1.本实用新型涉及一种焦炉设备技术领域,更具体地说,它涉及一种复式装煤孔盖。
背景技术:
2.装煤孔盖是直接影响焦炉耗能的重要设备,也是焦炉护炉铁较大消耗件之一,一座焦炉装机量基本为440件。设备出现故障或寿命短更换时,会大量逸散热能及煤气,造成能耗高和环保事件。
3.目前钢铁企业焦炉装煤孔盖的使用结构形式分为三种,第一种最早整体铸造成型底部直接浇筑耐材,耐材直接与炉内气体接触;第二种为整体铸造成型,浇注料在其空腔,通过上部预留孔浇筑;第三种为分体式,下部与上部通过螺栓或螺钉连接机构。耐材有普通耐高温浇注料和陶瓷类两种。
4.三种结构存在缺陷是:第一种为最老式结构,耐材直接受气流冲刷容易直接脱落至炉内,炉内热能逸散快,寿命短。第二种结构对浇筑工艺有限制,很难直接在通过预留孔向空腔内浇筑好,中间部位为单层机构,热损能耗高,寿命短。第三种为目前最先进的一种,但是因螺栓拉杆连接机构,螺栓受高炉和起盖机起吊振动的影响,螺栓容易松动且高温断裂,导致整个炉盖下部掉入炉内。
5.由此可见,现在所亟待解决的问题是提高孔盖的结构稳定性延长使用寿命,同时保证降低损耗的效果。
技术实现要素:
6.针对现有技术存在的不足,本实用新型的目的在于提供一种复式装煤孔盖,能够保证孔盖的密封性和整体性,实现延长使用寿命和避免逸散热能及煤气,同时保证能耗低,实现节能环保。
7.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种复式装煤孔盖,包括上盖与下盖,其中下盖具有空腔部和非空腔部,空腔部内置有耐材,非空腔部设有多个圆钢孔,圆钢孔内预埋有圆钢,下盖一端面具有圆环形开口;所述上盖覆设在所述圆环形开口上,且设置有与圆钢孔相对应的堆焊孔。
8.在其中一个实施例中,所述圆钢孔包括靠近下盖中心的近中心圆钢孔和位于下盖外缘上的远中心圆钢孔;近中心圆钢孔与远中心圆钢孔均绕下盖中心等距排列。
9.在其中一个实施例中,所述上盖具有与近中心圆钢孔和远中心圆钢孔对应的近中心堆焊孔和远中心堆焊孔,所述近中心堆焊孔和所述远中心堆焊孔之间通过铸造筋板连接。
10.在其中一个实施例中,所述下盖的中心处设置有螺栓预埋孔,所述上盖的中心处设置有与螺栓预埋孔对应的安装孔;通过在螺栓预埋孔与安装孔之间插入螺栓实现上盖与下盖之间的固定。
11.在其中一个实施例中,所述上盖与下盖均呈圆盘形,上盖半径小于下盖的半径。
12.在其中一个实施例中,所述上盖与下盖部分重叠,上盖与下盖重叠位置处对应设置有卡接部。
13.在其中一个实施例中,所述卡接部包括有位于上盖上的牙口与下盖对应设置的牙槽。
14.在其中一个实施例中,所述上盖与下盖接合处根据需要进行堆焊。
15.在其中一个实施例中,所述上盖上设置有与空腔部对应的间隔区域。
16.在其中一个实施例中,所述空腔部中置有耐材,所述耐材的组分及重量份比为骨料40
‑
65份、60铝矾土25
‑
40份、二氧化硅1
‑
10份、氧化铝1
‑
8 份、水泥1
‑
8份和助剂0.1
‑
0.5份。
17.在其中一个实施例中,所述轻质骨料的氧化铝含量为43wt%,粒径为 0.5
‑
8mm。
18.在其中一个实施例中,所述二氧化硅为200目。
19.在其中一个实施例中,所述氧化铝为α
‑
氧化铝。
20.在其中一个实施例中,所述水泥为ca
‑
70铝酸盐水泥。
21.在其中一个实施例中,所述助剂为六偏磷酸钠。
22.综上所述,本实用新型具有以下有益效果:
23.其一,通过设置扇形面空腔部实现耐材的放入,降低了热损率,且能够保证下盖的强度;
24.其二,上盖与下盖之间设置有对应的圆钢孔和堆焊孔,圆钢孔内预设圆钢,保证圆钢孔与堆焊孔能够方便的进行对齐,同时,从堆焊孔进行堆焊,保证上盖与下盖之间紧固相连,同时上盖与下盖中心处设置有螺栓预埋孔,通过插入螺栓,再次加强上盖与下盖之间的紧固效果;
25.其三,通过牙口与牙槽配合,实现上盖下盖三级固定的目的;
26.其四,提高了孔盖的使用寿命,降低了炉盖热损失,大幅提高了焦炉碳化室热效率的利用,改善了炉顶作业环境,也避免了因漏气冒气造成的环境污染;设备故障率降低,也大大减少揭盖机电磁铁的消耗量,降低了工人的劳动强度,降低了备件消耗大幅降低企业生产成本。
附图说明
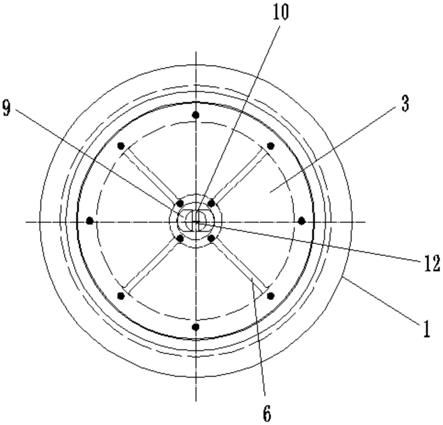
27.图1是本实用新型孔盖结构示意图;
28.图2是图1的侧视图;
29.图3是下盖结构示意图;
