1.本发明属于裂解炉自动控制技术领域,具体地,涉及一种裂解炉自动投退料对切控制方法、存储介质及系统。
背景技术:
2.乙烯装置运行过程中,需要对裂解进行切换,将处于运行末期需要烧焦的裂解炉切出系统,将烧焦完毕处于备用状态的裂解炉切近系统。在切换的过程中,切入系统的裂解炉投裂解原料进行生产,切出系统的裂解退料下线准备烧焦。
3.通常,裂解炉的投退料过程需要两位操作人员分别独立操作,控制单台裂解炉完成相应过程。操作过程中,两台裂解炉的投退料速度及裂解深度会影响到后续压缩的平稳运行,如果进入压缩机的总量发生较大变化,会引起压缩系统的较大波动,分离系统也会受到影响。尤其在乙烯裂解逐步趋向大型化,单台裂解炉生产能力达到25万吨每年,100万吨的乙烯生产装置仅需配套5
‑
6台裂解炉即可满足生产,其中两台裂解炉进行切换,装置总进料的20%左右进行切换,操作员之间配合不密切,调整不及时很容易引起整个装置的生产波动。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种裂解炉自动投退料对切控制方法及系统,克服现有技术中人工操作裂解炉切换导致的生产波动。
5.为此,本发明一些实施例中提供一种裂解炉自动投退料对切控制方法,包括:
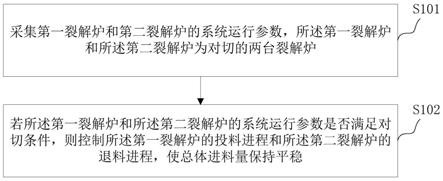
6.采集第一裂解炉和第二裂解炉的系统运行参数,所述第一裂解炉和所述第二裂解炉为对切的两台裂解炉;
7.若所述第一裂解炉和所述第二裂解炉的系统运行参数是否满足对切条件,则控制所述第一裂解炉的投料进程和所述第二裂解炉的退料进程,使总体进料量保持平稳。
8.本发明一些实施例提供的裂解炉自动投退料对切控制方法,控制所述第一裂解炉的投料进程和所述第二裂解炉的退料进程的步骤还包括:
9.监测所述第一裂解炉和所述第二裂解炉的运行状态,若运行状态表示所述第一裂解炉或所述第二裂解炉存在异常,则中断所述第一裂解炉的投料进程和所述第二裂解炉的退料进程。
10.本发明一些实施例提供的裂解炉自动投退料对切控制方法,控制所述第一裂解炉的投料进程和所述第二裂解炉的退料进程的步骤中,控制所述第一裂解炉的投料进程包括:
11.投料前裂解炉调整:投料前,控制第一裂解炉的当前炉膛出口温度以第一设定速率调整至预设炉膛出口温度;
12.投料初期进料控制:将第一裂解炉投料到一定值后,使进料控制阀调整至可控制阀位;
13.投料至第一投料设定值至投料目标值控制:将第一裂解炉进料值分别提升至第一投料设定值、至少一个中间投料设定值和投料目标值的过程中,控制进料速度及稀释蒸汽流量调节;
14.投料结束后的调整控制:投料结束后,调整第一裂解炉的蒸汽串级控制的蒸汽稀释比、炉膛出口温度偏差值、炉膛出口温度值,调整完毕后提示投料完毕信号。
15.本发明一些实施例提供的裂解炉自动投退料对切控制方法,投料初期进料控制的步骤中:
16.控制第一裂解炉的单组炉管的各个进料控制阀至第一开度值,并等待第一设定时长;
17.若某一组炉管的流量小于阀门最小可控流量,则该组进料控制阀开度增加一定开度,直到该组炉管的流量达到阀门最小可控流量;
18.若某一组炉管的流量大于或等于阀门最小可控流量,则判定该组进料控制阀调整至可控制阀位;
19.当各组炉管的进料控制阀均调整至可控制阀位后,则将每一组进料控制阀置于自动位置,并投用流量串级控制进程。
20.本发明一些实施例提供的裂解炉自动投退料对切控制方法,投料至第一投料设定值至投料目标值控制的步骤中:
21.所述第一投料设定值为20%,至少一个中间投料设定值包括40%、60%、80%;在投料过程中调节进料负荷和进料速度参数;其中:
22.在第一裂解炉投料至60%后,逐步关闭吹扫蒸汽;投料至80%后降低炉膛稀释蒸汽流量,以使稀释蒸汽与进料配比在0.3
‑
0.5之间。
23.本发明一些实施例提供的裂解炉自动投退料对切控制方法,控制所述第二裂解炉的退料进程包括:
