1.本实用新型涉及光缆制造技术领域,尤其涉及一种引入光缆及其制造模具。
背景技术:
2.随着我国通信技术网络快速发展,在电力系统主干光纤通讯工程中,利用原有的输电线路塔杆进行农村和山区的光缆敷设,常见的两种架空敷设形式为非自承式架空光缆敷设及常规8字形自承式光缆敷设。
3.非自承式架空光缆的敷设需要预先在输电线路塔杆上架设一根能够承载所敷设光缆的钢绞线,然后将光缆通过二次敷设挂设在预先架设的钢绞线上,这种方式需要重复施工,人工成本高、所需敷设时间长。
4.常规8字形自承式架空光缆可分为金属增强元件和非金属增强元件的光缆,金属增强元件8字形自承式架空光缆通常采用钢绞线或者钢丝作为增强元件,含金属材料,光缆重量大,施工不方便,易遭雷击损坏。非金属增强元件8字形自承式架空光缆通常采用玻璃纤维增强塑料杆(frp)作为增强元件,虽然可以解决光缆重量大以及易遭雷击损坏的问题,但是仍然具有结构松动、光缆气密性差、不易阻水的问题,在实际施工中套管易回缩、进而会造成光纤衰减大。
技术实现要素:
5.有鉴于此,本实用新型提供一种引入光缆及其制造模具,至少部分解决现有技术中存在的问题。
6.本实用新型提供了一种引入光缆,包括:
7.光缆部,包括光缆外护层以及位于该光缆外护层内部的套管和至少一根第一增强元件,并共同构成紧包结构;所述套管的管腔内设置有至少一根光纤,并密封填充有套管填充物;
8.吊装部,与所述光缆部连接。
9.进一步的,所述第一增强元件的数量为2根,2根所述第一增强元件对称设置在所述套管的两侧。
10.进一步的,所述吊装部包括:
11.吊装外护层;
12.第二增强元件,设置在所述吊装外护层内部。
13.进一步的,所述引入光缆还包括:
14.色带,设置在所述光缆部的外部。
15.进一步的,所述第一增强元件和所述第二增强元件的材料为玻璃纤维增强塑料;和/或,所述光缆外护层和所述吊装外护层的材料为聚乙烯;和/或,所述套管的材料为聚对苯二甲酸丁二醇酯;和/或,所述套管填充物的材料为纤膏。
16.进一步的,所述光缆部与所述吊装部连接构成的截面形状为8字形;和/或,所述套
管位于所述光缆部的中心位置,且所述光缆部的横向截面和纵向截面均为对称结构;和/或,所述吊装部横向截面和纵向截面均为对称结构。
17.本实用新型还提供了一种光缆制造模具,用于制造所述引入光缆,包括:
18.内模,开设有套管通道和增强元件通道;
19.外模,开设有用于装配所述内模的容纳腔,以及与所述容纳腔连通并用于与所述套管通道和所述增强元件通道配合的护层空腔,所述护层空腔为8字形的截面形状;
20.所述内模可拆卸装配在所述容纳腔中,且所述容纳腔的腔壁和所述内模的外壁之间形成有挤出流道。
21.进一步的,所述容纳腔和所述内模均为锥体状,所述容纳腔的腔壁的锥角α大于所述内模的外壁的锥角β;
22.其中,α=30
°
~50
°
,(α-β)=6
°
~10
°
。
23.进一步的,所述引入光缆还包括:
24.定位机构,设置在所述内模和所述外模之间。
25.进一步的,所述外模上还开设有色带通道,并连通所述护层空腔。
26.在上述技术方案中,该引入光缆的不同之处在于,在利用外护层包裹套管和增强元件时,并不再覆盖一层玻璃纱或芳纶纱于套管的外部,而是将套管和增强元件紧密包裹在外护层的内部进而构成为整体的紧包结构,紧包结构可以将增强元件与套管紧密的包裹在外护层内,降低施工中产生的应变,解决套管和外护层之间、或增强元件与外护层之间发生窜动的问题,使引入光缆不再松动,解决引入光缆气密性差、不易阻水的问题,进而解决实际施工中套管易回缩、造成光纤衰减大的问题。
附图说明
27.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
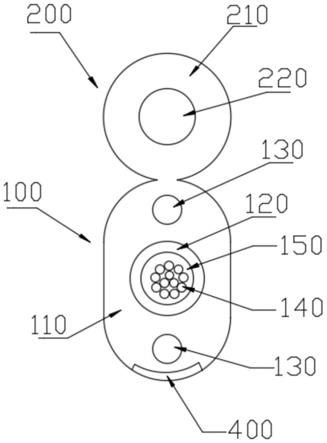
28.图1为本实用新型一个实施例提供的引入光缆的截面示意图;
29.图2为本实用新型另一个实施例提供的引入光缆的截面示意图;