30.图4是上盖与环形开口固定结构示意图;
31.图5是牙口与槽口装配示意图;
32.图6是本实用新型制造流程图。
33.图中:1
‑
下盖,2
‑
耐材,3
‑
上盖,4
‑
密封面,5
‑
圆钢孔,51
‑
近中心圆钢孔,52
‑
远中心圆钢孔,6
‑
铸造筋板,7
‑
扇形空腔,8
‑
螺栓预埋孔,9
‑
安装孔, 10
‑
螺栓,11
‑
牙口,12
‑
堆焊孔,13
‑
空位,14
‑
实位,15
‑
槽口,16
‑
限位凸筋。
具体实施方式
34.下面结合附图和实施例,对本实用新型进行详细描述。
35.值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
36.参见图1,一种复式装煤孔盖,包括上盖3与下盖1,其中下盖1具有空腔部和非空腔部,空腔部内置有耐材2,非空腔部设有多个圆钢孔5,圆钢孔 5内预埋有圆钢,下盖1一端面具有圆环形开口;所述上盖3覆设在所述圆环形开口上,且设置有与圆钢孔5相对应的堆焊孔12。通过在圆钢孔5内预埋有圆钢,在通过上盖上的堆焊孔12进行堆焊,通过堆焊与圆钢配合提高上盖3与下盖1的牢固性。相较于原来通过螺栓或螺钉连接,固定效果更好。
37.参见图1
‑
图3,所述圆钢孔5包括靠近下盖1中心的四个近中心圆钢孔 51和位于下盖1外缘上的八个远中心圆钢孔52;近中心圆钢孔51与远中心圆钢孔52均绕下盖1中心等距排列;圆钢孔5内径为16mm,圆钢孔5内预埋有圆钢,下盖1一端面具有圆环形开口;所述上盖3覆设在所述圆环形开口上,且设置有与圆钢孔5相对应的堆焊孔12,所述上盖3与下盖1均呈圆盘形,所述下盖空腔部包括四个扇形空腔7,每个扇形空腔7夹角为90
°
,上盖3半径小于下盖1的半径,所述上盖3覆设在所述圆环形开口上产生接口缝隙,可对进行堆焊,增加上盖3与下盖1的密封性;所述上盖3具有与近中心圆钢孔51和远中心圆钢孔52对应的四个近中心堆焊孔12和八个远中心堆焊孔12,所述近中心堆焊孔12和所述远中心堆焊孔12之间通过铸造筋板6连接,每间隔一个远中心堆焊孔12设置一根铸造筋板6,相邻两条铸造筋板6夹角为90
°
,所述铸造筋板6将上盖3分隔成四块扇形区域,且扇形区域与扇形空腔7一一对应;剩下四个远中心堆焊孔12未与近中心堆焊孔 12设置铸造筋板6。
38.所述下盖1的中心处设置有椭圆形的螺栓预埋孔8,所述上盖3的中心处设置有与螺栓预埋孔8对应的安装孔9;通过在螺栓预埋孔8与安装孔9 之间插入螺栓10实现上盖3与下盖1之间的固定;螺栓10呈扁平状,螺栓 10头部设置有宽于螺栓预埋孔8宽度的螺栓头,通过扭转螺栓头实现上盖3 与下盖1的固定。通过螺栓预埋孔与安装孔之中插入螺栓实现对上盖与下盖的二次加固。
39.参见图4和图5,所述上盖3与下盖1部分重叠,上盖3与下盖1重叠位置处对应设置有卡接部;所述卡接部包括有位于上盖上的牙口11,其中牙口11位于上盖3下底面的外沿处,牙口11纵向呈l形,并向外与下盖1对应设置的牙槽,所述牙槽呈方形间隔排列在圆环形开口上,形成空位13和实位14,实位14呈7字形,实位14上具有横向开设的槽口15,槽口15一端具有限位凸筋16。实际使用时,牙口11由空位13向下移动,并与实位14 保持同一水平高度,以顺时针或逆时针方向旋转上盖3,使牙口11进入实位槽口15中,牙口11在限位凸筋16阻隔下无法再移动,此时牙口11固定在槽口15中,提高上盖3与下盖1的固定效果。实现第三次加固。
40.所述空腔部内置有耐材,耐材包括有骨料40
‑
65份、60铝矾土25
‑
40份、二氧化硅1
‑
10份、氧化铝1
‑
8份、水泥1
‑
8份和助剂0.1
‑
0.5份。
41.制备装煤孔盖夹层保温材料,包括按重量份计如表格1所示的以下有效成分:
42.表格1实施例1
‑
3有效成分的用量
[0043][0044]
孔盖的使用寿命均达到2年,结焦周期内炉盖表面温度降低84~105℃,炉盖热损失降低44%以上。在炉顶0.5m高度测量空气温度,结焦初期能下降 6℃,结焦末期下降8℃,大幅提高了焦炉碳化室热效率的利用,改善了炉顶作业环境,也避免了因漏气冒气造成的环境污染;设备故障率降低,也大大减少揭盖机电磁铁的消耗量,降低了工人的劳动强度,降低了备件消耗大幅降低企业生产成本。
[0045]
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。