24.退料前裂解炉调整:采集第二裂解炉的运行状态,若第二裂解炉的运行状态满足退料条件,则将第二裂解炉中的由于进料量下降引起的连锁置于旁路状态、将第二裂解炉炉膛出口温度偏差控制置于手动、将第二裂解炉炉膛出口温度以第二降温速率降低至预设退料温度,稀释蒸汽流量控制由串级控制改为自动流量控制,且设定在一个固定值;
25.投料至第二投料设定值至退料目标值控制:控制所述第二裂解炉以设定的速率进行退料操作,使投料值从第二投料设定值调整至第一中间设定值;控制所述第二裂解炉增加吹扫蒸汽用量和加大稀释蒸汽用量,使投料值从第一中间设定值至第二中间设定值;控制所述第二裂解炉中各组炉管的进料控制阀的开度值在使用设定时间长度后,投料值从第二中间设定值降低至0%,之后关闭各组炉管的进料控制阀。
26.本发明一些实施例提供的裂解炉自动投退料对切控制方法,投料至第二投料设定值至退料目标值控制的步骤之后,还包括如下步骤:
27.设定第二裂解炉中的单组炉管的进料控制阀的阀门开度至第一负开度值;设定第二裂解炉中的总进料电磁阀开度至第二负开度值;关闭第二裂解炉中的进料电磁切断阀,关闭第二裂解炉中的二甲基二硫注入阀、关闭在线取样电磁阀,发送切换裂解炉运行模式的提示信息。
28.本发明一些实施例提供的裂解炉自动投退料对切控制方法,控制所述第一裂解炉
的投料进程和所述第二裂解炉的退料进程,使总体进料量保持平稳的步骤中:
29.所述第一裂解炉完成一定进料量的投料时间和所述第二裂解炉完成相同进料量的退料时间保持一致;且总体进料量的偏差值不超过设定偏差值。
30.本发明一些实施例中提供一种存储介质,所述存储介质中存储有程序指令,计算机读取所述程序指令后执行以上任一项所述的裂解炉自动投退料对切控制方法。
31.本发明一些实施例中提供一种裂解炉自动投退料对切控制系统,包括至少一个处理器和至少一个存储器,至少一个所述存储器中存储有程序指令,至少一个所述处理器读取所述程序指令后执行以上任一项所述的裂解炉自动投退料对切控制方法。
32.本发明提供的以上技术方案,与现有技术相比,至少具有如下有益效果:通过协同控制的方法控制投退料过程中两台裂解炉各自的进程,从而使总体进料量保持平稳,减少对下游的影响。
附图说明
33.图1为本发明中一个实施例所述裂解炉自动投退料对切控制方法的流程图;
34.图2为本发明中一个实施例所述投料控制过程的流程图;
35.图3为本发明中一个实施例所述投料条件判断过程的流程图;
36.图4为本发明中一个实施例所述放料控制过程的流程图;
37.图5为本发明中一个实施例所述投料控制过程的炉膛进料调节阀的控制流程图;
38.图6为本发明中一个具体示例中所述完整的投料控制过程的部分过程得到流程图;
39.图7为本发明中一个具体示例中所述完整的投料控制过程的部分过程得到流程图;
40.图8a
‑
图8d为本发明中一个具体示例中针对裂解炉a和b的投放料对切控制过程的流程图;
41.图9为本发明中一个实施例所述裂解炉自动投退料对切控制系统的硬件结构示意图。
具体实施方式
42.下面将结合附图进一步说明本发明实施例。在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明的简化描述,而不是指示或暗示所指的装置或组件必需具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置。
43.本实施例提供一种裂解炉自动投退料对切控制方法,如图1所示,所述方法包括如下步骤:
44.s101:采集第一裂解炉和第二裂解炉的系统运行参数,所述第一裂解炉和所述第二裂解炉为对切的两台裂解炉。本步骤是在切换裂解炉之前所执行的。通过采集两台对切的裂解炉dcs(分布式控制系统)的系统运行参数,通过监测裂解炉的燃料气系统、稀释蒸汽