30.图3为本实用新型一个实施例提供的内模的截面示意图;
31.图4为本实用新型一个实施例提供的内模的侧面示意图;
32.图5为本实用新型一个实施例提供的内模的局部示意图;
33.图6为本实用新型一个实施例提供的外模的截面示意图;
34.图7为本实用新型一个实施例提供的外模的侧面示意图;
35.图8为本实用新型一个实施例提供的外模的局部示意图;
36.图9为本实用新型一个实施例提供的挤出流道的示意图。
37.附图标记:
38.100、光缆部;200、吊装部;300、吊带;
39.400、色带;500、内模;600、外模;
40.700、挤出流道;800、定位机构;
41.110、光缆外护层;120、套管;130、第一增强元件;
42.140、光纤;150、套管填充物;
43.210、吊装外护层;220、第二增强元件;
44.510、套管通道;520、增强元件通道;
45.610、容纳腔;620、护层空腔;630、色带通道。
具体实施方式
46.下面结合附图对本实用新型实施例进行详细描述。
47.需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合;并且,基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
48.需要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本公开,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
49.为了解决现有技术中光缆整体结构松动、光缆气密性差、不易阻水的问题,所以对光缆的内部结构进行了研究,经过研究发现,现有光缆的内部结构中,在利用外护层对套管120进行包裹时,一般还会在套管120外围覆盖一层玻璃纱或芳纶纱,而正是由于覆盖了这种玻璃纱或芳纶纱的外层,才导致光缆的整体结构松动、光缆气密性差、不易阻水,进而导致实际施工中套管120易回缩、造成光纤140衰减大的情况出现。为了解决该问题,本技术提供了如下的技术方案。
50.参考图1和图2所示,本实用新型提供了一种引入光缆,包括光缆部100,包括光缆外护层110以及位于该光缆外护层110内部的套管120和至少一根第一增强元件130,并共同构成紧包结构;所述套管120的管腔内设置有至少一根光纤140,并密封填充有套管填充物150;引入光缆还包括吊装部200,与所述光缆部100连接。其中,根据需求该引入光缆还可以包括吊带300,用于连接在所述光缆部100和所述吊装部200之间。
51.该引入光缆的不同之处在于,在利用外护层包裹套管120和增强元件时,并不再覆盖一层玻璃纱或芳纶纱于套管120的外部,而是将套管120和增强元件紧密包裹在外护层的内部进而构成为整体的紧包结构,紧包结构可以将增强元件与套管120紧密的包裹在外护层内,降低施工中产生的应变,而且套管120与外护层之间、或增强元件与外护层之间均形成直接的连接、直接的紧密包裹结构,不再有玻璃纱或芳纶纱等结构夹杂在套管120与外护层之间、或增强元件与外护层之间,这样就会避免因玻璃纱或芳纶纱等结构造成套管120和外护层之间、或增强元件与外护层之间无法紧密连接的问题,进而解决因玻璃纱或芳纶纱等结构造成的套管120和外护层之间、或增强元件与外护层之间发生窜动的问题,使引入光缆不再松动,解决引入光缆气密性差、不易阻水的问题,进而解决实际施工中套管120易回缩、造成光纤140衰减大的问题。
