1.本发明涉及一种农机具制造领域,尤其是涉及一种碎土镇压器轮及生产设备。
背景技术:
2.现在农业使用的的镇压器轮是铸铁的,经常出现破裂碎块,一轮碎就影响整个一串滚轮松动离缝,出现漏压影响出苗率,为换一个碎轮拆串维修费工时,特别是近年来田间路况硬结构的水泥路砂石路,铸铁镇压器轮缘的斧形突出被磨平不利于碎土,同时大粒砂石很容易损坏铸铁镇压器轮,加之近年来国家对环境保护相关的法律法规,铸造业被限制。近年来市场上出现的非铸铁的冷加工卷圆设备加工出来的卷圆半成品还得第二次上工装校正等工艺才能成型,成品误差特大追溯性标准不高。
技术实现要素:
3.为了解决上述技术问题,本发明公开了一种碎土镇压器轮及生产设备,旨在提高镇压器轮的韧性和符合环保采用63*63*4、63*63*5、63*63*6角钢和自主研制的卷圆焊接两用一体化的直接成品模具工装的生产设备。
4.为了达到上述目的,本发明的技术方案如下:一种碎土镇压器轮及生产设备,包括电机、齿轮减速机、液压油泵、液压油缸,所述的一种碎土镇压器轮为规格63角钢经过弯圆机的合模卷圆、对缝焊接成型,所述的卷圆成型焊接设备包含在支架上设置有电机、齿轮减速机、液压系统、卷圆合模机构、电焊机,卷圆合模为一对儿相同结构的轮毂形状的能绕同一轴心线旋转,一个为从动合模连接双向液压油缸能沿着轴向往复移动合模脱模,一个为主动合模连接齿轮减速机,减速机连接电动机,合模的模芯为a、b、c、d 四块横切面形状相同的形模镶嵌在与减速机连接的合模上构成圆环形芯模,通过油缸压力推合合模实现整体的旋转芯形模,外模为可移动的三个滚轮、两个定形校准撑叉分别各自连接一个双向液压油缸,各个液压油缸各自连接一个手动换向阀,整个液压高压油路连接一个溢流阀保压回流到液压油箱,整个液压由一台电机和一个液压油泵驱动各个液压油缸。
5.作为优选,所述的镇压器轮为多个同轴叠摞对缝焊接成空心圆柱滚轮,圆柱滚轮两端各焊接相同直径的圆盘,圆盘中心孔焊接锥形掐轴锁紧套,将镇压器滚轮轴拧紧锁固。
6.作为优选,所述的镇压器空心圆柱滚轮的一端焊接圆盘上设置焊接有一个丝堵圆盘,拧开丝堵从丝堵孔可以将沙子灌入空心圆柱滚轮里调节配重。
7.作为优选,所述的镇压器轮角钢轮缘最速降线形尖突。
8.作为优选,所述的镇压器轮生产设备的卷圆焊接机构的主动合模上的芯模镶嵌块圆环位置所在的圆周上设置五个定位稳销,与四块芯模镶嵌成圆环时的定位销块芯模分别各有定位穿销孔相对应穿上配合。
9.作为优选,所述的主动合模的定位锁销位置处的定位销设置两个、与四块芯模镶块其中的一块上有两个定位孔相对应穿上配合,承载模压滚轮、定位校准撑叉的径向载荷,同时卷圆工作开始主要承载减速机转矩。
10.作为优选,所述的镇压器轮卷圆、定型校准、焊接成型卸模,合模、两个护形滚轮、定位校准撑叉构成卷圆对缝焊接镇压器轮的工装。
11.作为优选,所述的圆柱滚轮轴的一端为套筒将轴与圆盘焊接,另一端为锥形掐轴锁母连接。
12.作为优选,所述的一种碎土镇压器轮及生产设备的合模卷圆焊接工装于一体的两用设备的其它应用所作的改动和变形具有追溯于本权项所涵盖。
13.综上所述,本发明的有益效果为:本发明的一种一种碎土镇压器轮及生产设备,采用在角钢卷圆焊接成的镇压器轮具有韧性高,使用寿命长,镇压器轮缘采用最速降线曲线方程f=-mg.sinβ设计制造模具卷圆成轮缘面为最速降线,在镇压器质量相同与铸铁镇压器压实比较出苗率高,碎土能力强,压土沿着水平方向的挤土能力强,起到土壤表面土粒排列致密严实不硬结。采用轮鼓腔灌沙子调节镇压器重量有益于抗旱保墒。采用合模卷圆直接焊接成型后再卸模,对保证产品质量具有可追溯性,同时节省了大量劳动工时节省了成本。
附图说明
14.通过阅读下文优选实施方式的详细描述,本技术的方案和优点对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。在附图中:
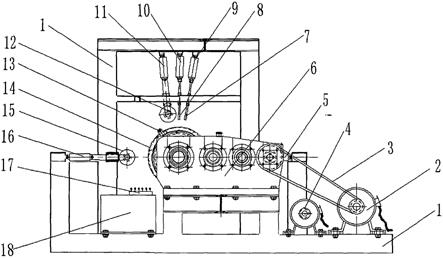
15.图1是本发明的主视结构图;