发生系统、原料系统以及裂解炉运行模式等数据,判断两台裂解炉当前是否具备对切条件。具体地:运行参数包括公用系统的燃料气系统压力、温度、分离罐液位,稀释蒸汽系统温度、压力;对切的两台裂解炉的ss系统、燃料气、进料系统、稀释蒸汽等重要阀门的状态,炉膛温度、负压、风机运行、裂解炉运行模式等信息。这些信息dcs都有记录,直接接收dcs传输的数据即可。
45.s102:若所述第一裂解炉和所述第二裂解炉的系统运行参数是否满足对切条件,则控制所述第一裂解炉的投料进程和所述第二裂解炉的退料进程,使总体进料量保持平稳。其中,第一裂解炉的投料控制逻辑包含裂解炉从0%到100%进料过程中,对进料阀门控制,稀释蒸汽控制以及投料过程中可能出现的裂解炉异常监测等内容,退料控制逻辑包含第二裂解炉从100%到0%退料过程中,阀门控制,稀释蒸汽控制以及退料过程中可能出现的裂解炉异常监测等内容。对切条件包括预先设置好的参数阈值,将相关参数阈值存储在系统中,根据采集到的运行参数与参数阈值比较,即可判断两台裂解炉是否满足对切条件。
46.以上方案中,通过协同控制的方法控制投退料过程中两台裂解炉各自的进程,从而使总体进料量保持平稳,总体进料量的波动不能超过5t,最好保持在2t以下等,减少对下游的影响。使用控制程序进行裂解炉对切,能够以秒为单位采集裂解炉运行状态同时进行调整,调整的频次和精度都远远高于操作人员的手动调节。通过控制程序的精确调节,可以实现裂解炉总进料量的无波动对切,能够将总的进料量偏差控制在2
‑
5t以内,大幅度降低了常规手动操作给后续压缩系统带来的波动影响。
47.在一些实施例中提供的裂解炉自动投退料对切控制方法,在控制所述第一裂解炉的投料进程和所述第二裂解炉的退料进程的步骤还包括:监测所述第一裂解炉和所述第二裂解炉的运行状态,若运行状态表示所述第一裂解炉或所述第二裂解炉存在异常,则中断所述第一裂解炉的投料进程和所述第二裂解炉的退料进程。因此,本方案中的协同控制投退料方法还可以应对投退料期间两台裂解炉发生异常时的情况,能够在检测到异常情况时及时中断进程,退守至安全状态。本方案中,投料控制过程和退料控制过程均全程监控裂解炉的系统状态,判断各项指标是否超标,如投退料过程中出现运行参数超过范围,则对该裂解炉脱料或退料过程发出暂停指令,协同控制的全程接收两台裂解炉的控制系统反馈的裂解炉暂停信息,任何一台裂解炉出现投料或退料暂停,则对另外一台裂解炉发出暂停指令。以此逻辑来满足两台裂解炉同步进行,减少投退料波动。
48.由于投退料程序均各自包含可修改的投料进程控制参数,用来控制投退料速度。在一些实施例中,如图2所示,控制所述第一裂解炉的投料进程包括:
49.s201:投料前裂解炉调整:投料前,控制第一裂解炉的当前炉膛出口温度(cot)以第一设定速率调整至预设炉膛出口温度。如图3所示,投料控制过程中,投料前第一裂解炉以一定速率调整准备投料的裂解炉由当前cot调整至投料准备cot参数,其中x为允许的cot偏差值,y为允许的温度变化速率,t0为等待时间,以上三个参数可以在参数表中设定修改。其中各个参数、调整速率的设定可以采用标定的方式预先确定。
50.s202:投料初期进料控制:将第一裂解炉投料到一定值后,使进料控制阀调整至可控制阀位。本步骤中,第一裂解炉在投料初期采用小阀位控制,目的是将第一裂解炉投料到一定值(小于容量的20%的一个值),使进料控制阀能够达到可控制的阀位。具体地,可以通过如下步骤来实现:控制第一裂解炉的单组炉管的各个进料控制阀至第一开度值(例如
1%、3%等),并等待第一设定时长(可以为几分钟);若某一组炉管的流量小于阀门最小可控流量,则该组进料控制阀开度增加一定开度(例如增加1%),直到该组炉管的流量达到阀门最小可控流量;若某一组炉管的流量大于或等于阀门最小可控流量,则判定该组进料控制阀调整至可控制阀位;当各组炉管的进料控制阀均调整至可控制阀位后,则将每一组进料控制阀置于自动位置,并投用流量串级控制进程。在一些应用场景中,可以设定有四个进料调节阀fv1、fv2、fv3和fv4,每次打开单组炉管进料调节阀fv1/fv2/fv3/fv4到一定开度(1%),等待dt1min,判断炉管进料流量大于阀门最小可控流量minf1t/h,不满足该条件,则该组进料调节阀开度继续增加一定开度(1%),并等待dt1min。若流量达到最小值,该组进料调节阀的阀位达到可控制阀位,则将该组进料电磁阀置于自动位置,并投用流量串级控制。