52.在对于本技术中由光缆部100和吊装部200相互连接构成的光缆结构来说,该改进重点在于光缆部100的结构形式,即在利用光缆外护层110包裹套管120和第一增强元件130时,并不再覆盖一层玻璃纱或芳纶纱于套管120的外部,而是将套管120和第一增强元件130紧密包裹在光缆外护层110的内部进而构成为整体的紧包结构,紧包结构可以将第一增强元件130与套管120紧密的包裹在光缆外护层110内,降低施工中产生的应变,而且套管120与光缆外护层110之间、或第一增强元件130与外护层之间均形成直接的连接、直接的紧密包裹结构,不再有玻璃纱或芳纶纱等结构夹杂在套管120与光缆外护层110之间、或第一增强元件130与光缆外护层110之间,这样就会避免因玻璃纱或芳纶纱等结构造成套管120和光缆外护层110之间、或第一增强元件130与外护层之间无法紧密连接的问题,进而解决因玻璃纱或芳纶纱等结构造成的套管120和光缆外护层110之间、或第一增强元件130与光缆外护层110之间发生窜动的问题,使引入光缆不再松动,解决引入光缆气密性差、不易阻水的问题,进而解决实际施工中套管120易回缩、造成光纤140衰减大的问题。
53.进一步的,对于吊装部200的结构来说,所述吊装部200包括吊装外护层210;吊装部200还包括第二增强元件220,设置在所述吊装外护层210内部。因此,吊装部200利用第二增强元件220为骨架,然后在其外部包裹吊装外护层210,进而便可以形成具有吊装光缆部100功能的结构,与光缆部100形成配合。光缆部100和吊装部200的连接可以使引入光缆的截面构成类似于8字形的截面形状,其中,该8字形的截面形状可以理解为光缆部100和吊装部200均具有圆形、椭圆甚至方形的类似形状,二者相连接后在连接的部位较窄,进而形成类似8的截面形状,所以,光缆部100和吊装部200均可以采用圆形、椭圆形等截面形状。由于引入光缆的截面形状为8字形,所以相对于传统圆形引入光缆可以至少节省20%-30%的体积,而且还可以节省材料、降低重量,这更方便城市小区和农村接入网的多次敷设和方便施工。
54.其中,对于第一增强元件130的数量来说,其实可以根据需求进行设置,例如可以为1根、2根、3根、4根、5根、6根等不等,在一个实施例中,所述第一增强元件130的数量为2根,2根所述第一增强元件130对称设置在所述套管120的两侧。这种对称的结构可以使第一增强元件130在套管120的对称两侧形成同等的增强效果,进而保证光缆部100具有稳定的紧包结构,提高整个引入光缆的稳定性。对于光纤140的数量来说,套管120中的光纤140可以根据需求设置合理的数量,在一个实施例中光纤140可以采用2-12根,例如光纤140可以为2根、3根、4根、5根、6根、7根、8根、9根、10根、11根、12根等,在此不做限定。
55.而且,对于各部件采用的材料来说,所述第一增强元件130和所述第二增强元件220的材料可以为玻璃纤维增强塑料,所述光缆外护层110和所述吊装外护层210的材料可以为聚乙烯,所述套管120的材料可以为聚对苯二甲酸丁二醇酯,所述套管填充物150的材料可以为纤膏。对于引入光缆整体以及各个部分的结构形状来说,所述光缆部100与所述吊装部200连接构成的截面形状为8字形,所述套管120位于所述光缆部100的中心位置,且所述光缆部100的横向截面和纵向截面均为对称结构,所述吊装部200横向截面和纵向截面均为对称结构。
56.其中,采用聚对苯二甲酸丁二醇酯制作成的套管120与外护层(例如光缆外护层110或吊装外护层210,下简称外护层)构成紧包结构,并且在光缆部100中增加了两根由玻璃纤维增强塑料材料制作的第一增强元件130,这种整体配合结构可以提高引入光缆的力
学稳定性,可以解决引入光缆使用过程中套管120应变大的问题,通过外护层紧包达到固定套管120、降低施工中应变的效果,且具有更好的阻水,也能够降低成本。
57.而且,玻璃纤维增强塑料是一种纤维增强复合材料(fiber reinforced polymer/plastic,简称frp),其是由纤维材料与基体材料(树脂)按比例混合后形成的高性能型材料,质轻而硬、不导电、机械强度高、耐腐蚀,具有良好的机械性能和阻水性能。玻璃纤维增强塑料的密度约为2g/cm3,约为钢的1/6~1/4,亦轻于金属铝,利用玻璃纤维增强塑料制作增强元件(如第一增强元件130或第二增强元件220,下简称增强元件)可以达到体积小、重量轻的效果,由此可以降低由引入光缆本身重力所产生的拉力,且玻璃纤维增强塑料还具有抗拉伸、抗弯曲、耐侧压以及优越的压扁性能,可以实现更大跨距的架空敷设。