16.图2是本发明的俯视示意图;
17.图3是本发明的前视主要部件结构示意图;
18.图4是本发明的后视主要部件结构示意图;
19.图5、图8是本发明的合模结构原理示意图;
20.图6、图7、图9是图5、图8的合模放大结构图;
21.图10是卷圆工作全套模子结合图;
22.图11是圆环形芯模组合结构图;
23.图12、图13、图14、图15、图16是图11的详细结构图;
24.图15是图14的a-a剖视图;
25.图17是本发明的卷圆焊接工装设备的液压系统组成原理图;
26.图18、图19、图20、图21、图22、图23、图24、图25、图26、图27、图28、图29、图30、图 31为用角钢制造镇压器轮的卷圆及焊接成型工作过程示意图;
27.图32、图33是成型卸模后的单个镇压器轮;
28.图34是进一步焊接成圆柱状成品滚轮串;
29.图35、图36、图37是镇压器滚轮串的两端焊接结构原件;
30.图38、39是本发明的镇压器轮成品解构示意图。
31.图中,部件名称与附图编号的对应关系为:
32.1、支架;2、减速机电机;3、三角输送带;4、液压油泵及电机;5、主护形滚轮液压油缸;6、齿轮减速机;7、主定形校准撑叉;8、副定形校准撑叉;9、主定形校准液压油缸;10、副定形校准液压油缸; 11、模压滚轮液压油缸;12、模压滚轮;13、固料锁销;14、合模副轮毂;
15、副护形滚轮;16、副护形滚轮液压油缸;17、手动液压换向阀;18、液压油箱及液压系统附件;19、主护形滚轮;20、芯模;21、合模稳销;22、合模主轮毂;23、合模副轮毂旋转轴承;24、合模副轮毂顶轴;25、副轮毂推杆滑套;26、副轮毂液压活塞;27、副轮毂液压油缸;28、副轮毂油缸支架穿销;29、63*63角钢原料;30、31、溢流阀及回油箱;32、高压油管线;33、成型镇压器轮;34、镇压器滚轮筒;35、镇压器轮毂;36、镇压器轮毂圆盘;37、固定轴紧固锁件;38、丝堵;39、成型镇压器辊轮;40、镇压器辊轮轴;41、锁销及锁销孔。
具体实施方式
33.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.实施例:
36.如附图1至附图33所示:
37.本发明提供一种碎土镇压器轮及生产设备,包括减速机电机2、液压油泵及电机4、齿轮减速机6、液压油泵、液压油缸5、9、10、11、16、27,63*63角钢29经过弯圆机的合模卷圆、对缝焊接成型镇压器轮33;卷圆成型焊接设备包含在支架1上设置有减速机电机2、齿轮减速机6、液压油箱及液压系统附件 18、卷圆合模机构、电焊机,卷圆合模为一对儿相同结构的轮毂14、22形状的能绕同一轴心线旋转,即绕减速机输出大轴和合模副轮毂顶轴24旋转,减速机输出大轴和合模副轮毂顶轴24为同一轴心线,一个为从动合模14连接双向副轮毂液压油缸27能沿着轴向往复移动合模脱模,一个为主动合模22连接齿轮减速机6的输出大轴,减速机6连接减速机电动机2,合模的模芯20为a、b、c、d四块横切面形状相同的形模镶嵌在与减速机连接的合模22上构成圆环形芯模20,通过油缸27压力推合合模实现整体的旋转芯形模20,外模为可移动的三个滚轮12、15、19两个定形校准撑叉7、8分别各自连接一个双向液压油缸9、 10,各个液压油缸5、9、10、11、16、27各自连接一个手动换向阀17,整个液压高压油路32连接一个溢流阀31保压回流到液压油箱30,整个液压由一台电机及液压油泵4驱动各个液压油缸。关于本发明的一种碎土镇压器轮及生产设备的齿轮减速机和液压系统其具体结构与工作原理为现有成熟技术,在此不做累述。
38.如附图33至附图38中,镇压器轮33为多个同轴叠摞对缝焊接成空心圆柱滚轮筒34,圆柱滚轮筒34 两端各焊接相同直径的圆盘轮毂35,圆盘36中心孔焊接锥形掐轴锁紧套37,将镇压器滚轮轴40拧紧锁固。
39.如附图34至附图37中,镇压器空心圆柱滚轮筒34的一端焊接圆盘36上设置焊接有一个丝堵38,拧开丝堵38从丝堵孔可以将沙子灌入空心圆柱滚轮里调节配重。