51.s203:投料至第一投料设定值至投料目标值控制:将第一裂解炉进料值分别提升至第一投料设定值、至少一个中间投料设定值和投料目标值的过程中,控制进料速度及稀释蒸汽流量调节;本步骤中,所述第一投料设定值为20%,至少一个中间投料设定值包括40%、60%、80%;在投料过程中调节进料负荷和进料速度参数;其中:在第一裂解炉投料至60%后,逐步关闭吹扫蒸汽;投料至80%后降低炉膛稀释蒸汽流量,以使稀释蒸汽与进料配比在0.3
‑
0.5之间。具体地,投料值20%至目标值控制过程主要为将裂解炉进料分别提升至20%、40%、60%、80%、投料目标值(100%)的过程中,控制进料速度及稀释蒸汽流量调节。进料负荷和进料速度参数可以进行调节,稀释蒸汽流量控制一般在裂解炉投料至60%后开始逐步关闭吹扫蒸汽,投料至80%后开始降低炉膛稀释蒸汽流量,逐步至稀释蒸汽与进料配比为0.3
‑
0.5之间。
52.s204:投料结束后的调整控制:投料结束后,调整第一裂解炉的蒸汽串级控制的蒸汽稀释比、炉膛出口温度偏差值、炉膛出口温度值,调整完毕后提示投料完毕信号。即,投料结束后的调整包括三项内容:稀释蒸汽串级控制投用,稀释比设定,cot偏差控制投用,裂解炉运行cot调整,调整完毕后提示投料完毕。
53.在一些实施例中,如图4所示,控制所述第二裂解炉的退料进程包括:
54.s301:退料前裂解炉调整:采集第二裂解炉的运行状态,若第二裂解炉的运行状态满足退料条件,则将第二裂解炉中的由于进料量下降引起的连锁置于旁路状态、将第二裂解炉炉膛出口温度偏差控制置于手动、将第二裂解炉炉膛出口温度以第二降温速率降低至预设退料温度,稀释蒸汽流量控制由串级控制改为自动流量控制,且设定在一个固定值。
55.s302:投料至第二投料设定值至退料目标值控制:控制所述第二裂解炉以设定的速率进行退料操作,使投料值从第二投料设定值调整至第一中间设定值;控制所述第二裂解炉增加吹扫蒸汽用量和加大稀释蒸汽用量,使投料值从第一中间设定值至第二中间设定值;控制所述第二裂解炉中各组炉管的进料控制阀的开度值在使用设定时间长度后,投料值从第二中间设定值降低至0%,之后关闭各组炉管的进料控制阀。具体地,从第二裂解炉从100%负荷退至x负荷的过程中,通过协同控制的方法设定退料至x负荷(x≥60%)、所需用时为t分钟,协同控制过程中设定的速率对指定的炉膛进行退料操作。而退料由x负荷退至y负荷后(y≥20%),第二裂解炉继续退料,则增加吹扫蒸汽用量至ds2值,同时加大稀释蒸汽用量ds3值,防止对流段炉管超温,x至y负荷范围内,退料时长与吹扫蒸汽、稀释蒸汽调整时间保持一致。而第二裂解炉从y%负荷退至0%负荷过程中,考虑到阀门低流量控制不
稳定,采取阀位控制退料方式。设定每组进料调节阀fv1、fv2、fv3和fv4使用相同时长,且分别由当前开度c1、c2、c3、c4均关闭到0%开度,此时裂解炉退料完毕。
56.也即,退料过程中,首先采集退料裂解炉的运行状态,包括运行模式、cot控制、稀释蒸汽控制状态等内容,判断第二裂解炉是否满足退料条件。如果检测到第二裂解炉满足退料条件,首先将进料低流量连锁等涉及到进料量下降引起的连锁都置于旁路状态,将cot偏差控制置于手动,将裂解炉cot以一定的降温速率降低至退料温度,稀释蒸汽流量控制由串级控制改为自动流量控制,且设定在一个固定值,然后等待协同控制程序给出退料指令开始退料。
57.优选地,控制所述第二裂解炉的退料进程中还可以包括:
58.s303:设定第二裂解炉中的单组炉管的进料控制阀的阀门开度至第一负开度值;设定第二裂解炉中的总进料电磁阀开度至第二负开度值;关闭第二裂解炉中的进料电磁切断阀,关闭第二裂解炉中的二甲基二硫注入阀、关闭在线取样电磁阀,发送切换裂解炉运行模式的提示信息。也就是说,当第二裂解炉的退料控制过程在控制指定的裂解炉退料至0%负荷后,自动设定单组进料控制阀阀门开度
‑
3%,总进料电磁阀开度
‑
3%,关闭进料电磁切断阀,关闭dmds注入阀、关闭在线取样电磁阀,提示操作人员在控制面板切换裂解炉运行模式。
59.本技术以上各方案中,所述第一裂解炉完成一定进料量的投料时间和所述第二裂解炉完成相同进料量的退料时间保持一致;且总体进料量的偏差值不超过设定偏差值。具体实现时:两台裂解炉投退料的过程中,每次以一定比例的进料总量(10%
‑
20%范围)进行,两台裂解炉完成相同进料量的投退时间保持一致。如此能够降低裂解炉切换对后续系统影响,减小系统波动。协同控制过程,能够全程采集两台裂解炉的进料总流量数据,总量偏差超过一定值(3
‑
5t)时,投料或者退料中速度较快的一台裂解炉暂停等待,待两台裂解炉进料偏差小于2t后,暂停的裂解炉继续进行,两台裂解按照原定进程继续进行投退料至设定值。
60.下面以国内某100万吨每年的乙烯装置作为具体示例,对本发明以上实施例中的方法进一步说明:
61.投退料前的系统监测两台裂解炉是否具备切换条件的判断。采集的裂解炉运行信息主要包括锅炉给水系统运行参数、原料供应系统运行参数、燃料气系统运行参数、稀释蒸汽系统运行参数、裂解炉炉膛温度、负压、运行模式等。当以上信息全部满足,程序判断该裂解炉具备投退料切换条件,如果某条不满足,程序自动弹出提示,告知操作人员该项不满足切换条件,程序自动等待,持续采集以上信息,直至条件完全满足,判定具备切换条件。具体判断条件如表1所示。
62.表1 投退料条件判断
[0063][0064][0065]
投料控制过程:在投料初期因阀门可控性,不能进行流量串级控制,采用阀门开度
控制,以一定的速率匀速开启阀门,使阀门逐步达到最小可控流量后,进料阀投用流量串级控制。该案例小流量控制范围为总进料量的20%(fjf1=20%),单炉膛进料控制到12t/h(faf1=12),其控制流程图如图5所示,图中以ff1阀门为例进行说明,当有多个阀门时,采用相同的控制逻辑进行控制即可。
[0066]
投料控制过程在20%进料后,至100%负荷进料过程,协同控制方法控制投料过程以一定速率增加进料量,逐步将进料量提升至100%,期间增加提示,告知操作人员及时调整裂解炉及炉膛负压,如图6所示。
[0067]
投料结束后,投料控制指令自动执行如下操作:将稀释蒸汽流量控制改投为比例串级控制,使稀释蒸汽流量与单组进料流量按照比例进行控制,投用裂解炉cot偏差控制器,投用低流量连锁,降低dmds注入量,提高裂解炉cot温度至所需裂解深度,如图7所示。
[0068]
而退料控制过程从100%开始退料,100%至60%的过程中,程序以一定的退料速度进行退料,60%以后将裂解炉的ds比例串级控制改为自动流量控制,设定流量为3.5t/h。60%到40%退料过程ds流量不变,40%退料至20%过程中,增加稀释蒸汽流量控制至5.5t/h,为防止对流段超温,单台裂解炉增加吹扫蒸汽流量至5.5t/h。20%至完全退出,采取阀门开度控制,以相同的时间,将所有单组进料阀门由目前的开度关闭至0开度。退料结束后设定单组进料控制阀阀门开度
‑
3%,总进料电磁阀开度
‑
3%,关闭进料电磁切断阀,关闭dmds注入阀、关闭在线取样电磁阀,提示操作人员在控制面板切换裂解炉运行模式。
[0069]
具体地,参考图8a
‑
8d所示,协同控制方法首先采集即将对切的两台裂解炉的运行参数,以判断是否满足对切条件,运行参数包括公用系统的燃料气系统压力、温度、分离罐液位,稀释蒸汽系统温度、压力;对切的两台裂解炉的ss系统、燃料气、进料系统、稀释蒸汽等重要阀门的状态,炉膛温度、负压、风机运行、裂解炉运行模式等信息。协同控制程序判断具备对切条件后,开始向两台裂解炉发送投退料。每次以一定比例的进料总量(10%