58.相对于利用金属制作增强元件,还具有抗电磁干扰抗雷击的能力,可以适用于雷击区架空敷设或在电力输电塔杆使用。在价格上,玻璃纤维增强塑料与利用芳纶纤维增强的adss光缆相比,可以降低材料成本,成为其替代品。利用纤膏制作的套管填充物150,具有较好的阻水性能。
59.进一步的,所述引入光缆还包括色带400,设置在所述光缆部100的外部。色带400的颜色可分为蓝、橙、绿、棕、灰、白、红、黄、紫、粉、青绿等11种颜色,可以通过颜色识别不同光缆的用途,而且还可以根据色带400的宽度作为判定光缆种类的标准,因此通过颜色和宽度辨别类型的色带400,既美观、又便于施工人员维修或识别以及敷设线路分类。
60.本实用新型还提供了一种光缆气密性测试方法,根据所的引入光缆,包括如下步骤:
61.截取预定长度的所述引入光缆;将所述引入光缆的一端插入液体中,向所述引入光缆的另一端施加气压;在预定的时间段内,观察所述液体中是否产生气泡。
62.其中,截取引入光缆的预定长度以及插入液体中的预定时间段可以根据实际需求限定,例如,可以截取2-5米长的引入光缆(2米、3米、4米5米等),并持续观察20-28小时(20小时、21小时、22小时、23小时、24小时、25小时、26小时、27小时、28小时等),在一个实施例中,可以截取引入光缆长度3米,引入光缆一端插入气压机,保证气压机与引入光缆一端密封良好,调整气压机至特定的压力,同时将引入光缆另一端插入水等液体中,保持一定24小时,观察水中是否无气泡从引入光缆流出。如果在此期间,电缆的入水端不会出现气泡,测试则合格;否则电缆不合格。通过气密性测试合格引入光缆,可以防止水和潮气的侵蚀防止水和潮气侵蚀引入光缆中的光纤140,避免微裂纹生长而影响光纤140的机械强度和使用寿命。相比于现有的渗水测试来说,这种气密性测试可以有效减少引入光缆测试时间。
63.参考图3至图9所示,本实用新型还提供了一种光缆制造模具,用于制造所述引入光缆,包括内模500,开设有套管通道510和增强元件通道520;光缆制造模具还包括外模600,开设有用于装配所述内模500的容纳腔610,以及与所述容纳腔610连通并用于与所述套管通道510和所述增强元件通道520配合的护层空腔620,所述护层空腔620为8字形的截面形状;光缆制造模具还包括所述内模500可拆卸装配在所述容纳腔610中,且所述容纳腔610的腔壁和所述内模500的外壁之间形成有挤出流道700。其中,容纳腔610可以用来容纳内模500,而内模500的中部也可以设置为空腔结构,例如,内模500的前端可以用来形成套管通道510和增强元件通道520,而除了形成该套管通道510和增强元件通道520的其他位置,如内模500的后部位置,均可以在其中部掏空以形成空腔结构,这可以有效的降低内模
500重量,降低成本。
64.同时,该内模500和外模600是相互配合的,当二者结合时,可以采用相应的定位机构800保持二者相互配合后的装配关系,进而保证二者装配的稳定性以及精准性。例如,该定位机构800可以采用一根或两根圆形柱,将圆形柱插接在外模600或内模500上开设的定位孔内,进而实现对内模500和外模600之间的定位装配,这可以有效防止增强元件与套管120发生偏离。并且,圆形柱上还可以附带垫片,垫片可以采用金属或非金属制造,设置在圆形柱上可以用来调节内模500和外模600之间的模间距。该模具为一体模具,不需要像常规分体模具那样调节偏心,极大的节省了人工调模时间与材料的浪费。而内模500和外模600之间构成挤出流道700,便可以用来形成外护层,同时,通过挤出流道700可以实现在外护层形成的过程中,对套管120和增强元件进行紧包,从而共同构成紧包结构,这也是紧包结构的形成方式。
65.进一步的,对于紧包结构的紧密程度来说,可以通过设置挤出流道700的结构尺寸实现调整,例如,所述容纳腔610和所述内模500均为锥体状,所述容纳腔610的腔壁的锥角α大于所述内模500的外壁的锥角β;其中,α=30