40.如附图32、图33中,镇压器轮33角钢轮缘最速降线形尖突。
41.如附图7、附图11至附图16中,镇压器轮33生产设备的卷圆焊接机构的主动合模22上的芯模20镶嵌块圆环位置所在的圆周上设置五个定位稳销21,与四块芯模20镶嵌成圆环时的定位销块芯模分别各有定位穿销孔21
′
相对应穿上配合。
42.如附图1、附图7、附图11、附图12中,主动合模22的定位锁销21位置处的定位销21设置两个、与四块芯模镶块其中的一块a上有两个定位孔21
′
相对应穿上配合,承载模压滚轮12、定位校准撑叉7、 8的径向载荷,同时卷圆工作开始主要承载减速机转矩。
43.如附图1、附图2中,镇压器轮卷圆、定型校准、焊接成型卸模,合模副轮毂14、合模主轮毂22、芯模20、两个护形滚轮15、19、定位校准撑叉7、8构成卷圆对缝焊接镇压器轮33的工装。
44.如附图39中,圆柱滚轮轴40的一端为套筒与圆盘焊接,且有锁销及锁销孔41锁固轴40,另一端为锥形掐轴锁紧的固定轴紧固锁件37连接。
45.本实施例的具体使用方式与作用:
46.本发明如附图5至附图16、附图18中,将芯模四块分别镶嵌在合模主轮毂22,各个定位定位锁孔21
′
对应穿上定位锁销21,启动液压电机油泵,手动搬动手动液压换向阀17,驱动副轮毂液压油缸27推动合模副轮毂14沿着合模副轮毂顶轴24的轴向移动与合模主轮毂22压合合模固定芯模20,插上固料锁销13,然后将63*63角钢29,长度为芯模20圆环的周长,侧边长度为芯模20圆环的周长-3cm,一端插入合模的固料锁销13处并扣在芯模20上,搬动手动液压换向阀17推动模压滚轮液压油缸11压滚轮12压紧63*63 角钢29,启动减速机电机减速机开始转动驱动合模主轮毂22转动整个合模开始对63*63角钢29卷圆。
47.本发明如附图19、附图20中,合模转过95
°
后手动搬动液压换向阀17驱动主护形滚轮液压油缸5 推动主护形滚轮19压紧角钢29,保证卷圆真圆度。
48.本发明如附图21中,合模转过280
°
后手动搬动液压换向阀17驱动副护形滚轮液压油缸16推动主护形滚轮15压紧角钢29,保证卷圆真圆度。
49.本发明如附图22中,合模转过365
°
后关闭减速机电机合模停转,手动搬动液压换向阀17驱动主定形校准液压油缸9推动主定形校准撑叉7压紧角钢29,保证卷圆真圆度。
50.本发明如附图23中,手动搬动手动液压换向阀17推动模压滚轮液压油缸11反向回位拉起模压滚轮 12。
51.本发明如附图24至附图28中,手动搬动手动液压换向阀17驱动副定形校准油缸10推动副定形校准撑叉8压紧角钢29,保证卷圆真圆度,拔出固料锁销13,看被卷圆的角钢两端对缝是否齐整,不齐整就再次驱动减速机电机2控制正反转,反复旋转几下校准齐整关闭减速机电机2停转,手工电焊对缝,焊接完成.
52.本发明如附图28至附图31中,手动搬动手动液压换向阀17驱动副定形校准液压油缸10回位反向拉回副定形校准撑叉8和驱动主定形校准液压油缸9回位反向拉起主定形校准撑叉7,同时搬动手动液压换向阀17推动模压滚轮液压油缸11驱动压滚轮12压紧卷圆焊接成型的63*63圆环角钢29,再次打开减速机电机2再正反转反复几下关闭减速机电机2停转,搬动手动液压换向阀17推动模压滚轮液压油缸11回位反向拉回模压滚轮12,之后手动搬动手动液压换向阀17,驱动副轮毂液压油缸27回位反向拉回合模副轮毂14与合模主轮毂22合模分离固定芯模20自动脱落卸模,镇压器轮33自动脱落。
53.本发明如附图32、附图33中,是成型的镇压器轮33.
54.本发明如附图34中,是焊接成型的镇压器圆柱滚轮筒34.
55.本发明如附图35至附图39是焊接成型的镇压器串辊轮39。
56.本发明如附图37中的丝堵38是实际应用中,加沙子孔,通过加进和倒出来调节镇
压器配重。
57.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。