,第一胶膜依次包括轻离型力离型膜、第一胶粘层和重离型力离型膜;第二胶膜依次包括轻离型力离型膜、第二胶粘层和转移离型膜。分别去除第一胶膜和第二胶膜的轻离型力离型膜,再将第一胶粘层和第二胶粘层贴合,得到叠加式胶膜。叠加式胶膜依次包括重离型力离型膜、第一胶粘层、第二胶粘层和转移离型膜,故叠加式胶膜胶粘层的厚度是第一胶粘层和第二胶层厚度的总和。由于受到胶粘剂本身固含量和粘度的限制,直接将胶粘剂涂布在离型膜上再烘干得到的胶膜的厚度通常难以增加,而本发明实施例可以通过多层胶粘层叠加的方式增加胶膜中胶粘层的厚度。
49.本发明实施例中,第一胶粘层和第二胶粘层可以只有一层胶粘剂也可以有多层胶粘剂,得到的胶膜中胶粘剂的层数为第一胶粘层包含的胶粘剂的层数和第二胶粘层包含的胶粘剂的层数的叠加。本领域技术人员可以根据实际需求设置第一胶粘层和第二胶粘层中胶粘层的具体层数。例如,第一胶粘层和第二胶粘层可以都只有一层胶粘层,得到的胶膜中胶粘层的层数为两层;或者,第一胶粘层的层数为10层,第二胶粘层的层数为1层,得到的胶膜中胶粘层的层数为11层;或者,第一胶粘层的层数为12层,第二胶粘层的层数为3层,得到
的胶膜中胶粘层的层数为15层。本发明实施例提供的叠加式压敏胶的总厚度为1
‑
2000μm。
50.在一些实施例中,重离型力离型膜的厚度为50
‑
100μm,膜材料挺度和透明度良好。可选的,在本发明的某些实施例中,为了便于将轻离型力离型膜从胶粘层上剥离,轻离型力离型膜的厚度为15
‑
36μm。具体地,重离型力离型膜的离型力>转移离型膜的离型力>轻离型力离型膜的离型力。
51.本发明实施例中的胶粘层为压敏胶胶粘层,压敏胶具体可以是橡胶型压敏胶、丙烯酸酯型压敏胶和聚氨酯压敏胶等类型的压敏胶。例如,压敏胶可以是亚克力压敏胶。亚克力压敏胶具有可室温固化、粘接强度高、快速定位、高弹性及固化物无毒等优点;还具有优异的耐水、耐热、耐寒、耐老化、耐酸碱、耐腐蚀性、耐油和无白化等优良特性。
52.在一些实施例中,涂布在离型膜上的胶粘剂为亚克力胶水溶液,亚克力胶水溶液的配制方法如下:
53.s31、按照预设质量比将亚克力胶水、甲苯和异氰酸酯混合均匀;
54.s32、过滤所述亚克力胶水、所述甲苯和所述异氰酸酯的混合液,得到过滤液,所述过滤液为亚克力胶水溶液。
55.将亚克力胶水和甲苯溶剂按照100:20的质量比例搅拌均匀;再将甲苯溶剂与异氰酸酯按照20:1的比例混合均匀后加入所述亚克力胶水和甲苯溶剂的混合溶液中搅拌均匀,以形成胶水溶液;将充分混合的胶水溶液通过350目的滤网过滤,以得到亚克力胶水溶液;
56.在一些实施例中,胶膜的制备方法具体如下:
57.步骤s1、获取第一胶膜:
58.将亚克力胶水溶液涂布在所述重离型力离型膜的离型面;烘干涂布在所述重离型力离型膜上形成所述的胶粘层,再将所述轻离型力离型膜贴合在所述胶粘层上。
59.步骤s2、获取第二胶膜:
60.将亚克力胶水溶液涂布在所述转移离型膜的离型面;烘干涂布在所述转移离型膜上形成所述的胶粘层,再将所述轻离型力离型膜贴合在所述胶粘层上。
61.步骤s3、制备双层叠加式胶膜;
62.分别去除第一胶粘层和第二胶粘层一侧的轻离型力离型膜,再将第一胶粘层贴合所述第二胶粘层制得第一胶粘层和第二胶粘层叠加的双层叠加式胶膜。
63.步骤s4、制备三层叠加式胶膜;
64.将步骤3中制得的双层叠加式胶膜一侧的转移离型膜去除,取步骤2中的第二胶膜并去除第二胶膜一侧的轻离型力离型膜;将去除转移离型膜的双层叠加式胶膜的胶粘层和第二胶膜的第二胶粘层贴合得到三层叠加式胶膜。
65.……
66.步骤sn+1、制备n层叠加式胶膜。
67.将步骤sn中制得的n
‑
1层叠加式胶膜一侧的转移离型膜去除;取步骤2中制得的第二胶膜,并去除第二胶膜一侧的轻离型力离型膜;将去除转移离型膜的n
‑
1层叠加式胶膜的胶粘层和第二胶膜的第二胶粘层贴合得到n层叠加式胶膜。
68.本实施例中,通过多层胶粘层叠加的方式可以获取任意合适层数的胶膜,从而增加胶膜的厚度,且制备出的胶膜的胶面平整、胶面无气泡。
69.请参阅图2,本发明实施例还提供一种应用上述方法制得的胶膜。体2示意性出示
了胶膜的结构,如图2所示,胶膜包括依次设置的第一离型层、第一层胶粘层
……
第n层胶粘层和第二离型层,其中,n为大于或等于2的正整数,例如,n为3、5、8、10、20或31等;本领域技术人员可以根据实际需求设置胶粘层的层数。
70.本发明实施例提供的胶膜的制备方法和胶膜,能够获取第一胶膜和第二胶膜,其中,第一胶膜包括第一胶粘层和设置于第一胶粘层两侧的离型膜,第二胶膜包括第二胶粘层和设置于第二胶粘层两侧的离型膜;分别去除第一胶粘层一侧的离型膜和第二胶粘层一侧的离型膜,即可将第一胶粘层和第二胶粘层贴合得到叠加式胶膜;叠加式胶膜包括位于其中间的互相贴合的第一胶粘层和第二胶粘层以及位于其两侧的离型膜,由于叠加式胶膜的胶粘层的厚度为第一胶粘层和第二胶粘层厚度的总和,故本发明实施例可以通过多个胶粘层叠加的方式增加胶膜胶粘层的总厚度。
71.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本发明的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。