°
~50
°
,(α-β)=6
°
~10
°
,例如,α=30
°
、α=35
°
、α=40
°
、α=45
°
、α=50
°
等,而(α-β)=6
°
、(α-β)=7
°
、(α-β)=8
°
、(α-β)=9
°
、(α-β)=10
°
等。此时,通过设计特定的锥角α与锥角β的角度差,可以针对性的增大塑料挤出压力,确保光缆外护层110可以紧包套管120和增强元件,形成紧密的紧包结构。一般锥角α必须大于锥角β,这个角差(α-β)是极其重要的,这个角差的存在,才能使塑料流道截面逐步收缩,挤出时压力逐渐增大,使塑料层组织紧密,外护层与其内部的套管120和增强元件也紧密。角差越大,挤出压力也越大,外护层与其内部的套管120和增强元件则包得越紧。一般α=30
°
~50
°
,(α-β)=6
°
~10
°
,但是,对流动性好的料,角差可设置的更大些。
66.不仅如此,模具拉伸比s和配模系数k也是模具配模时考虑挤出塑料拉伸性能特性的重要指标,模具拉伸比s越大,一般外模600尺寸越大、塑料拉伸严重、模口压力越小、外护层的表面粗糙无光泽。模具拉伸比s越小,一般外模600尺寸越小、塑料拉伸小、模口压力大、外护层的表面质量较好,还不会产生收缩现象。配模系数有三种情况,当k》1时,外护层呈紧包状态,当k=1,外护层处于平衡拉伸,当k《1,外护层呈松包状态。所以,可以设计特定的挤出模具的模具拉伸比s和配模系数k,使模具拉伸比s接近于1,配模系数k大于1,模口成型压力越大,可以有效确保外护层挤出稳定并使外护层和其内部的套管120和增强元件形成紧包结构。
67.其中,模具拉伸比s定义为塑料离开挤出模口时的圆环面积s1与外护层的圆环面积s2之比。配模系数k是拉伸平衡度指标。
68.其中,拉伸比配模系数
69.d1为外模600直径,d2为内模500外径,d1为外护层外径,d2为外护层内径。
70.本实用新型还提供了一种光缆的制造方法,用于制造所述引入光缆,根据所述光缆制造模具,包括如下步骤:向所述套管120的管腔同时注入所述套管填充物150和所述光纤140;至少将所述套管120和所述第一增强元件130分别穿入所述光缆制造模具的套管通道510和增强元件通道520中,并利用所述挤出流道700至少在所述套管120和所述第一增强元件130外形成所述光缆外护层110。
71.其中,对于套管120的制作来说,可以将制作套管120的材料通过挤塑机加热后挤出,经水冷后形成套管120的空管。然后可以调节光纤140张力,在通过模具向套管120的空管内同时注入纤膏与光纤140,利用纤膏对套管120的管腔形成填充,使光纤140稳固装配,进而完成对套管120的生产。
72.对于引入光缆的制作来说,当套管120制作完以后,可以将增强元件与套管120放至主动放线架,调节增强元件与套管120的张力。然后将增强元件通过模具穿入挤塑机扎头,而当增强元件为多个时,可以将不同增强元件按照顺序通过模具穿入挤塑机扎头,然后打开挤塑机。在此过程中,如果需要在外护层上形成色带400,则可以同时打开色条机将融化的色条料注入模具的外模600,具体的,可以通过外模600上的色带通道630注入,然后进入到护层空腔620与外护层的材料相融合形成色带400,经水冷却后形成外护套,其中,色带通道630可以设置在外模600的侧壁或其他能够连通护层空腔620并不形成干涉的位置,在此不做限定。而如果不需要在外护层上形成色带400,则可以省略该步骤,待外护层尺寸确认合格后,将套管120穿入模具中心,拉至牵引机,由此成缆。
73.在此过程中,还可以在挤塑机头模具处增加负压抽真空装置,通过改变气压值大小来实现外护层对其内部的套管120和增强元件的紧包程度,由此形成紧包程度足够的紧包结构。其中,抽真空气压可以通过气压表实现量化控制,进而量化控制该紧包结构的紧包程度。
74.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。