‑
20%范围)进行,两台裂解炉完成相同进料量的投退时间保持一致,可降低裂解炉切换对后续系统影响,减小系统波动。协同控制程序全程采集两台裂解炉的进料总流量数据,总量偏差超过一定值(3
‑
5t)时吗,投料或者退料中速度较快的一台裂解炉暂停等待,待两台裂解炉进料偏差小于2t后,暂停的裂解炉继续进行,两台裂解按照原定程序继续进行投退料至程序设定值。投料控制程序和退料控制程序均全程监控裂解炉的系统状态,判断各项指标是否超标,如投退料过程中出现运行参数超过范围,则对该裂解炉脱料或退料过程发出暂停指令,协同控制程序全程接收两台裂解的控制程序反馈的裂解炉暂停信息,任何一台裂解炉出现投料或退料暂停,协同控制程序则对另外一台裂解炉发出暂停指令。以此逻辑来满足两台裂解炉同步进行,减少投退料波动。当程序检测到退料裂解炉总进料流量为0t/h,投料裂解炉进料量为46t/h(100%负荷)时,且投料顺控程序和退料顺控程序均反馈执行完毕,则提示裂解炉对切完成。
[0070]
本技术实施例提供的以上方案包括三部分组成:投料控制程序、退料控制程序以及投退料炉子的协同控制程序。切换裂解炉之前该方案会通过协同控制程序采集两台对切的裂解炉dcs系统运行参数,通过监测燃料气系统、稀释蒸汽发生系统、原料系统以及裂解炉运行模式等数据,判断两台裂解炉当前是否具备对切条件;投料控制逻辑包含裂解炉从0%到100%进料过程中,进料阀门控制,稀释蒸汽控制以及投料过程中可能出现的裂解炉异常监测等内容,退料控制逻辑包含裂解炉从100%到0%退料过程中,阀门控制,稀释蒸汽
控制以及退料过程中可能出现的裂解炉异常监测等内容。协同控制程序用于控制投退料过程中两台裂解炉各自的进程控制,从而使总体进料量保持平稳,减少对下游的影响;协同控制程序还可以应对投退料期间裂解炉发生异常时及时中断进程,退守至安全状态;投退料程序均各自包含可修改的投料进程控制参数,用来控制投退料速度。
[0071]
本技术以上实施例中的参数、阈值的设置,可以依据实际应用场景进行适应性选择,也可以预先通过标定试验的方式获取到恰当值后直接存储在系统中。
[0072]
本技术一些实施例中还提供一种存储介质,所述存储介质中存储有程序指令,计算机读取所述程序指令后执行以上实施例中任一技术方案所述的裂解炉自动投退料对切控制方法。
[0073]
图9是本实施例提供的裂解炉自动投退料对切控制系统的硬件结构示意图,该设备包括:
[0074]
一个或多个处理器901以及存储器902,图9中以一个处理器901为例。裂解炉自动投退料对切控制系统还可以包括:输入装置903和输出装置904。处理器901、存储器902、输入装置903和输出装置904可以通过总线或者其他方式连接,图9中以通过总线连接为例。
[0075]
存储器902作为一种非易失性计算机可读存储介质,可用于存储非易失性软件程序、非易失性计算机可执行程序以及模块。处理器901通过运行存储在存储器902中的非易失性软件程序、指令以及模块,从而执行服务器的各种功能应用以及数据处理,即实现上述方法实施例的裂解炉自动投退料对切控制方法。
[0076]
上述产品可执行本技术实施例所提供的方法,具备执行方法相应的功能模块和有益效果。未在本实施例中详尽描述的技术细节,可参见本技术实施例所提供的方法。
[0077]
以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。
[0078]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如rom/ram、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
[0079]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。